一种轻质耐用型托盘用木塑复合材料及其制备方法与流程
[0001]
本发明涉及木塑复合材料领域,尤其涉及一种轻质耐用型托盘用木塑复合材料及其制备方法。
背景技术:
[0002]
木塑复合材料具有可塑性强和造价低等优点,随着木塑复合材料生产技术的提高和产业规模的扩大,木塑复合材料被广泛使用,且其具备良好的环保特性。
[0003]
但现有的木塑复合材料虽然由于自身材质特性具有良好的绝缘性,但其耐磨性和韧性差,在作为托盘原料使用时,由于托盘在使用过程中被频繁搬运和摩擦,易产生磨损,不耐用,使用寿命降低,且在摩擦和使用过程中会产生静电火花,甚至引起爆炸,由于木塑材料自身不具备阻燃性,存在火灾安全隐患,制成质量较大。为此,我们提出一种轻质耐用型托盘用木塑复合材料及其制备方法。
技术实现要素:
[0004]
本发明的目的是为了解决现有技术中存在的缺点,而提出的一种轻质耐用型托盘用木塑复合材料及其制备方法。
[0005]
为了实现上述目的,本发明采用了如下技术方案:
[0006]
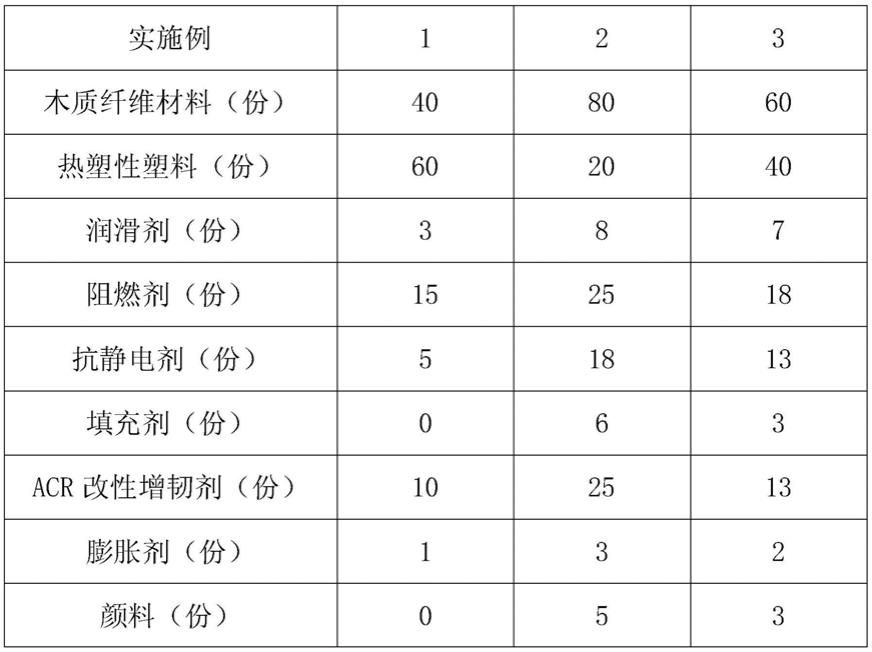
一种轻质耐用型托盘用木塑复合材料,所述木塑材料由a组份、b组份和c组份混合而成,所述a组份包括木质纤维材料、热塑性塑料和润滑剂,所述b组份包括阻燃剂、抗静电剂、填充剂和acr改性增韧剂,所述c组份包括膨胀剂和颜料,其按重量配比如下:所述木质纤维材料40-80份、热塑性塑料20-60份、润滑剂3-8份、阻燃剂10-25份、抗静电剂5-18份、填充剂0-6份、acr改性增韧剂10-25份、膨胀剂1-3份和颜料0-5份。
[0007]
优选的,所述木质纤维材料为木粉、秸秆粉、果壳粉和木质废弃物等木质纤维中的一种或几种按任意比组成的混合物,且木质纤维材料含水量在5-15%。
[0008]
优选的,所述热塑性塑料为高密度聚乙烯或者为高密度聚乙烯与聚乙烯回收料和废弃塑料中的一种或几种按任意比组成的混合物。
[0009]
优选的,所述润滑剂为石蜡和聚乙烯蜡中的一种或几种按任意比组成的混合物。
[0010]
优选的,所述阻燃剂为可膨胀石墨或者为可膨胀石墨与聚磷酸铵、三聚氰胺、红磷和氢氧化物中的一种或几种按任意比组成的混合物。
[0011]
优选的,所述抗静电剂为碳纳米管、铜粉和导电炭黑中的一种或几种按任意比组成的混合物,且抗静电剂含水量小于等于5%。
[0012]
优选的,所述填充剂为碳酸钙粉、滑石粉和粉煤灰中的一种或几种按任意比组成的混合物。
[0013]
优选的,所述acr改性增韧剂在二元共聚物的基础上共聚马来酸酐或甲基丙烯酯缩水甘油酯。
[0014]
优选的,所述膨胀剂为未膨胀的膨胀剂微球。
[0015]
一种轻质耐用型托盘用木塑复合材料的制备方法,包括如下步骤:
[0016]
s1:将称量好的木质纤维材料、热塑性塑料和润滑剂按重量份1:1:1的比例放入到混合机中,进行粉碎和热混,温度控制在40-120℃,制得a组份的热混材料备用;
[0017]
s2:将称量好的阻燃剂、抗静电剂、填充剂和acr改性增韧剂按重量份1:1:1的比例放入到混合机中,进行粉碎和热混,温度控制在40-120℃,制得b组份的热混材料备用;
[0018]
s3:将称量好的膨胀剂和颜料按重量份1:1:1的比例放入到混合机中,进行粉碎和热混,温度控制在40-120℃,制得c组份的热混材料备用;
[0019]
s4:将a、b和c组份材料按重量份1:1:1的比例放入到双螺杆挤出机中进行熔融混合造粒,熔融混合温度控制在170-260℃,将双螺杆挤出机制备得到的粒料再通过锥形双螺杆挤出机挤出成型,或者采用热压机通过热压成型,挤出和热压的温度均控制在150-190℃,即制得轻质耐用型托盘用木塑复合材料。
[0020]
与现有技术相比,本发明的有益效果是:本发明提供的一种轻质耐用型托盘用木塑复合材料及其制备方法,主要在于制备工艺简单,原料成本低,绿色环保,阻燃和抗静电性能好,降低火灾安全隐患,减少静电对人身及其他方面所带来的安全隐患,安全性高,添加acr改性增韧剂进行改性增韧,提高其韧性和耐磨性,优化耐磨性,延长使用寿命,使用膨胀剂减少内部空隙、空洞和表面的缺陷,且保持内部的压力,在保证其性能的同时对材料进行膨胀,降低重量。
具体实施方式
[0021]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合具体实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0022]
实施例1
[0023]
一种轻质耐用型托盘用木塑复合材料,所述木塑材料由a组份、b组份和c组份混合而成,所述a组份包括木质纤维材料、热塑性塑料和润滑剂,所述b组份包括阻燃剂、抗静电剂、填充剂和acr改性增韧剂,所述c组份包括膨胀剂和颜料,其按重量配比如下:所述木质纤维材料40份、热塑性塑料60份、润滑剂3份、阻燃剂10份、抗静电剂5份、填充剂0份、acr改性增韧剂10份、膨胀剂1份和颜料0份。
[0024]
所述木质纤维材料为木质废弃物,且木质纤维材料含水量在5-15%,所述热塑性塑料为高密度聚乙烯与废弃塑料按任意比组成的混合物,所述润滑剂为石蜡,所述阻燃剂为可膨胀石墨,所述抗静电剂为碳纳米管,且抗静电剂含水量小于等于5%,所述填充剂为碳酸钙粉,所述acr改性增韧剂在二元共聚物的基础上共聚马来酸酐,所述膨胀剂为未膨胀的膨胀剂微球。
[0025]
一种轻质耐用型托盘用木塑复合材料的制备方法,包括如下步骤:
[0026]
s1:将称量好的木质纤维材料、热塑性塑料和润滑剂按重量份1:1:1的比例放入到混合机中,进行粉碎和热混,温度控制在40℃,制得a组份的热混材料备用;
[0027]
s2:将称量好的阻燃剂、抗静电剂、填充剂和acr改性增韧剂按重量份1:1:1的比例放入到混合机中,进行粉碎和热混,温度控制在40℃,制得b组份的热混材料备用;
[0028]
s3:将称量好的膨胀剂和颜料按重量份1:1:1的比例放入到混合机中,进行粉碎和
热混,温度控制在40℃,制得c组份的热混材料备用;
[0029]
s4:将a、b和c组份材料按重量份1:1:1的比例放入到双螺杆挤出机中进行熔融混合造粒,熔融混合温度控制在170℃,将双螺杆挤出机制备得到的粒料再通过锥形双螺杆挤出机挤出成型,或者采用热压机通过热压成型,挤出和热压的温度均控制在150℃,即制得轻质耐用型托盘用木塑复合材料。
[0030]
实施例2
[0031]
一种轻质耐用型托盘用木塑复合材料,所述木塑材料由a组份、b组份和c组份混合而成,所述a组份包括木质纤维材料、热塑性塑料和润滑剂,所述b组份包括阻燃剂、抗静电剂、填充剂和acr改性增韧剂,所述c组份包括膨胀剂和颜料,其按重量配比如下:所述木质纤维材料80份、热塑性塑料20份、润滑剂8份、阻燃剂25份、抗静电剂18份、填充剂6份、acr改性增韧剂25份、膨胀剂3份和颜料5份。
[0032]
所述木质纤维材料为木粉、秸秆粉和果壳粉按任意比组成的混合物,且木质纤维材料含水量在5-15%,所述热塑性塑料为高密度聚乙烯,所述润滑剂为石蜡和聚乙烯蜡按任意比组成的混合物,所述阻燃剂为可膨胀石墨与聚磷酸铵和氢氧化物按任意比组成的混合物,所述抗静电剂为碳纳米管、铜粉和导电炭黑按任意比组成的混合物,且抗静电剂含水量小于等于5%,所述填充剂为碳酸钙粉、滑石粉和粉煤灰按任意比组成的混合物,所述acr改性增韧剂在二元共聚物的基础上共聚甲基丙烯酯缩水甘油酯,所述膨胀剂为未膨胀的膨胀剂微球。
[0033]
一种轻质耐用型托盘用木塑复合材料的制备方法,包括如下步骤:
[0034]
s1:将称量好的木质纤维材料、热塑性塑料和润滑剂按重量份1:1:1的比例放入到混合机中,进行粉碎和热混,温度控制在120℃,制得a组份的热混材料备用;
[0035]
s2:将称量好的阻燃剂、抗静电剂、填充剂和acr改性增韧剂按重量份1:1:1的比例放入到混合机中,进行粉碎和热混,温度控制在120℃,制得b组份的热混材料备用;
[0036]
s3:将称量好的膨胀剂和颜料按重量份1:1:1的比例放入到混合机中,进行粉碎和热混,温度控制在120℃,制得c组份的热混材料备用;
[0037]
s4:将a、b和c组份材料按重量份1:1:1的比例放入到双螺杆挤出机中进行熔融混合造粒,熔融混合温度控制在260℃,将双螺杆挤出机制备得到的粒料再通过锥形双螺杆挤出机挤出成型,或者采用热压机通过热压成型,挤出和热压的温度均控制在190℃,即制得轻质耐用型托盘用木塑复合材料。
[0038]
实施例3
[0039]
一种轻质耐用型托盘用木塑复合材料,所述木塑材料由a组份、b组份和c组份混合而成,所述a组份包括木质纤维材料、热塑性塑料和润滑剂,所述b组份包括阻燃剂、抗静电剂、填充剂和acr改性增韧剂,所述c组份包括膨胀剂和颜料,其按重量配比如下:所述木质纤维材料60份、热塑性塑料40份、润滑剂7份、阻燃剂18份、抗静电剂13份、填充剂3份、acr改性增韧剂13份、膨胀剂2份和颜料3份。
[0040]
所述木质纤维材料为秸秆粉和木质废弃物按任意比组成的混合物,且木质纤维材料含水量在5-15%,所述热塑性塑料为高密度聚乙烯与聚乙烯回收料和废弃塑料按任意比组成的混合物,所述润滑剂为聚乙烯蜡,所述阻燃剂为可膨胀石墨与聚磷酸铵、红磷和氢氧化物按任意比组成的混合物,所述抗静电剂为导电炭黑,且抗静电剂含水量小于等于5%,
所述填充剂为碳酸钙粉和滑石粉按任意比组成的混合物,所述acr改性增韧剂在二元共聚物的基础上共聚马来酸酐,所述膨胀剂为未膨胀的膨胀剂微球。
[0041]
一种轻质耐用型托盘用木塑复合材料的制备方法,包括如下步骤:
[0042]
s1:将称量好的木质纤维材料、热塑性塑料和润滑剂按重量份1:1:1的比例放入到混合机中,进行粉碎和热混,温度控制在80℃,制得a组份的热混材料备用;
[0043]
s2:将称量好的阻燃剂、抗静电剂、填充剂和acr改性增韧剂按重量份1:1:1的比例放入到混合机中,进行粉碎和热混,温度控制在80℃,制得b组份的热混材料备用;
[0044]
s3:将称量好的膨胀剂和颜料按重量份1:1:1的比例放入到混合机中,进行粉碎和热混,温度控制在80℃,制得c组份的热混材料备用;
[0045]
s4:将a、b和c组份材料按重量份1:1:1的比例放入到双螺杆挤出机中进行熔融混合造粒,熔融混合温度控制在220℃,将双螺杆挤出机制备得到的粒料再通过锥形双螺杆挤出机挤出成型,或者采用热压机通过热压成型,挤出和热压的温度均控制在170℃,即制得轻质耐用型托盘用木塑复合材料。
[0046]
上述实施例1-3中的性能测试结果:(热塑性塑料、acr增韧剂和膨胀剂的含量越多则表示其性能效果越佳)
[0047]
[0048][0049]
本发明提供的一种轻质耐用型托盘用木塑复合材料及其制备方法,主要在于制备工艺简单,原料成本低,绿色环保,阻燃和抗静电性能好,降低火灾安全隐患,减少静电对人身及其他方面所带来的安全隐患,安全性高,添加acr改性增韧剂进行改性增韧,提高其韧性和耐磨性,优化耐磨性,延长使用寿命,使用膨胀剂减少内部空隙、空洞和表面的缺陷,且保持内部的压力,在保证其性能的同时对材料进行膨胀,降低重量。
[0050]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1