一种精密铸造蜡模用调制蜡及其制备方法与流程
40r/min,搅拌时间为30-50min。
[0009]
进一步地,在所述加入乙烯-醋酸乙烯共聚物步骤中,加热温度为110-120℃,搅拌速度为30-40r/min,搅拌时间为30-60min。
[0010]
进一步地,在所述加入64号石蜡步骤中,加热温度为110-120℃,搅拌速度为30-40r/min,搅拌时间为20-40min。
[0011]
进一步地,在所述加入微晶蜡步骤中,加热温度为90-100℃,搅拌速度为30-60r/min,搅拌时间为3-4h。
[0012]
进一步地,在所述降温造布丁步骤中,加热温度为80-90℃。
[0013]
进一步地,在所述加入微晶蜡步骤之前还包括:持续搅拌步骤,将反应釜中所得的混合物在110-120℃的温度下加热搅拌,使各种物料混合均匀并保持流动。
[0014]
本发明的有益效果在于,提供一种精密铸造蜡模用调制蜡及其制备方法,精密铸造蜡模用调制蜡具有强度高,在蜡件组树、清洗及干燥的过程中无断落现象,相溶性良好,与模型蜡等蜡料混合后,不影响蜡料性能及性质,粘结力强,在蜡件表面附有离型剂的情况下,可直接使用。
附图说明
[0015]
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
[0016]
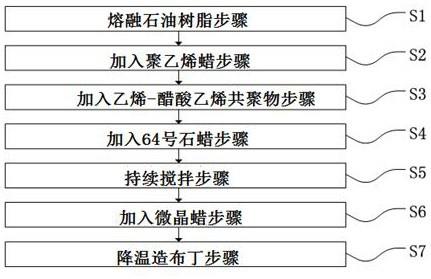
图1是本发明实施例中所述精密铸造蜡模用调制蜡的制备方法的流程图。
具体实施方式
[0017]
以下结合说明书附图详细说明本发明的优选实施例,以向本领域中的技术人员完整介绍本发明的技术内容,以举例证明本发明可以实施,使得本发明公开的技术内容更加清楚,使得本领域的技术人员更容易理解如何实施本发明。然而本发明可以通过许多不同形式的实施例来得以体现,本发明的保护范围并非仅限于文中提到的实施例,下文实施例的说明并非用来限制本发明的范围。
[0018]
本发明实施例提供了一种精密铸造蜡模用调制蜡,其按质量百分比包括:微晶蜡,42-44份;聚乙烯蜡,3-5份;石油树脂,34-36份;乙烯-醋酸乙烯共聚物,2-4份;以及64号石蜡,13-17份。其中微晶蜡结构紧密、光泽好、坚而滑润,能提高调制蜡的耐磨擦性;石油树脂具有高软化点、较好的抗氧化性;聚乙烯蜡具有抗耐磨、抗抛光、抗刻印、防粘连、防沉淀等优点;乙烯-醋酸乙烯共聚物具有良好的弹性、柔性、光泽性、透气性;64号石蜡可改善物质的流动性。每类蜡按熔点,一般每隔2℃,分成不同的品种,如52、54、56、58等牌号,本实施例所用的64号石蜡的熔点为64℃。
[0019]
值得注意的是,所述精密铸造蜡模用调制蜡的融化温度在120
°
-140
°
,因为需要用到高熔点材料石油树脂和聚乙烯蜡等,生产过程温度达到130
°
左右。而且本申请的所述精密铸造蜡模用调制蜡的粘性高,也称精密铸造蜡模用粘结蜡,适用于精密铸造行业。其中微晶蜡相对于蜡膏而言其结构更紧密、光泽更好、更滑润,适用于粘结时使用;同时聚乙烯蜡的防粘连性好,相对于凡士林而言其熔点高,不易因融化导致粘性降低而脱落;且加入64号石蜡降低熔点具有调节所述精密铸造蜡模用调制蜡的融化温度的作用。
60r/min,更优选为30-40r/min,搅拌时间为3-4h。
[0038]
本实施例中,在所述降温造布丁步骤中,加热温度为80-90℃。
[0039]
值得注意的是,所述精密铸造蜡模用调制蜡的融化温度在120
°
-140
°
,因为需要用到高熔点材料石油树脂和聚乙烯蜡等,生产过程温度达到130
°
左右。因此上述温度范围还可以调整为:所述加入聚乙烯蜡步骤中的加热温度为110-140℃,优选130℃;所述加入乙烯-醋酸乙烯共聚物步骤中的加热温度为110-140℃,优选130℃;所述加入64号石蜡步骤中的加热温度为110-140℃,优选130℃;所述加入微晶蜡步骤中额加热温度为100℃-140℃,优选130℃;所述降温造布丁步骤中的加热温度为90-130℃,优选130℃;所述持续搅拌步骤中将反应釜中所得的混合物在110-140℃的温度下加热搅拌,优选130℃。
[0040]
本发明的有益效果在于,精密铸造蜡模用调制蜡具有强度高,在蜡件组树、清洗及干燥的过程中无段落现象,相溶性良好,与模型蜡等蜡料混合后,不影响蜡料性能及性质,粘结力强,在蜡件表面附有离型剂的情况下,可直接使用。
[0041]
下面将结合本发明的实施例,对本发明的实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中提出的实施例,本领域内的普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0042]
实施例一:一种精密铸造蜡模用调制蜡,所述精密铸造蜡模用调制蜡包括以下质量份数的原料:微晶蜡44-46份、褐煤蜡 2.5-3.5份、石油树脂34-36份、乙烯-醋酸乙烯共聚物3.5-4.5份、64号石蜡12-14份。
[0043]
上述精密铸造蜡模用调制蜡的制备方法,包括以下步骤:(1)将石油树脂均分为两份,将其中一份在120℃下加热,不断搅拌至熔融,再加入另一份石油树脂,继续加热,不断搅拌至熔融,得到熔融石油树脂a;(2)将步骤(1)所得的熔融石油树脂a,在100-120℃下继续加热1-2小时,加入褐煤蜡,并不断搅拌至完全熔融,得到混合物b;(3)将步骤(2)所得的混合物b在110-120℃下继续加热1-2小时,加入乙烯-醋酸乙烯共聚物,并不断搅拌至完全熔融,得到混合物c;(4)将步骤(3)所得的混合物c在120℃下继续加热1-2小时,加入64号石蜡,并不断搅拌至完全熔融,得到混合物d;(5)将步骤(4)所得的混合物d在110-120℃下继续加热,并不断搅拌,加热时间为3-4小时;(6)将经过步骤(5)处理的混合物d温度降至100℃,继续加热搅拌30-60分钟,在90-100℃下,加入微晶蜡,并加热搅拌至微晶蜡熔融,得到混合物e;(7)将步骤(6)所得的混合物e继续搅拌加热3-4小时,再将温度冷却至80-90℃,制成布丁状,即得所述精密铸造蜡模用调制蜡。
[0044]
实施例二:一种精密铸造蜡模用调制蜡,其包括以下质量份数的原料:微晶蜡44份、褐煤蜡2.5份、石油树脂34份、乙烯-醋酸乙烯共聚物3.5份、64号石蜡12份。
[0045]
上述精密铸造蜡模用调制蜡的制备方法,包括以下步骤:
(1)将石油树脂均分为两份,将其中一份在120℃下加热,不断搅拌至熔融,再加入另一份石油树脂,继续加热,不断搅拌至熔融,得到熔融石油树脂a;(2)将步骤(1)所得的熔融石油树脂a,在100℃下继续加热1小时,加入褐煤蜡,并不断搅拌至完全熔融,得到混合物b;(3)将步骤(2)所得的混合物b在110℃下继续加热1小时,加入乙烯-醋酸乙烯共聚物,并不断搅拌至完全熔融,得到混合物c;(4)将步骤(3)所得的混合物c在120℃下继续加热1小时,加入64号石蜡,并不断搅拌至完全熔融,得到混合物d;(5)将步骤(4)所得的混合物d在110℃下继续加热,并不断搅拌,加热时间为3小时;(6)将经过步骤(5)处理的混合物d温度降至100℃,继续加热搅拌30分钟,在90℃下,加入微晶蜡,并加热搅拌至微晶蜡熔融,得到混合物e;(7)将步骤(6)所得的混合物e继续搅拌加热3小时,再将温度冷却至80℃,制成布丁状,即得所述精密铸造蜡模用调制蜡。
[0046]
实施例三:一种精密铸造蜡模用调制蜡,其包括以下质量份数的原料:微晶蜡46份、褐煤蜡3.5份、石油树脂36份、乙烯-醋酸乙烯共聚物4.5份、64号石蜡14份。
[0047]
上述精密铸造蜡模用调制蜡的制备方法,包括以下步骤:(1)将石油树脂均分为两份,将其中一份在120℃下加热,不断搅拌至熔融,再加入另一份石油树脂,继续加热,不断搅拌至熔融,得到熔融石油树脂a;(2)将步骤(1)所得的熔融石油树脂a,在120℃下继续加热2小时,加入褐煤蜡,并不断搅拌至完全熔融,得到混合物b;(3)将步骤(2)所得的混合物b在120℃下继续加热2小时,加入乙烯-醋酸乙烯共聚物,并不断搅拌至完全熔融,得到混合物c;(4)将步骤(3)所得的混合物c在120℃下继续加热2小时,加入64号石蜡,并不断搅拌至完全熔融,得到混合物d;(5)将步骤(4)所得的混合物d在120℃下继续加热,并不断搅拌,加热时间为4小时;(6)将经过步骤(5)处理的混合物d温度降至100℃,继续加热搅拌60分钟,在100℃下,加入微晶蜡,并加热搅拌至微晶蜡熔融,得到混合物e;(7)将步骤(6)所得的混合物e继续搅拌加热4小时,再将温度冷却至90℃,制成布丁状,即得所述精密铸造蜡模用调制蜡。
[0048]
实施例四:一种精密铸造蜡模用调制蜡,其包括以下质量份数的原料:微晶蜡45份、褐煤蜡3份、石油树脂35份、乙烯-醋酸乙烯共聚物4份、64号石蜡13份。
[0049]
上述精密铸造蜡模用调制蜡的制备方法,包括以下步骤:(1)将石油树脂均分为两份,将其中一份在120℃下加热,不断搅拌至熔融,再加入另一份石油树脂,继续加热,不断搅拌至熔融,得到熔融石油树脂a;(2)将步骤(1)所得的熔融石油树脂a,在110℃下继续加热1.5小时,加入褐煤蜡,并不断搅拌至完全熔融,得到混合物b;(3)将步骤(2)所得的混合物b在115℃下继续加热1.5小时,加入乙烯-醋酸乙烯共聚
物,并不断搅拌至完全熔融,得到混合物c;(4)将步骤(3)所得的混合物c在120℃下继续加热1.5小时,加入64号石蜡,并不断搅拌至完全熔融,得到混合物d;(5)将步骤(4)所得的混合物d在115℃下继续加热,并不断搅拌,热时间为3.5小时;(6)将经过步骤(5)处理的混合物d温度降至100℃,继续加热搅拌45分钟,在95℃下,加入微晶蜡,并加热搅拌至微晶蜡熔融,得到混合物e;(7)将步骤(6)所得的混合物e继续搅拌加热3-4小时,再将温度冷却至85℃,制成布丁状,即得所述精密铸造蜡模用调制蜡。
[0050]
本实施例中,将微晶蜡和石油树脂进行如上质量份数配合,有助于提高精密铸造蜡模用调制蜡的强度和相溶性,进而提高铸件的精密度和生产效率。
[0051]
值得注意的是,所述精密铸造蜡模用调制蜡的融化温度在120
°
-140
°
,因为需要用到高熔点材料石油树脂和聚乙烯蜡等,生产过程温度达到130
°
左右。因此在其他实施例中上述温度范围还可以调整为:所述加入聚乙烯蜡步骤中的加热温度为110-140℃,优选130℃;所述加入乙烯-醋酸乙烯共聚物步骤中的加热温度为110-140℃,优选130℃;所述加入64号石蜡步骤中的加热温度为110-140℃,优选130℃;所述加入微晶蜡步骤中额加热温度为100℃-140℃,优选130℃;所述降温造布丁步骤中的加热温度为90-130℃,优选130℃;所述持续搅拌步骤中将反应釜中所得的混合物在110-140℃的温度下加热搅拌,优选130℃。
[0052]
本发明公开了一种精密铸造蜡模用调制蜡及其制备方法,所述精密铸造蜡模用调制蜡包括以下质量份数的原料:微晶蜡44-46份、褐煤蜡 2.5-3.5份、石油树脂34-36份、乙烯-醋酸乙烯共聚物3.5-4.5份、64号石蜡12-14份,本发明的调制蜡应用于精密铸造蜡铸造行业,具有强度高,在蜡件组树、清洗及干燥的过程中无断落现象,相溶性良好,与模型蜡等蜡料混合后,不影响蜡料性能及性质,粘结力强,在蜡件表面附有离型剂的情况下,可直接使用。
[0053]
以上对本发明所提供的精密铸造蜡模用调制蜡及其制备方法进行了详细介绍。应理解,本文所述的示例性实施方式应仅被认为是描述性的,用于帮助理解本发明的方法及其核心思想,而并不用于限制本发明。在每个示例性实施方式中对特征或方面的描述通常应被视作适用于其他示例性实施例中的类似特征或方面。尽管参考示例性实施例描述了本发明,但可建议所属领域的技术人员进行各种变化和更改。本发明意图涵盖所附权利要求书的范围内的这些变化和更改,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1