一种高导热的增强聚苯硫醚复合材料及其制备方法与流程
[0001]
本发明涉及导热聚苯硫醚的技术领域,尤其涉及一种高导热的增强聚苯硫醚复合材料及其制备方法。
背景技术:
[0002]
近年来随着工业发展对导热材料耐腐蚀性、力学性能和加工性能等要求的提高,传统金属类导热材料在某些化工领域已满足不了应用的需求。金属型材在长期的使用过程中会出现腐蚀严重、结垢、不耐酸碱等严重的问题,降低使用寿命,影响设备安全,从而导致维修和更换成本升高;同时本身质量较重,不利于轻量化发展方向。高分子材料具有耐化学腐蚀、成型加工性能优良、电绝缘性能优异、力学性能优良等特点,用做型材时光滑不粘垢、重量轻、耐磨损、价廉,且使用寿命比金属型材长,在产品中逐步得到应用。但大部分高分子材料是热的不良导体,所以需要进行改性以提升材料的导热性能。
[0003]
聚苯硫醚简称pps,是分子主链中带有苯硫基的热塑性树脂,是热塑性高分子材料中稳定性最高的树脂之一,耐化学腐蚀性被认为仅次于聚四氟乙烯,具有优良的耐热性、耐化学腐蚀性、耐辐射性、阻燃性、均衡的物理机械性能和较好的加工性能,被广泛应用于电子电器、化学工程、航空航天、汽车运输等领域,可用于制备导热塑料管。然而,聚苯硫醚自身导热性能较差,所以改进聚苯硫醚的导热性能是技术关键。
[0004]
目前,为了提高聚苯硫醚的导热性能,主要方法是在基材中加入多种导热填料,通过共混挤出制备高导热的聚苯硫醚复合材料。如申请公布号为cn 109233279 a的中国专利文献中公开了一种导热绝缘聚苯硫醚复合材料,由80~90重量份聚苯硫醚、2~5重量份碳化硅、1~3重量份石碳酸、0.5~1.5重量份氮化硼等等,通过加入复合的导热助剂来提高pps复合材料的导热性。又如申请公布号为cn 111269551 a的中国专利文献中公开了一种聚苯醚组合物及其在新能源汽车电池防护壳中的应用,该聚苯醚组合物包括:聚苯醚树脂80~100份,聚酰胺树脂30~50份,聚苯硫醚树脂10~20份,复合导热填料30~50份,分散剂10~20份;复合导热填料由石墨烯微片、碳化硅以及氮化硼组成。通过将各原料混合均匀后放入双螺杆挤出机中进行熔融挤出造粒即得聚苯醚组合物。以上两篇技术方案中,由于导热填料的添加量较少,导热填料间彼此孤立,不能形成有效的导热通路,因此对导热性能的提高程度有限。
[0005]
为进一步提高导热性能,最直接的方式是增加导热填料的添加量,但公知大量导热填料的加入不仅导致流动性太差造成加工困难,更会导致复合材料力学性能的显著下降,因此,简单通过增加导热填料的添加量对导热性能的提高程度仍然有限。
技术实现要素:
[0006]
针对现有技术中存在的上述问题,本发明公开了一种高导热的增强聚苯硫醚复合材料及其制备方法,在显著提高聚苯硫醚复合材料导热性能的同时,还保证了其优异的加工性能与力学性能。
[0007]
具体技术方案如下:
[0008]
一种高导热的增强聚苯硫醚复合材料,按重量百分比计,原料组成包括:
[0009]
聚苯硫醚基材
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30~50%;
[0010]
表面碳化增强体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5~30%;
[0011]
导热填料
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20~60%;
[0012]
所述表面碳化增强体为外表面包覆有碳层的增强体。
[0013]
本发明公开了一种高导热的增强聚苯硫醚复合材料,以聚苯硫醚为基材,通过加入导热填料来提高复合材料的导热性能,通过加入增强体来提高复合材料的力学性能。为了进一步增强材料的导热性能,本发明中对增强体进行了表面改性处理,通过在增强体表面浸渍聚合物单体原料液,经原位聚合及碳化处理后,在增强体表面附着了碳化层。最后,再将该表面碳化增强体与其他原料共混挤出,制备得到复合材料。经对比试验发现,采用表面碳化增强体代替普通的增强体,在保证了增强体的增强效果外,还可以进一步提高复合材料的导热性能。
[0014]
优选的,所述聚苯硫醚基材的熔体流动速率为800~1200g/10min。选择该熔体流动速率下的聚苯硫醚有利于减小复合材料的造粒与成型难度。
[0015]
优选的,所述增强体选自无碱玻璃纤维和/或碳纤维;进一步优选,所述增强体的长度为2~8mm。若增强体长度过短,则力学性能不佳;若长度过长,则分散性较差,导热性能不佳。再优选,所述增强体的长度为4mm。经试验发现,采用该长度下的增强体,制备得到的复合材料的导热性能与力学性能均达到更佳。
[0016]
优选的,所述导热填料选自石墨和/或碳化硅;进一步优选为石墨,经试验发现,在本体系中,添加石墨后的导热效果优于碳化硅。
[0017]
再优选,所述石墨的目数选自200~800目,经试验发现,在本体系中,石墨粒径过大,力学性能差;石墨粒径过小则易团聚,导热性低,且堆密度小,挤出时混合不均匀。再进一步优选,所述石墨的目数选自500目,经试验发现,采用该目数的石墨,制备得到的复合材料的导热性能与力学性能均达到更佳。
[0018]
优选的,所述碳层中还含有二维片状的导热填料;通过在聚合物单体原料液中掺杂二维片状的导热填料,经原位聚合及碳化处理后,将二维片状的导热填料掺杂进增强体表面的碳化层中。经试验发现,通过在表面碳化增强体中再掺杂二维片状的导热填料,可以再进一步显著提高复合材料的导热性能。并经过对比试验发现,若将同样量的二维片状的导热填料通过共混的方式直接加入基材中,由于添加量极低,对最终制备的复合材料的导热性能几乎没有影响。
[0019]
优选的,所述碳层的前驱体选自聚酰亚胺(pi)或聚醚酰亚胺(pei)。
[0020]
优选的,所述二维片状的导热填料选自石墨烯和/或氮化硼。
[0021]
进一步优选,所述碳层的前驱体选自pi,所述二维片状的导热填料选自石墨烯。经试验发现,在本体系中,将石墨烯添加到聚酰亚胺的原料单体中发生原位聚合,石墨烯与聚酰亚胺产生协同效应,碳化后得到的碳层能大幅提高复合材料导热性能。
[0022]
在上述优选的原料基础上,按重量百分比计,所述高导热的增强聚苯硫醚复合材料的原料组成包括:
[0023]
聚苯硫醚基材
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30~50%;
[0024]
表面碳化增强体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10~20%;
[0025]
导热填料
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40~60%。
[0026]
进一步优选,原料组成包括:
[0027]
聚苯硫醚基材
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30~50%;
[0028]
表面碳化增强体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10~20%;
[0029]
导热填料
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40~50%。
[0030]
再优选,原料组成包括:
[0031]
聚苯硫醚基材
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40~50%;
[0032]
表面碳化增强体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10~20%;
[0033]
导热填料
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40%。
[0034]
再进一步优选:
[0035]
所述增强体选自4mm的碳纤维;
[0036]
所述导热填料选自目数为500目的石墨;
[0037]
所述碳层的前驱体选自pi;
[0038]
所述二维片状的导热填料选自石墨烯。
[0039]
采用上述进一步优选的原料种类与原料组成,制备得到的pps复合材料的导热性能与力学性能均达到最佳。
[0040]
除上述原料外,本发明公开的高导热的增强聚苯硫醚复合材料还可根据不同的应用场合要求,加入各种功能性助剂。如偶联剂、相容剂、增韧剂等等。
[0041]
本发明还公开了所述高导热的增强聚苯硫醚复合材料的制备方法,包括如下步骤:
[0042]
(1)将单体原料、增强体与可选择加入的二维片状的导热填料共混,经原位聚合及碳化后得到表面碳化增强体;
[0043]
(2)以包括聚苯硫醚基材、导热填料与步骤(1)制备的表面碳化增强体为原料,经挤出造粒后制备得到高导热的增强聚苯硫醚复合材料。
[0044]
步骤(1)中,首先以聚合物单体为原料,通过原位聚合的方式,在增强体表面包覆聚合物层,再经过碳化后,获得表面包覆碳层的增强体。
[0045]
所述原位聚合的方式采用本领域的常规技术手段,根据包覆的聚合物层的不同,选择与其相适应的聚合物单体。因为采用浸渍的方式,所以采用溶液聚合,具体的聚合温度,采用的溶剂种类,以及后续的碳化温度也均与聚合物层的种类相适应,均采用本领域的常规选择。
[0046]
以所述碳层的前驱体选自聚酰亚胺为例,所述单体原料选自对苯二胺和联苯四甲酸二酐,以n,n
’-
二甲基乙酰胺为溶剂,聚合温度为常温,碳化温度为650~800℃。
[0047]
优选加入二维片状的导热填料,制备得到表面包覆掺杂有二维片状导热填料的碳层的增强体。
[0048]
进一步优选,所述二维片状的导热填料与增强体的质量比为0.1~0.5:100;更优选为0.27:100。
[0049]
步骤(2)中:
[0050]
所述聚苯硫醚基材与导热填料从主喂料口加入挤出机;
[0051]
所述表面碳化增强体从侧喂料口加入挤出机;
[0052]
所述挤出造粒的温度为310~340℃。
[0053]
与现有技术相比,本发明具有如下优点:
[0054]
本发明公开了一种高导热的增强聚苯硫醚复合材料,采用聚苯硫醚基材、导热填料与表面改性的增强体为原料,通过在增强体表面浸渍聚合物单体原料液,经原位聚合及碳化处理后,在增强体表面附着碳化层。通过该设计进一步提高聚苯硫醚复合材料导热性能。而针对一些对导热性能有更高要求的领域,本发明通过在聚合物单体原料液中掺杂二维片状的导热填料,经原位聚合及碳化处理后,在增强体表面附着掺杂有二维片状的导热填料的碳化层,利用碳化层与二维片状的导热填料的协同作用,不仅进一步大幅提高聚苯硫醚复合材料导热性能,还保证了其优异的加工性能与力学性能。
[0055]
本发明制备的聚苯硫醚复合材料导热及机械性能优异,是一种具有大规模工业化生产前景的新型导热材料,可用于热交换器,散热器,散热外壳,led塑料包装,电子器件,电子设备以及对散热要求较高的大型装备领域。
具体实施方式
[0056]
下面通过具体实施例对本发明作进一步说明,但本发明的保护范围不局限于以下实施例。
[0057]
实施例1
[0058]
步骤(1)、对苯二胺(pda,8.9kg)溶于300l n,n
′-
二甲基乙酰胺中,加入2kg石墨烯超声分散10h,然后加入联苯四甲酸二酐(bpda,24.4kg),在冰水冷却下机械搅拌4h。混合粘液中加750kg无碱玻纤(长度:4mm),继续搅拌1h。最后将分散了玻纤的聚酰亚胺粘液置于管式炉中,于n2气氛下以5℃/min的升温速率加热至400℃,再以2℃/min的升温速率加热至780℃,保温2h,得到表面碳化玻纤。
[0059]
步骤(2)、将聚苯硫醚及石墨在120℃下干燥4h。
[0060]
步骤(3)、按以下质量百分比组成进行配比:聚苯硫醚(nhu-pps3490)40%、石墨(500目)40%、步骤(1)得到的表面碳化玻纤20%,将聚苯硫醚与石墨搅拌均匀,然后加入到双螺杆挤出机(18mm双螺杆挤出机)的主喂料料斗中,表面碳化玻纤加入到侧喂料料斗中,设定双螺杆挤出机从料斗到模头的各段温度分别为:285℃、320℃、340℃、340℃、325℃、315℃、325℃,主机的螺杆转速为350rpm,侧喂料转速为250rpm,将物料共混熔融挤出切粒。
[0061]
步骤(4)、制样进行性能测试,测试结果见下表2。
[0062]
实施例2
[0063]
步骤(1)、对苯二胺(pda,8.9kg)溶于300l n,n
′-
二甲基乙酰胺中,加入2kg石墨烯超声分散10h,然后加入联苯四甲酸二酐(bpda,24.4kg),在冰水冷却下机械搅拌4h。混合粘液中加750kg无碱玻纤(长度:2mm),继续搅拌1h。最后将分散了玻纤的聚酰亚胺粘液置于管式炉中,于n2气氛下以5℃/min的升温速率加热至400℃,再以2℃/min的升温速率加热至780℃,保温2h,得到表面碳化的玻纤。
[0064]
步骤(2)、将聚苯硫醚及石墨在120℃下干燥4h。
[0065]
步骤(3)、按以下质量百分比组成进行配比:聚苯硫醚(nhu-pps3490)40%、石墨
(500目)40%、步骤(1)得到的表面碳化玻纤20%,然后按照与实施例1相同步骤挤出造粒。
[0066]
步骤(4)、制样进行性能测试,测试结果见下表2。
[0067]
实施例3
[0068]
步骤(1)、对苯二胺(pda,8.9kg)溶于300l n,n
′-
二甲基乙酰胺中,加入2kg石墨烯超声分散10h,然后加入联苯四甲酸二酐(bpda,24.4kg),在冰水冷却下机械搅拌4h。混合粘液中加750kg无碱玻纤(长度:8mm),继续搅拌1h。最后将分散了玻纤的聚酰亚胺粘液置于管式炉中,于n2气氛下以5℃/min的升温速率加热至400℃,再以2℃/min的升温速率加热至780℃,保温2h,得到表面碳化的玻纤。
[0069]
步骤(2)、将聚苯硫醚及石墨在120℃下干燥4h。
[0070]
步骤(3)、按以下质量百分比组成进行配比:聚苯硫醚(nhu-pps3490)40%、石墨(500目)40%、步骤(1)得到的表面碳化玻纤20%,然后按照与实施例1相同步骤挤出造粒。
[0071]
步骤(4)、制样进行性能测试,测试结果见下表2。
[0072]
实施例4
[0073]
步骤(1)、按照实施例1的方法制备表面碳化的玻纤。
[0074]
步骤(2)、将聚苯硫醚及石墨在120℃下干燥4h。
[0075]
步骤(3)、按以下质量百分比组成进行配比:聚苯硫醚(nhu-pps3490)40%、石墨(200目)40%、步骤(1)得到的表面碳化玻纤20%,然后按照与实施例1相同步骤挤出造粒。
[0076]
步骤(4)、制样进行性能测试,测试结果见下表2。
[0077]
实施例5
[0078]
步骤(1)、按照实施例1的方法制备表面碳化的玻纤。
[0079]
步骤(2)、将聚苯硫醚及石墨在120℃下干燥4h。
[0080]
步骤(3)、按以下质量百分比组成进行配比:聚苯硫醚(nhu-pps3490)40%、石墨(800目)40%、步骤(1)得到的表面碳化玻纤20%,然后按照与实施例1相同步骤挤出造粒。
[0081]
步骤(4)、制样进行性能测试,测试结果见下表2。
[0082]
实施例6
[0083]
步骤(1)、对苯二胺(pda,8.9kg)溶于300l n,n
′-
二甲基乙酰胺中,加入2kg石墨烯超声分散10h,然后加入联苯四甲酸二酐(bpda,24.4kg),在冰水冷却下机械搅拌4h。混合粘液中加750kg碳纤(长度:4mm),继续搅拌1h。最后将分散了碳纤的聚酰亚胺粘液置于管式炉中,于n2气氛下以5℃/min的升温速率加热至400℃,再以2℃/min的升温速率加热至780℃,保温2h,得到表面碳化碳纤。
[0084]
步骤(2)、将聚苯硫醚及石墨在120℃下干燥4h。
[0085]
步骤(3)、按以下质量百分比组成进行配比:聚苯硫醚(nhu-pps3490)50%、石墨(500目)40%、步骤(1)得到的表面碳化碳纤10%,然后按照与实施例1相同步骤挤出造粒。
[0086]
步骤(4)、制样进行性能测试,测试结果见下表2。
[0087]
实施例7
[0088]
步骤(1)、按照实施例1的方法制备表面碳化的玻纤。
[0089]
步骤(2)、将聚苯硫醚在120℃下干燥4h。
[0090]
步骤(3)、按以下质量百分比组成进行配比:聚苯硫醚(nhu-pps3490)30%、碳化硅50%、步骤(1)得到的表面碳化玻纤20%,然后按照与实施例1相同步骤挤出造粒。
[0091]
步骤(4)、制样进行性能测试,测试结果见下表2。
[0092]
实施例8
[0093]
步骤(1)、对苯二胺(pda,8.9kg)溶于300l n,n
′-
二甲基乙酰胺中,加入2kg氮化硼超声分散10h,然后加入联苯四甲酸二酐(bpda,24.4kg),在冰水冷却下机械搅拌4h。混合粘液中加750kg无碱玻纤(长度:4mm),继续搅拌1h。最后将分散了玻纤的聚酰亚胺粘液置于管式炉中,于n2气氛下以5℃/min的升温速率加热至400℃,再以2℃/min的升温速率加热至780℃,保温2h,得到表面碳化的玻纤。
[0094]
步骤(2)、将聚苯硫醚及石墨在120℃下干燥4h。
[0095]
步骤(3)、按以下质量百分比组成进行配比:聚苯硫醚(nhu-pps3490)40%、石墨(500目)40%、步骤(1)得到的表面碳化玻纤20%,然后按照与实施例1相同步骤挤出造粒。
[0096]
步骤(4)、制样进行性能测试,测试结果见下表2。
[0097]
实施例9
[0098]
步骤(1)、对苯二胺(pda,8.9kg)溶于300l n,n
′-
二甲基乙酰胺中,然后加入联苯四甲酸二酐(bpda,24.4kg),在冰水冷却下机械搅拌4h。混合粘液中加750kg无碱玻纤,继续搅拌1h。最后将分散了玻纤的聚酰亚胺粘液置于管式炉中,于n2气氛下以5℃/min的升温速率加热至400℃,再以2℃/min的升温速率加热至780℃,保温2h,得到不含石墨烯的表面包覆聚酰亚胺碳层的碳化玻纤。
[0099]
步骤(2)、将聚苯硫醚及石墨在120℃下干燥4h。
[0100]
步骤(3)、按以下质量百分比组成进行配比:聚苯硫醚40%、石墨40%、步骤(1)得到的不含石墨烯的表面碳化玻纤20%,将聚苯硫醚与石墨搅拌均匀,然后加入到双螺杆挤出机的主喂料料斗中,玻纤加入到侧喂料料斗中,设定双螺杆挤出机从料斗到模头的各段温度分别为:285℃、320℃、340℃、340℃、325℃、315℃、325℃,主机的螺杆转速为350rpm,侧喂料转速为250rpm,将物料共混熔融挤出切粒。
[0101]
步骤(4)、制样进行性能测试,测试结果见下表2。
[0102]
实施例10
[0103]
步骤(1)、双酚a型二醚二酐(bpada,5.2kg)溶于100l n,n
′-
二甲基乙酰胺中,加入0.4kg石墨烯超声分散10h。对苯二胺(pda,1.2kg)溶于20l n,n
′-
二甲基乙酰胺中,然后逐滴加入到反应液中,在40℃下机械搅拌6h。混合粘液中加150kg无碱玻纤(长度:4mm),继续搅拌1h。最后将分散了玻纤的聚醚酰亚胺粘液置于管式炉中,于n2气氛下以5℃/min的升温速率加热至400℃,再以2℃/min的升温速率加热至780℃,保温2h,得到表面碳化的玻纤。
[0104]
步骤(2)、将聚苯硫醚及石墨在120℃下干燥4h。
[0105]
步骤(3)、按以下质量百分比组成进行配比:聚苯硫醚(nhu-pps3490)40%、石墨(500目)40%、步骤(1)得到的表面碳化玻纤20%,然后按照与实施例1相同步骤挤出造粒。
[0106]
步骤(4)、制样进行性能测试,测试结果见下表2。
[0107]
实施例11
[0108]
步骤(1)、对苯二胺(pda,8.9kg)溶于300l n,n
’-
二甲基乙酰胺中,然后加入联苯四甲酸二酐(bpda,24.4kg),在冰水冷却下机械搅拌4h。混合粘液中加750kg无碱玻纤,继续搅拌1h。最后将分散了玻纤的聚酰亚胺粘液置于管式炉中,于n2气氛下以5℃/min的升温速率加热至400℃,再以2℃/min的升温速率加热至780℃,保温2h,得到不含石墨烯的表面碳
化玻纤。
[0109]
步骤(2)、将聚苯硫醚及石墨在120℃下干燥4h。
[0110]
步骤(3)、按以下质量百分比组成进行配比:聚苯硫醚40%、石墨40%、步骤(1)得到的不含石墨烯的表面碳化玻纤19.95%、石墨烯0.05%,将聚苯硫醚与石墨、石墨烯搅拌均匀,然后加入到双螺杆挤出机(18mm双螺杆挤出机)的主喂料料斗中,玻纤加入到侧喂料料斗中,设定双螺杆挤出机从料斗到模头的各段温度分别为:285℃、320℃、340℃、340℃、325℃、315℃、325℃,主机的螺杆转速为350rpm,侧喂料转速为250rpm,将物料共混熔融挤出切粒。
[0111]
步骤(4)、制样进行性能测试,测试结果见下表2。
[0112]
实施例12
[0113]
步骤(1)、对苯二胺(pda,8.9kg)溶于300l n,n
’-
二甲基乙酰胺中,然后加入联苯四甲酸二酐(bpda,24.4kg),在冰水冷却下机械搅拌4h。混合粘液中加750kg无碱玻纤,继续搅拌1h。最后将分散了玻纤的聚酰亚胺粘液置于管式炉中,于n2气氛下以5℃/min的升温速率加热至400℃,再以2℃/min的升温速率加热至780℃,保温2h,得到不含石墨烯的表面包覆聚酰亚胺碳层的碳化玻纤。
[0114]
步骤(2)、将聚苯硫醚及石墨在120℃下干燥4h。
[0115]
步骤(3)、按以下质量百分比组成进行配比:聚苯硫醚20%、石墨40%、步骤(1)得到的表面碳化玻纤20%、石墨烯20%,将聚苯硫醚与石墨、石墨烯搅拌均匀,然后加入到双螺杆挤出机(50mm双螺杆挤出机)的主喂料料斗中,玻纤加入到侧喂料料斗中,将物料共混熔融挤出切粒。
[0116]
步骤(4)、制样进行性能测试,测试结果见下表2。
[0117]
本对比例中,由于加入的导热填料的含量高达60%,导致加工困难,无法采用常规设备(18mm双螺杆挤出机)进行挤出,因此更换为50mm双螺杆挤出机。
[0118]
对比例1
[0119]
步骤(1)、将聚苯硫醚及石墨在120℃下干燥4h。
[0120]
步骤(2)、按以下质量百分比组成进行配比:聚苯硫醚40%、石墨40%、未经表面处理的无碱玻纤20%(长度:4mm),将聚苯硫醚与石墨搅拌均匀,然后加入到双螺杆挤出机的主喂料料斗中,玻纤加入到侧喂料料斗中,设定双螺杆挤出机从料斗到模头的各段温度分别为:285℃、320℃、340℃、340℃、325℃、315℃、325℃,主机的螺杆转速为350rpm,侧喂料转速为250rpm,将物料共混熔融挤出切粒。
[0121]
步骤(3)、制样进行性能测试,测试结果见下表2。
[0122]
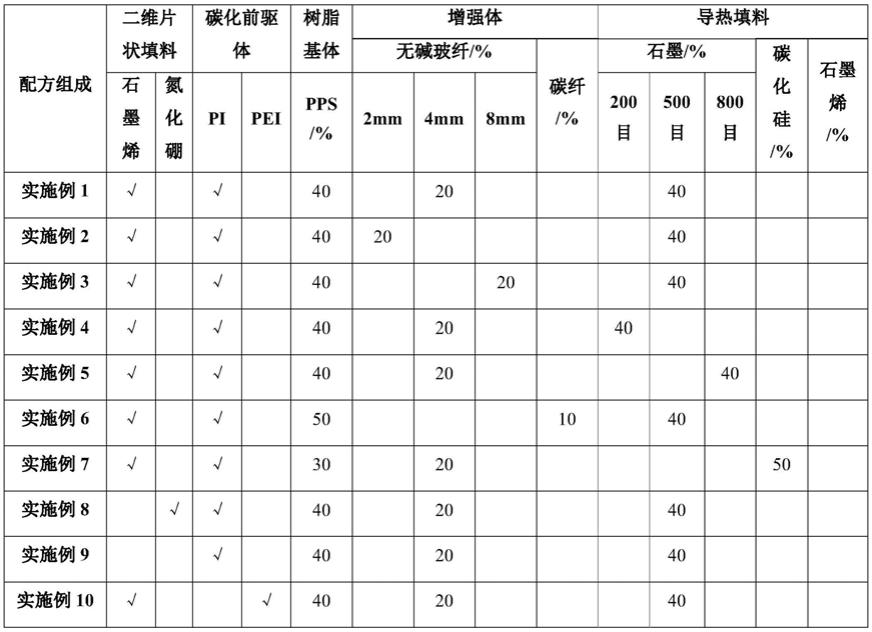
以上各实施例与对比例的配方组成见表1。
[0123]
表2中各性能参数的测试:
[0124]
iso527-1-2012塑料拉伸性能的测定;
[0125]
iso527-2塑料拉伸性能的测定;
[0126]
iso178-2010塑料弯曲性能的测定;
[0127]
iso179-1-2000塑料简支梁冲击性能的测定;
[0128]
iso180-2000塑料伊兆特(izod)冲击强度的测定;
[0129]
热线法,gb/t 10297-2015非金属固体材料导热系数的测定。
[0130]
表1
[0131][0132][0133]
表2
[0134][0135]
观察表2中数据,可知,通过在增强体表面进行碳化处理可以提高pps复合材料的导热性能;而通过在碳化层中添加少量二维片状填料又可以进一步地显著提高导热性能;但若将该增加的二维片状填料直接以共混的形式加入原料中,对于导热性能的提高基本可以忽略;而如果想要达到与本发明中的技术方案相当的导热性能,需要在现有技术的基础上加入高达60%的导热填料,但同时会导致加工困难,采用常规的挤出设备无法挤出;即使更换挤出设备实现顺利挤出,但制备的pps复合材料的力学性能也出现了显著下降。
[0136]
对比实施例1与实施例7、8与10,可知,以石墨烯为二维片状填料,以聚酰亚胺pi为碳化前驱体,以石墨为导热填料,三者复合组成的体系,最终制备的pps复合材料具有更佳的导热性能。
[0137]
进一步对比实施例1~3,可知,增强体的长度为4mm时,制备的pps复合材料的力学性能与导热性能更佳;对比实施例1、4~5,可知,石墨的目数为500目时,制备的pps复合材料的力学性能与导热性能更佳;对比实施例1与实施例6,可知,当增强体选自碳纤维时,在10%的添加量下即可获得与实施例1相当的力学性能,但导热性能更佳。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1