一种耐高温的环保PVC亚纹装饰膜制备工艺的制作方法
一种耐高温的环保pvc亚纹装饰膜制备工艺
技术领域
1.本发明涉及pvc装饰膜技术领域,具体为一种耐高温的环保pvc亚纹装饰膜制备工艺。
背景技术:
2.聚氯乙烯,英文简称pvc,是氯乙烯单体在过氧化物、偶氮化合物等引发剂或在光、热作用下按自由基聚合反应机理聚合而成的聚合物。氯乙烯均聚物和氯乙烯共聚物统称之为氯乙烯树脂。pvc为无定形结构的白色粉末,支化度较小,玻璃化温度77~90℃,170℃左右开始分解,对光和热的稳定性差,在100℃以上或经长时间阳光曝晒,就会分解而产生氯化氢,并进一步自动催化分解,引起变色,物理机械性能也迅速下降,在实际应用中必须加入稳定剂以提高对热和光的稳定性。工业生产的pvc分子量一般在5万~11万范围内,具有较大的多分散性,分子量随聚合温度的降低而增加,无固定熔点,80~85℃开始软化,130℃变为粘弹态,160~180℃开始转变为粘流态;有较好的机械性能,抗张强度60mpa左右,冲击强度5~10kj/m2;有优异的介电性能。pvc的应用非常广泛。在建筑材料、工业制品、日用品、地板革、地板砖、人造革、管材、电线电缆、包装膜、瓶、发泡材料、密封材料、纤维等方面均有广泛应用。
3.pvc装饰膜作为pvc制备已经得到十分广泛的应用,因其具有施工方便、封闭性好、防污染性好等优点,在新型表面装饰材料市场占据了稳定的地位,但在某些高温环境试用时,其不具有良好的耐热性能,且由于传统增塑剂的使用使得其环保性较低,使它的适用范围受到局限性。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种耐高温的环保pvc亚纹装饰膜制备工艺,用于解决在某些高温环境试用时,pvc装饰膜不具有良好的耐热性能,且由于传统增塑剂的使用使得其环保性较低,使它的适用范围受到局限性的问题。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:一种耐高温的环保pvc亚纹装饰膜制备工艺,包括如下重量份原料:pvc树脂粉50
‑
70份、聚氨酯弹性体10
‑
20份、耐高温助剂5
‑
10份、增塑剂3
‑
5份、玻璃纤维5
‑
10份、稳定剂1
‑
3份、色粉1
‑
2份、润滑剂1
‑
2份、抗菌剂1
‑
2份;
8.该耐高温的环保pvc亚纹装饰膜由如下步骤制成:
9.步骤s1:将pvc树脂粉、聚氨酯弹性体、增塑剂、玻璃纤维依次加入搅拌反应器,在温度150
‑
160℃,转速600
‑
800r/min条件下搅拌30
‑
50min,得到混合物料1;
10.步骤s2:将耐高温助剂、稳定剂、色粉、润滑剂、抗菌剂依次加入步骤s1得到的混合物料1,在温度90
‑
100℃,转速800
‑
1000r/min条件下继续搅拌30
‑
40min,得到混合物料2;
11.步骤s3:将步骤s2得到的混合物料2加入压滤机,过100
‑
150目滤网除杂,过滤结束后得到混合物料3;
12.步骤s4:将步骤s3得到的混合物料3,送入四辊压延机中,在设置1号辊温度为150
‑
160℃、转速为9
‑
11m/min,2号辊温度为155
‑
165℃、转速为10
‑
12m/min,3号辊温度为170
‑
180℃、转速为12
‑
14m/min,4号辊温度为150
‑
160℃、转速为14
‑
16m/min的条件下进行压延,得到初膜;
13.步骤s5:压延后的初膜经过牵引轮,在速度16
‑
20m/min的条件下进入压花轮,然后进入冷却辊在温度20
‑
30℃,速度10
‑
12m/min条件下进行冷却,切边,卷取后得到一种耐高温的环保pvc亚纹装饰膜。
14.进一步地,所增塑剂为环氧大豆油和环氧花生油按任意比例混合而成,所述稳定剂为有机锡、铅盐、硬脂酸镁、硬脂酸锉、硬脂酸铝、硬脂酸钾中的一种或几种按任意比例混合而得,所述润滑剂为硬脂酸钙。
15.进一步地,所述抗菌剂由如下步骤制成:
16.步骤a1:烧瓶安装冷凝管、温度计、以及分馏柱,然后将二甲磷基乙醇加入烧瓶中,再加入甲基丙烯酸甲酯,继而加入阻聚剂与催化剂,在温度60℃条件下反应5h,得到中间物1;
17.步骤a2:将步骤a2得到的中间物1加入烧瓶中,然后加入阻聚剂与乙腈,在40℃条件下,将溴代十二烷加入烧瓶中,反应15h,室温冷却,倒入乙醚析出沉淀,然后用乙醚洗涤5次,抽滤后加入真空干燥箱在温度60℃下烘干24h,即得到抗菌剂。
18.进一步地,步骤a1所述的二甲磷基乙醇、甲基丙烯酸甲酯、阻聚剂以及催化剂的用量比为1mol:3mol:5mmol:0.05mol,所述阻聚剂为对苯二酚,所述催化剂为钛酸丁四酯。
19.进一步地,步骤a2所述的中间物1、阻聚剂、乙腈、溴代十二烷以及乙醚的用量为1mol:5mmol:50ml:1mol:200ml。
20.(三)有益效果
21.本发明提供了一种耐高温的环保pvc亚纹装饰膜制备工艺。与现有技术相比具备以下有益效果:使用环氧大豆油和环氧花生油为无毒塑料增塑剂,使用其作为增塑剂,具有环保且添加了一种耐高温助剂,使制得的pvc装饰膜具有良好的耐高温性能,且制备添加了一种抗菌剂,为季鏻盐抗菌剂,使用磷原子代替氮原子,其比通常使用的季铵盐抗菌剂抗菌活性更好,只要是因为磷原子半径比氮原子半径大,对于的离子半径也较大,极化作用强,更容易失去电子,使季鏻盐正电性增加,导致季鏻盐更容易与带负电荷的菌体发生静电吸附而杀死细菌,且在该基础上映入长碳链的烷基,增强其疏水性,可以与菌体细胞膜的进行疏水反应更加剧烈,能够更加快速地杀死菌体,对于环境中有害菌的清除,不仅增加了其使用寿命与范围,且进一步对其环保性能加以改进。
具体实施方式
22.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
23.实施例1
24.一种耐高温的环保pvc亚纹装饰膜制备工艺,包括如下重量份原料:pvc树脂粉50份、聚氨酯弹性体10份、耐高温助剂5份、增塑剂3份、玻璃纤维5份、稳定剂1份、色粉1份、润滑剂1份、抗菌剂1份;
25.该耐高温的环保pvc亚纹装饰膜由如下步骤制成:
26.步骤s1:将pvc树脂粉、聚氨酯弹性体、增塑剂、玻璃纤维依次加入搅拌反应器,在温度150℃,转速600r/min条件下搅拌30min,得到混合物料1;
27.步骤s2:将耐高温助剂、稳定剂、色粉、润滑剂、抗菌剂依次加入步骤s1得到的混合物料1,在温度90℃,转速800r/min条件下继续搅拌30min,得到混合物料2;
28.步骤s3:将步骤s2得到的混合物料2加入压滤机,过100目滤网除杂,过滤结束后得到混合物料3;
29.步骤s4:将步骤s3得到的混合物料3,送入四辊压延机中,在设置1号辊温度为150℃、转速为9m/min,2号辊温度为155℃、转速为10m/min,3号辊温度为170℃、转速为12m/min,4号辊温度为150℃、转速为14m/min的条件下进行压延,得到初膜;
30.步骤s5:压延后的初膜经过牵引轮,在速度16m/min的条件下进入压花轮,然后进入冷却辊在温度20℃,速度10m/min条件下进行冷却,切边,卷取后得到一种耐高温的环保pvc亚纹装饰膜。
31.实施例2
32.一种耐高温的环保pvc亚纹装饰膜制备工艺,包括如下重量份原料:pvc树脂粉60份、聚氨酯弹性体15份、耐高温助剂7.5份、增塑剂4份、玻璃纤维7.5份、稳定剂2份、色粉1.5份、润滑剂1.5份、抗菌剂1.5份;
33.该耐高温的环保pvc亚纹装饰膜由如下步骤制成:
34.步骤s1:将pvc树脂粉、聚氨酯弹性体、增塑剂、玻璃纤维依次加入搅拌反应器,在温度155℃,转速700r/min条件下搅拌40min,得到混合物料1;
35.步骤s2:将耐高温助剂、稳定剂、色粉、润滑剂、抗菌剂依次加入步骤s1得到的混合物料1,在温度95℃,转速900r/min条件下继续搅拌35min,得到混合物料2;
36.步骤s3:将步骤s2得到的混合物料2加入压滤机,过130目滤网除杂,过滤结束后得到混合物料3;
37.步骤s4:将步骤s3得到的混合物料3,送入四辊压延机中,在设置1号辊温度为155℃、转速为10m/min,2号辊温度为160℃、转速为11m/min,3号辊温度为175℃、转速为13m/min,4号辊温度为155℃、转速为15m/min的条件下进行压延,得到初膜;
38.步骤s5:压延后的初膜经过牵引轮,在速度18m/min的条件下进入压花轮,然后进入冷却辊在温度25℃,速度11m/min条件下进行冷却,切边,卷取后得到一种耐高温的环保pvc亚纹装饰膜。
39.实施例3
40.一种耐高温的环保pvc亚纹装饰膜制备工艺,包括如下重量份原料:pvc树脂粉70份、聚氨酯弹性体20份、耐高温助剂10份、增塑剂5份、玻璃纤维10份、稳定剂3份、色粉2份、润滑剂2份、抗菌剂2份;
41.该耐高温的环保pvc亚纹装饰膜由如下步骤制成:
42.步骤s1:将pvc树脂粉、聚氨酯弹性体、增塑剂、玻璃纤维依次加入搅拌反应器,在温度160℃,转速800r/min条件下搅拌50min,得到混合物料1;
43.步骤s2:将耐高温助剂、稳定剂、色粉、润滑剂、抗菌剂依次加入步骤s1得到的混合物料1,在温度100℃,转速1000r/min条件下继续搅拌40min,得到混合物料2;
44.步骤s3:将步骤s2得到的混合物料2加入压滤机,过150目滤网除杂,过滤结束后得到混合物料3;
45.步骤s4:将步骤s3得到的混合物料3,送入四辊压延机中,在设置1号辊温度为160℃、转速为11m/min,2号辊温度为165℃、转速为12m/min,3号辊温度为180℃、转速为14m/min,4号辊温度为160℃、转速为16m/min的条件下进行压延,得到初膜;
46.步骤s5:压延后的初膜经过牵引轮,在速度20m/min的条件下进入压花轮,然后进入冷却辊在温度30℃,速度12m/min条件下进行冷却,切边,卷取后得到一种耐高温的环保pvc亚纹装饰膜。
47.对比例1
48.一种耐高温的环保pvc亚纹装饰膜制备工艺,包括如下重量份原料:pvc树脂粉60份、耐高温助剂7.5份、增塑剂4份、玻璃纤维7.5份、稳定剂2份、色粉1.5份、润滑剂1.5份、抗菌剂1.5份;
49.该耐高温的环保pvc亚纹装饰膜由如下步骤制成:
50.步骤s1:将pvc树脂粉、增塑剂、玻璃纤维依次加入搅拌反应器,在温度155℃,转速700r/min条件下搅拌40min,得到混合物料1;
51.步骤s2:将耐高温助剂、稳定剂、色粉、润滑剂、抗菌剂依次加入步骤s1得到的混合物料1,在温度95℃,转速900r/min条件下继续搅拌35min,得到混合物料2;
52.步骤s3:将步骤s2得到的混合物料2加入压滤机,过130目滤网除杂,过滤结束后得到混合物料3;
53.步骤s4:将步骤s3得到的混合物料3,送入四辊压延机中,在设置1号辊温度为155℃、转速为10m/min,2号辊温度为160℃、转速为11m/min,3号辊温度为175℃、转速为13m/min,4号辊温度为155℃、转速为15m/min的条件下进行压延,得到初膜;
54.步骤s5:压延后的初膜经过牵引轮,在速度18m/min的条件下进入压花轮,然后进入冷却辊在温度25℃,速度11m/min条件下进行冷却,切边,卷取后得到一种耐高温的环保pvc亚纹装饰膜。
55.对比例2
56.一种环保pvc亚纹装饰膜制备工艺,包括如下重量份原料:pvc树脂粉50
‑
70份、增塑剂3
‑
5份、玻璃纤维5
‑
10份、稳定剂1
‑
3份、色粉1
‑
2份、润滑剂1
‑
2份、抗菌剂1
‑
2份;
57.该耐高温的环保pvc亚纹装饰膜由如下步骤制成:
58.步骤s1:将pvc树脂粉、增塑剂、玻璃纤维依次加入搅拌反应器,在温度155℃,转速700r/min条件下搅拌40min,得到混合物料1;
59.步骤s2:将稳定剂、色粉、润滑剂、抗菌剂依次加入步骤s1得到的混合物料1,在温度95℃,转速900r/min条件下继续搅拌35min,得到混合物料2;
60.步骤s3:将步骤s2得到的混合物料2加入压滤机,过130目滤网除杂,过滤结束后得到混合物料3;
61.步骤s4:将步骤s3得到的混合物料3,送入四辊压延机中,在设置1号辊温度为155℃、转速为10m/min,2号辊温度为160℃、转速为11m/min,3号辊温度为175℃、转速为13m/min,4号辊温度为155℃、转速为15m/min的条件下进行压延,得到初膜;
62.步骤s5:压延后的初膜经过牵引轮,在速度18m/min的条件下进入压花轮,然后进入冷却辊在温度25℃,速度11m/min条件下进行冷却,切边,卷取后得到一种耐高温的环保pvc亚纹装饰膜。
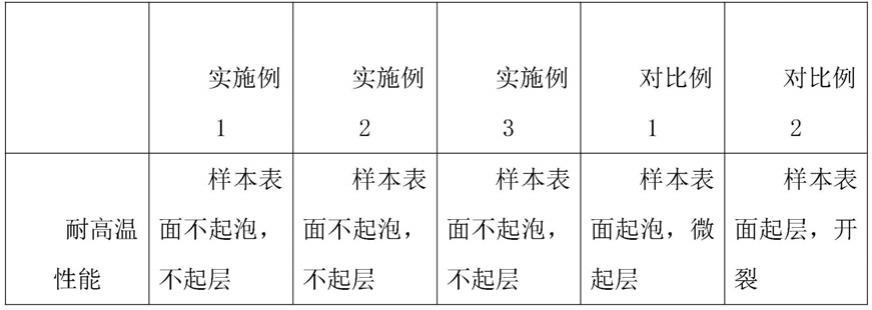
63.对实施例1
‑
3与对比例1、2进行性能测试,步骤如下:
64.选择实施例1
‑
3与对比例1、2的样品各三个,裁剪成100mm
×
100mm
×
5mm的样品片,然后将实施例1
‑
3与对比例1、2的样品置于高温测试装置中,温度设为300℃,检测15min,结果如下表所示;
[0065][0066]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0067]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1