一种轻质航空用阻燃捆扎带及制备工艺的制作方法
1.本发明涉及航空用品技术领域,特别涉及一种轻质航空用阻燃捆扎带及制备工艺。
背景技术:
2.飞机等航空飞行器属于高精密高技术领域,其内部控制线缆较多,这些线缆用捆扎带捆绑分类。目前国内常见的捆扎带多为钢质捆扎带及塑质(如尼龙、聚丙烯、聚酯等)捆扎带。
3.钢质捆扎带虽具有较高的抗张强度,但耐腐蚀性差以及阻燃性;尼龙捆扎带具有高持续张力,但伸长率和回复率比聚酯或聚丙烯大,尺寸稳定性差;聚丙烯捆扎带一般用于较轻型载荷的捆扎、打捆和封口纸箱,抗张强度相对较低,且不阻燃;聚酯(pet)在塑质捆扎带中具有最高的强度和最高的持续张力,pet 含有酯键,具有较高的吸水性(吸水率为0.6%),但也不具有阻燃性。
4.但是在航空器中,较高的阻燃性能、抗拉强度以及轻质等特性是航空用材料的重要指标。
技术实现要素:
5.针对现有技术存在以上缺陷,本发明提供一种轻质航空用阻燃捆扎带及制备工艺如下:
6.本发明的技术方案是这样实现的:
7.一种轻质航空用阻燃捆扎带,包括以下组分及质量份数:
8.peek:90
‑
100份;
9.pei:1
‑
5份;
10.pes:1
‑
5份。
11.优选地,所述组分及质量份数还包括:
12.抗氧剂:0.5份;
13.增塑剂:0.5份;
14.稳定剂:0.5份;
15.凯夫拉纤维:1份。
16.优选地,所述捆扎带组分及质量份数为:
17.peek:95份;pei:2.5份;pes:2.5份;抗氧剂:0.5份;增塑剂:0.5 份;稳定剂:0.5份;凯夫拉纤维:1份。
18.本发明还公开了一种捆扎带的制备工艺,包括以下步骤:
19.(1)捆扎带配方料的准备,将90
‑
100份的peek、1
‑
5份的pei在干燥器中进行干燥;
20.(2)将干燥后的配料放入高速混合机,然后将1
‑
5份的pes放入高速混合机与peek、pei充分混合;
21.(3)注塑成型,经过成分混合后的配方料送入注塑机进行注塑成型。
22.优选地,所述步骤(2)中还加入表面处理剂:1份;多烯基辐照敏化剂:2 份;抗氧剂:0.5份;增塑剂:0.5份;稳定剂:0.5份;凯夫拉纤维:100份,共同充分搅拌混合。
23.优选地,所述步骤(3)注塑成型采用一次注胶成型,不采用二次补胶成型。
24.优选地,所述注塑成型过程中,配方料在注塑模具中进行,注塑完成后,注塑模具保温150
‑
180℃。
25.与现有技术相比,本发明有以下有益效果:
26.本发明的轻质航空用阻燃捆扎带,采用peek(聚醚醚酮)为主材,pei(聚醚酰亚胺)以及pes(聚醚砜树脂)为辅材,根据peek具有耐高温、耐化学药品腐蚀,熔点343℃,软化点168℃,拉伸强度132~148mpa等特性,制作成可用耐高温、强拉力结构材料的轻质捆扎带,该轻质捆扎带应用于航空器线缆的捆绑,耐高温性能极强,可在一定程度上降低线缆短路起火的风险,另外peek 制成的捆扎带不仅抗强拉度高,而且质量也较轻,可以小程度上降低航空器的总质量。
附图说明
27.图1为本发明捆扎带的结构示意图;
28.图2为本发明捆扎带的内部结构示意图。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明进行清楚、完整地描述。
30.如图1至2所示,一种轻质航空用阻燃捆扎带,包括以下组分及质量份数:
31.peek:90
‑
100份;
32.pei:1
‑
5份;
33.pes:1
‑
5份。
34.优选地,所述组分及质量份数还包括:
35.抗氧剂:0.5份;
36.增塑剂:0.5份;
37.稳定剂:0.5份;
38.凯夫拉纤维:10份。
39.实施例一,所述捆扎带组分及质量份数为:
40.peek:95份;pei:2.5份;pes:2.5份;抗氧剂:0.5份;增塑剂:0.5 份;稳定剂:0.5份;凯夫拉纤维:1份。
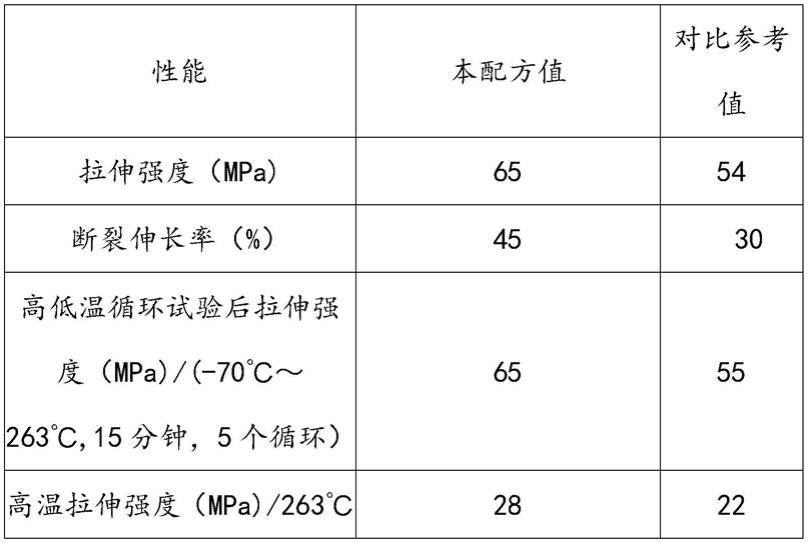
41.实施例一制备的捆扎带其各种性能指标如下表;
[0042][0043]
如上表可知本实施例的捆扎带具有以下优点:
[0044]
a.在保持(甚至超过)常规性能的基础上,每只捆扎带减重0.04g,每只飞机减重400g(每架飞机按10000只用量算);
[0045]
b.强度更高,耐高低温环境性能更优异;
[0046]
c.柔韧性更好,不容易折断;
[0047]
5)成型工艺创新点
[0048]
a.注塑工艺采用一次注胶成型,不永用二次补充注胶,降低捆扎带注胶点补胶处容易断裂、脆断风险;
[0049]
b.产品脱模时采用一个顶出点顶出,减少在捆扎带条身上采用多个顶出点的工艺,条身更光滑,捆扎时,更容易操作。
[0050]
本发明还公开了一种捆扎带的制备工艺,包括以下步骤:
[0051]
(1)捆扎带配方料的准备,将90
‑
100份的peek、1
‑
5份的pei在干燥器中进行干燥;
[0052]
(2)将干燥后的配料放入高速混合机,然后将1
‑
5份的pes放入高速混合机与peek、pei充分混合;
[0053]
(3)注塑成型,经过成分混合后的配方料送入注塑机进行注塑成型。
[0054]
优选地,所述步骤(2)中还加入抗氧剂:0.5份;增塑剂:0.5份;稳定剂:0.5份;凯夫拉纤维:1份,共同充分搅拌混合。
[0055]
所述步骤(3)注塑成型采用一次注胶成型。
[0056]
所述注塑成型过程中,配方料在注塑模具中进行,注塑完成后,注塑模具保温150
‑
180℃。
[0057]
本发明所述的捆扎带如图1、图2所示,所述捆扎带包括长条形带体1,所述长条形带体1一端设置有带扣2,所述长条形带体上设有多级台齿3,所述多级台齿3与带扣2配合可使捆扎带单向拉紧。
[0058]
本发明的轻质航空用阻燃捆扎带,采用peek(聚醚醚酮)为主材,pei(聚醚酰亚胺)
以及pes(聚醚砜树脂)为辅材,根据peek具有耐高温、耐化学药品腐蚀,熔点343℃,软化点168℃,拉伸强度132~148mpa等特性,制作成可用耐高温、强拉力结构材料的轻质捆扎带,该轻质捆扎带应用于航空器线缆的捆绑,耐高温性能极强,可在一定程度上降低线缆短路起火的风险,另外peek 制成的捆扎带不仅抗强拉度高,而且质量也较轻,可以小程度上降低航空器的总质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1