环保电梯电缆用电缆料及其制备方法与流程
1.本发明涉及电缆料技术领域,特别涉及环保电梯电缆用电缆料及其制备方法。
背景技术:
2.目前环保电梯电缆中经常需要使用到绝缘料、弹性料和护套料,但是目前市场上所销售的绝缘料、弹性料和护套料无法满足en2011/65等欧盟标准。
技术实现要素:
3.本发明所要解决的技术问题在于针对现有电梯电缆使用的绝缘料、弹性料和护套料无法满足欧盟环保要求的问题而提供一种环保电梯电缆用电缆料及其制备方法。
4.本发明所要解决的技术问题可以通过以下技术方案来实现:
5.环保电梯电缆用电缆料,包括配套使用在环保电梯电缆上的绝缘料、弹性料和护套料,其中:
6.所述绝缘料由以下重量份的原料制备而成:
[0007][0008]
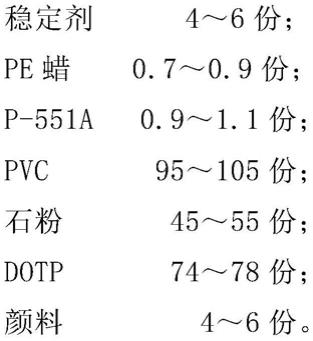
所述护套料由以下重量份的原料制备而成:
[0009][0010][0011]
所述弹性料由以下重量份的原料制备而成:
[0012][0013]
在本发明的一个优选实施例中,所述绝缘料还包括阻燃剂2~3份;所述护套料还包括阻燃剂4~6份;所述弹性料还包括阻燃剂2~3份。
[0014]
在本发明的一个优选实施例中,所述绝缘料中的pvc为pvcsg
‑
3;所述护套料中的pvc为pvcsg
‑
5,所述弹性料由等重量比的pvcus
‑
70和pvcdh
‑
3000 混合而成。
[0015]
上述环保电梯电缆用电缆料的制备方法,包括绝缘料的制备方法、护套料的制备方法和弹性料的制备方法,其中:
[0016]
所述绝缘料的制备方法包括原料进货检验步骤、配小颗步骤、捏合步骤、造粒步骤、筛选步骤、成品检验步骤和包装步骤,其中所述原料进货检验步骤是对各原料进行检验;所述配小颗步骤是将配方中的稳定剂、pe蜡和p
‑
551a 按配方要求混合在一起;所述捏合步骤是将配小颗步骤混合好的原料与配方量的pvc、石粉、dotp、高岭土、颜料、阻燃剂按照顺序加入搅拌器中,加热到100℃并搅拌均匀;所述造粒步骤是将所述捏合步骤搅拌好的物料加入挤塑机中,经塑化熔融挤出被旋转切刀切成颗粒状,其中所述挤塑机的一区温度为150
±
5℃,二区温度为155
±
5℃,三区温度为165
±
5℃,四区温度为165
ꢀ±
5℃,五区温度为165
±
5℃,六区温度为160
±
5℃,七区温度为155
±
5℃,模头温度为145
±
5℃;所述筛选步骤是将造粒步骤生产好的颗粒经震动筛筛选出形状不合格的颗粒;所述成品检验步骤是对所述筛选步骤筛选出的合格颗粒进行检验;所述包装步骤是对所述检验步骤筛检验合格后的颗粒进行包装;
[0017]
所述护套料的制备方法包括原料进货检验步骤、配小颗步骤、捏合步骤、造粒步骤、筛选步骤、成品检验步骤和包装步骤,其中所述原料进货检验步骤是对各原料进行检验;所述配小颗步骤是将配方中的稳定剂、pe蜡和p
‑
551a 按配方要求混合在一起;所述捏合步骤是将配小颗步骤混合好的原料与配方量的pvc、石粉、dotp、颜料、阻燃剂按照顺序加入搅拌器中,加热到100℃并搅拌均匀;所述造粒步骤是将所述捏合步骤搅拌好的物料加入挤塑机中,经塑化熔融挤出被旋转切刀切成颗粒状,其中所述挤塑机的一区温度为145
ꢀ±
5℃,二区温度为155
±
5℃,三区温度为160
±
5℃,四区温度为160
±
5℃,五区温度为160
±
5℃,六区温度为150
±
5℃,七区温度为145
±
5℃,模头温度为135
±
5℃;所述筛选步骤是将造粒步骤生产好的颗粒经震动筛筛选出形状不合格的颗粒;所述成品检验步骤是对所述筛选步骤筛选出的合格颗粒进行检验;所述包装步骤是对所述检验步骤筛检验合格后的颗粒进行包装;
[0018]
所述弹性料的制备方法包括原料进货检验步骤、配小颗步骤、捏合步骤、造粒步骤、筛选步骤、成品检验步骤和包装步骤,其中所述原料进货检验步骤是对各原料进行检
验;所述配小颗步骤是将配方中的稳定剂、pe蜡和p
‑
551a 按配方要求混合在一起;所述捏合步骤是将配小颗步骤混合好的原料与配方量的pvc、石粉、dotp、颜料、阻燃剂按照顺序加入搅拌器中,加热到105℃并搅拌均匀;所述造粒步骤是将所述捏合步骤搅拌好的物料加入挤塑机中,经塑化熔融挤出被旋转切刀切成颗粒状,其中所述挤塑机的一区温度为155
ꢀ±
5℃,二区温度为160
±
5℃,三区温度为165
±
5℃,四区温度为165
±
5℃,五区温度为165
±
5℃,六区温度为160
±
5℃,七区温度为155
±
5℃,模头温度为150
±
5℃;所述筛选步骤是将造粒步骤生产好的颗粒经震动筛筛选出形状不合格的颗粒;所述成品检验步骤是对所述筛选步骤筛选出的合格颗粒进行检验;所述包装步骤是对所述检验步骤筛检验合格后的颗粒进行包装。
[0019]
在本发明的一个优选实施例中,所述绝缘料的制备方法中的造粒步骤切成的颗粒状为方形颗粒状或圆柱形颗粒状;所述护套料的制备方法中的造粒步骤切成的颗粒状为方形颗粒状或圆柱形颗粒状;所述弹性料的制备方法中的造粒步骤切成的颗粒状为方形颗粒状或圆柱形颗粒状。
[0020]
在本发明的一个优选实施例中,所述方形颗粒状的尺寸为4mm
×
3mm
×ꢀ
3mm。
[0021]
由于采用了如上的技术方案,本发明满足en2011/65等欧盟标准,其绝缘料、弹性料和护套料中有害物质浓度不超过下表中的限值:
[0022]
物质限值(质量浓度)pb铅0.1%(1000ppm)cd镉0.01%(100ppm)hg汞0.1%(1000ppm)cr(vi)六价铬0.1%(1000ppm)pbb多溴联笨0.1%(1000ppm)pbde多溴二苯醚0.1%(1000ppm)dehp0.1%(1000ppm)bbp0.1%(1000ppm)dbp0.1%(1000ppm)dibp0.1%(1000ppm)
具体实施方式
[0023]
以下具体实施例来进一步描述本发明。
[0024]
实施例1
[0025]
该实施例的环保电梯电缆用电缆料,包括配套使用在环保电梯电缆上的绝缘料、弹性料和护套料,其中:
[0026]
所述绝缘料由以下重量份的原料制备而成:
[0027]
[0028][0029]
该绝缘料的制备方法,包括原料进货检验步骤、配小颗步骤、捏合步骤、造粒步骤、筛选步骤、成品检验步骤和包装步骤,其中:
[0030]
原料进货检验步骤是对各原料进行检验;
[0031]
配小颗步骤是将配方中的稳定剂、pe蜡和p
‑
551a按配方要求混合在一起;
[0032]
捏合步骤是将配小颗步骤混合好的原料与配方量的pvcsg
‑
5、石粉、dotp、高岭土、颜料、阻燃剂按照顺序加入搅拌器中,加热到100℃并搅拌均匀;
[0033]
造粒步骤是将所述捏合步骤搅拌好的物料加入挤塑机中,经塑化熔融挤出被旋转切刀切成颗粒状,其中挤塑机的一区温度为150
±
5℃,二区温度为 155
±
5℃,三区温度为165
±
5℃,四区温度为165
±
5℃,五区温度为165
±
5 ℃,六区温度为160
±
5℃,七区温度为155
±
5℃,模头温度为145
±
5℃;
[0034]
筛选步骤是将造粒步骤生产好的颗粒经震动筛筛选出形状不合格的颗粒;
[0035]
成品检验步骤是对所述筛选步骤筛选出的合格颗粒进行检验;
[0036]
包装步骤是对所述检验步骤筛检验合格后的颗粒进行包装。
[0037]
造粒步骤切成的颗粒状为方形颗粒状或圆柱形颗粒状;方形颗粒状的尺寸为4mm
×
3mm
×
3mm。
[0038]
护套料由以下重量份的原料制备而成:
[0039][0040][0041]
该护套料的制备方法包括原料进货检验步骤、配小颗步骤、捏合步骤、造粒步骤、筛选步骤、成品检验步骤和包装步骤,其中:
[0042]
原料进货检验步骤是对各原料进行检验;
[0043]
配小颗步骤是将配方中的稳定剂、pe蜡和p
‑
551a按配方要求混合在一起;
[0044]
捏合步骤是将配小颗步骤混合好的原料与配方量的pvcsg
‑
5、石粉、dotp、颜料、阻燃剂按照顺序加入搅拌器中,加热到100℃并搅拌均匀;
[0045]
造粒步骤是将所述捏合步骤搅拌好的物料加入挤塑机中,经塑化熔融挤出被旋转切刀切成颗粒状,其中挤塑机的一区温度为145
±
5℃,二区温度为 155
±
5℃,三区温度为160
±
5℃,四区温度为160
±
5℃,五区温度为160
±
5 ℃,六区温度为150
±
5℃,七区温度为145
±
5℃,模头温度为135
±
5℃;
[0046]
筛选步骤是将造粒步骤生产好的颗粒经震动筛筛选出形状不合格的颗粒;
[0047]
成品检验步骤是对所述筛选步骤筛选出的合格颗粒进行检验;
[0048]
包装步骤是对所述检验步骤筛检验合格后的颗粒进行包装;
[0049]
造粒步骤切成的颗粒状为方形颗粒状或圆柱形颗粒状;方形颗粒状的尺寸为4mm
×
3mm
×
3mm。
[0050]
弹性料由以下重量份的原料制备而成:
[0051][0052][0053]
该弹性料的制备方法包括原料进货检验步骤、配小颗步骤、捏合步骤、造粒步骤、筛选步骤、成品检验步骤和包装步骤,其中:
[0054]
原料进货检验步骤是对各原料进行检验;
[0055]
配小颗步骤是将配方中的稳定剂、pe蜡和p
‑
551a按配方要求混合在一起;
[0056]
捏合步骤是将配小颗步骤混合好的原料与配方量的pvcus
‑
70、 pvcdh
‑
3000石粉、dotp、颜料、阻燃剂按照顺序加入搅拌器中,加热到105 ℃并搅拌均匀;
[0057]
造粒步骤是将所述捏合步骤搅拌好的物料加入挤塑机中,经塑化熔融挤出被旋转切刀切成颗粒状,其中挤塑机的一区温度为155
±
5℃,二区温度为 160
±
5℃,三区温度为165
±
5℃,四区温度为165
±
5℃,五区温度为165
±
5 ℃,六区温度为160
±
5℃,七区温度为155
±
5℃,模头温度为150
±
5℃;
[0058]
筛选步骤是将造粒步骤生产好的颗粒经震动筛筛选出形状不合格的颗粒;
[0059]
成品检验步骤是对所述筛选步骤筛选出的合格颗粒进行检验;
[0060]
包装步骤是对所述检验步骤筛检验合格后的颗粒进行包装。
[0061]
造粒步骤切成的颗粒状为方形颗粒状或圆柱形颗粒状;方形颗粒状的尺寸为4mm
×
3mm
×
3mm。
[0062]
实施例2
[0063]
该实施例的环保电梯电缆用电缆料,包括配套使用在环保电梯电缆上的绝缘料、弹性料和护套料,其中:
[0064]
所述绝缘料由以下重量份的原料制备而成:
[0065][0066][0067]
该绝缘料的制备方法,包括原料进货检验步骤、配小颗步骤、捏合步骤、造粒步骤、筛选步骤、成品检验步骤和包装步骤,其中:
[0068]
原料进货检验步骤是对各原料进行检验;
[0069]
配小颗步骤是将配方中的稳定剂、pe蜡和p
‑
551a按配方要求混合在一起;
[0070]
捏合步骤是将配小颗步骤混合好的原料与配方量的pvcsg
‑
5、石粉、dotp、高岭土、颜料、阻燃剂按照顺序加入搅拌器中,加热到100℃并搅拌均匀;
[0071]
造粒步骤是将所述捏合步骤搅拌好的物料加入挤塑机中,经塑化熔融挤出被旋转切刀切成颗粒状,其中挤塑机的一区温度为150
±
5℃,二区温度为 155
±
5℃,三区温度为165
±
5℃,四区温度为165
±
5℃,五区温度为165
±
5 ℃,六区温度为160
±
5℃,七区温度为155
±
5℃,模头温度为145
±
5℃;
[0072]
筛选步骤是将造粒步骤生产好的颗粒经震动筛筛选出形状不合格的颗粒;
[0073]
成品检验步骤是对所述筛选步骤筛选出的合格颗粒进行检验;
[0074]
包装步骤是对所述检验步骤筛检验合格后的颗粒进行包装。
[0075]
造粒步骤切成的颗粒状为方形颗粒状或圆柱形颗粒状;方形颗粒状的尺寸为4mm
×
3mm
×
3mm。
[0076]
护套料由以下重量份的原料制备而成:
[0077][0078][0079]
该护套料的制备方法包括原料进货检验步骤、配小颗步骤、捏合步骤、造粒步骤、筛选步骤、成品检验步骤和包装步骤,其中:
[0080]
原料进货检验步骤是对各原料进行检验;
[0081]
配小颗步骤是将配方中的稳定剂、pe蜡和p
‑
551a按配方要求混合在一起;
[0082]
捏合步骤是将配小颗步骤混合好的原料与配方量的pvcsg
‑
5、石粉、dotp、颜料、阻燃剂按照顺序加入搅拌器中,加热到100℃并搅拌均匀;
[0083]
造粒步骤是将所述捏合步骤搅拌好的物料加入挤塑机中,经塑化熔融挤出被旋转切刀切成颗粒状,其中挤塑机的一区温度为145
±
5℃,二区温度为 155
±
5℃,三区温度为160
±
5℃,四区温度为160
±
5℃,五区温度为160
±
5 ℃,六区温度为150
±
5℃,七区温度为145
±
5℃,模头温度为135
±
5℃;
[0084]
筛选步骤是将造粒步骤生产好的颗粒经震动筛筛选出形状不合格的颗粒;
[0085]
成品检验步骤是对所述筛选步骤筛选出的合格颗粒进行检验;
[0086]
包装步骤是对所述检验步骤筛检验合格后的颗粒进行包装;
[0087]
造粒步骤切成的颗粒状为方形颗粒状或圆柱形颗粒状;方形颗粒状的尺寸为4mm
×
3mm
×
3mm。
[0088]
弹性料由以下重量份的原料制备而成:
[0089]
[0090]
该弹性料的制备方法包括原料进货检验步骤、配小颗步骤、捏合步骤、造粒步骤、筛选步骤、成品检验步骤和包装步骤,其中:
[0091]
原料进货检验步骤是对各原料进行检验;
[0092]
配小颗步骤是将配方中的稳定剂、pe蜡和p
‑
551a按配方要求混合在一起;
[0093]
捏合步骤是将配小颗步骤混合好的原料与配方量的pvcus
‑
70、pvcdh
‑
3000石粉、dotp、颜料、阻燃剂按照顺序加入搅拌器中,加热到105 ℃并搅拌均匀;
[0094]
造粒步骤是将所述捏合步骤搅拌好的物料加入挤塑机中,经塑化熔融挤出被旋转切刀切成颗粒状,其中挤塑机的一区温度为155
±
5℃,二区温度为 160
±
5℃,三区温度为165
±
5℃,四区温度为165
±
5℃,五区温度为165
±
5 ℃,六区温度为160
±
5℃,七区温度为155
±
5℃,模头温度为150
±
5℃;
[0095]
筛选步骤是将造粒步骤生产好的颗粒经震动筛筛选出形状不合格的颗粒;
[0096]
成品检验步骤是对所述筛选步骤筛选出的合格颗粒进行检验;
[0097]
包装步骤是对所述检验步骤筛检验合格后的颗粒进行包装。
[0098]
造粒步骤切成的颗粒状为方形颗粒状或圆柱形颗粒状;方形颗粒状的尺寸为4mm
×
3mm
×
3mm。
[0099]
实施例3
[0100]
该实施例的环保电梯电缆用电缆料,包括配套使用在环保电梯电缆上的绝缘料、弹性料和护套料,其中:
[0101]
所述绝缘料由以下重量份的原料制备而成:
[0102][0103][0104]
该绝缘料的制备方法,包括原料进货检验步骤、配小颗步骤、捏合步骤、造粒步骤、筛选步骤、成品检验步骤和包装步骤,其中:
[0105]
原料进货检验步骤是对各原料进行检验;
[0106]
配小颗步骤是将配方中的稳定剂、pe蜡和p
‑
551a按配方要求混合在一起;
[0107]
捏合步骤是将配小颗步骤混合好的原料与配方量的pvcsg
‑
5、石粉、dotp、高岭土、颜料、阻燃剂按照顺序加入搅拌器中,加热到100℃并搅拌均匀;
[0108]
造粒步骤是将所述捏合步骤搅拌好的物料加入挤塑机中,经塑化熔融挤出被旋转切刀切成颗粒状,其中挤塑机的一区温度为150
±
5℃,二区温度为 155
±
5℃,三区温度为
165
±
5℃,四区温度为165
±
5℃,五区温度为165
±
5 ℃,六区温度为160
±
5℃,七区温度为155
±
5℃,模头温度为145
±
5℃;
[0109]
筛选步骤是将造粒步骤生产好的颗粒经震动筛筛选出形状不合格的颗粒;
[0110]
成品检验步骤是对所述筛选步骤筛选出的合格颗粒进行检验;
[0111]
包装步骤是对所述检验步骤筛检验合格后的颗粒进行包装。
[0112]
造粒步骤切成的颗粒状为方形颗粒状或圆柱形颗粒状;方形颗粒状的尺寸为4mm
×
3mm
×
3mm。
[0113]
护套料由以下重量份的原料制备而成:
[0114][0115]
该护套料的制备方法包括原料进货检验步骤、配小颗步骤、捏合步骤、造粒步骤、筛选步骤、成品检验步骤和包装步骤,其中:
[0116]
原料进货检验步骤是对各原料进行检验;
[0117]
配小颗步骤是将配方中的稳定剂、pe蜡和p
‑
551a按配方要求混合在一起;
[0118]
捏合步骤是将配小颗步骤混合好的原料与配方量的pvcsg
‑
5、石粉、dotp、颜料、阻燃剂按照顺序加入搅拌器中,加热到100℃并搅拌均匀;
[0119]
造粒步骤是将所述捏合步骤搅拌好的物料加入挤塑机中,经塑化熔融挤出被旋转切刀切成颗粒状,其中挤塑机的一区温度为145
±
5℃,二区温度为 155
±
5℃,三区温度为160
±
5℃,四区温度为160
±
5℃,五区温度为160
±
5 ℃,六区温度为150
±
5℃,七区温度为145
±
5℃,模头温度为135
±
5℃;
[0120]
筛选步骤是将造粒步骤生产好的颗粒经震动筛筛选出形状不合格的颗粒;
[0121]
成品检验步骤是对所述筛选步骤筛选出的合格颗粒进行检验;
[0122]
包装步骤是对所述检验步骤筛检验合格后的颗粒进行包装;
[0123]
造粒步骤切成的颗粒状为方形颗粒状或圆柱形颗粒状;方形颗粒状的尺寸为4mm
×
3mm
×
3mm。
[0124]
弹性料由以下重量份的原料制备而成:
[0125][0126]
该弹性料的制备方法包括原料进货检验步骤、配小颗步骤、捏合步骤、造粒步骤、筛选步骤、成品检验步骤和包装步骤,其中:
[0127]
原料进货检验步骤是对各原料进行检验;
[0128]
配小颗步骤是将配方中的稳定剂、pe蜡和p
‑
551a按配方要求混合在一起;
[0129]
捏合步骤是将配小颗步骤混合好的原料与配方量的pvcus
‑
70、 pvcdh
‑
3000石粉、dotp、颜料、阻燃剂按照顺序加入搅拌器中,加热到105 ℃并搅拌均匀;
[0130]
造粒步骤是将所述捏合步骤搅拌好的物料加入挤塑机中,经塑化熔融挤出被旋转切刀切成颗粒状,其中挤塑机的一区温度为155
±
5℃,二区温度为 160
±
5℃,三区温度为165
±
5℃,四区温度为165
±
5℃,五区温度为165
±
5 ℃,六区温度为160
±
5℃,七区温度为155
±
5℃,模头温度为150
±
5℃;
[0131]
筛选步骤是将造粒步骤生产好的颗粒经震动筛筛选出形状不合格的颗粒;
[0132]
成品检验步骤是对所述筛选步骤筛选出的合格颗粒进行检验;
[0133]
包装步骤是对所述检验步骤筛检验合格后的颗粒进行包装。
[0134]
造粒步骤切成的颗粒状为方形颗粒状或圆柱形颗粒状;方形颗粒状的尺寸为4mm
×
3mm
×
3mm。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1