经热处理的非取向(共)聚合物膜及其使用取向载体膜的制备方法与流程
1.本公开涉及经热处理的非取向(共)聚合物膜、相关的可手撕制品(例如,粘合带等),以及用于制备和使用此类膜的方法。
背景技术:
2.聚合物片材和膜以多种构形用于多种目的,包括例如保护性覆盖物和包裹物、防尘布、粘合带中的背衬构件等。
3.尤其是对于在油漆遮蔽中使用的片材和粘合带,要求片材或粘合带易于用手撕开,以便提供所需程度的手适用性和实用性。常见的遮蔽胶带采用纸背衬,该纸背衬尽管已用浸渍剂和粘结剂浸渍以提供防水性和可拉伸性,但仍表现出过度的湿敏性,并且难以用水基涂料加工。此类胶带背衬还表现出水分不稳定性,例如在某些操作诸如湿砂磨中起皱、弯曲和撕裂。其他常见的粘合带背衬基于(共)聚合物膜,该(共)聚合物膜虽然提供良好的强度、拉伸性和防水性,但通常难以用手轻易撕开。基于取向(共)聚合物并且尤其是取向聚烯烃的膜众所周知作为粘合带背衬,但通常需要使用切割刀片或刀具,以便将其制成适合其最终用途的形状。这对于许多应用而言是不可取的或不易于使用的。
4.已知使用快速加热包裹在工具加工的冷却辊上的取向(共)聚合物膜的工艺可在膜中产生开口的穿孔,从而使其易于用手撕开(参见例如美国专利7,037,100(strobel等人))。还已知的是,制备能够在火焰穿孔期间热致弹性恢复的取向前体膜。此类穿孔取向膜具有改性区,该改性区包括围绕中心开口的边缘部分。
技术实现要素:
5.需要流延膜,更具体地讲为非取向流延膜,以及包含此类膜的制品(例如,粘合带),它们是可手撕的并且具有其他所需的机械特性,表现出良好的剥离特性(从而赋予用此类膜制成的粘合带良好的退绕性能),是蒸汽可渗透的,是可适形的等等。迄今为止,人们认为不可能对非取向流延(共)聚合物膜进行火焰穿孔而不会对膜造成不期望的损坏或褶皱。
6.因此,简而言之,本公开描述了一系列经热处理的流延膜,其在各种实施方案中表现出令人惊讶的良好手撕能力和其他机械特性、良好的可加工性、防水性、蒸气渗透性和期望的适形能力。此类经热处理的流延膜尤其可用作例如用于粘合带和片材(更具体地讲,用于医用粘合带和膜)的保护膜和背衬膜。本公开提供了此类膜、用此类膜制成的制品以及用于制备此类膜的方法。
7.因此,在一个方面,本公开的制品包括经热处理的主膜,该主膜包含由一种或多种(共)聚合物组成的流延(共)聚合物组分。经热处理的主膜不能够热致自成形(热致弹性恢复),并且优选地不是分子取向的。经热处理的主膜具有第一主面和第二主面、第一主面上的平台部分,以及第一主面上的一个或多个改性区。每个改性区包括中心部分和围绕该中
心部分并被平台部分围绕的边缘部分。每个边缘部分的平均厚度大于围绕对应改性区的平台部分的平均厚度。每个中心部分的平均厚度小于围绕对应改性区的平台部分的平均厚度或为零。优选地,每个改性区的中心部分的平均厚度为0微米(即,中心部分为穿孔的或开口的)至约1密耳(约25微米)。
8.任选地,经热处理的主膜的第一主面被定位成与取向载体膜接触,该取向载体膜包含选自聚酯、聚苯乙烯、双轴取向聚丙烯或它们的组合物的(共)聚合物。
9.在另外的示例性实施方案中,改性区的基本上所有中心部分均为经热处理的主膜中的穿孔或开口,这有利地使得经热处理的主膜对液体不可渗透并且对蒸气(诸如空气和/或水蒸气)可渗透。
10.在其他示例性实施方案中,改性区的一些中心部分为封闭的,因此不提供膜中的开口。在某些此类实施方案中,大部分(即,按数量计大于50%)的中心部分为开口的,并且少数(即,按数量计小于50%)的中心部分为封闭的,这有利地使得经热处理的主膜对蒸气(诸如空气和/或水蒸气)为半渗透的。
11.由这些经热处理的流延主膜提供的一组独特的特性使它们非常适合于许多应用,在这些应用中它们在用作粘合剂制品的背衬时可提供许多令人惊讶的优点,这种背衬表现出可手撕性,并且可有利地表现出液体不可渗透性和/或蒸气渗透性。
12.在另一方面,本公开的热处理方法包括提供取向载体膜,该取向载体膜具有相对的第一主面和第二主面并且包含分子取向的(共)聚合物,该分子取向的(共)聚合物表现出弛豫温度(t
r
)并且优选地能够热致自成形。取向载体膜的第二主面接触包含流延(共)聚合物组分的主膜前体的第一主面,该流延(共)聚合物组分不是取向的并且不能够热致自成形。图案化表面中的至少一个凹形凹陷被主膜前体和取向载体膜的至少一个改性区覆盖。将覆盖图案化表面中的至少一个凹形凹陷的取向载体膜的至少一个改性区加热至高于t
r
的温度,同时将该取向载体膜的第一主面上的该改性区周围的平台部分和主膜前体的第一主面上的该改性区周围的平台部分保持在低于t
r
的温度,以便引起该取向载体膜和该主膜前体在该至少一个改性区内的尺寸改变,从而形成经热处理的主膜。然后将该取向载体膜的所述至少一个改性区冷却至低于t
r
的温度。
13.每个改性区包括中心部分和围绕该中心部分的边缘部分,并且每个边缘部分被平台部分围绕。每个边缘部分的平均厚度大于围绕每个改性区的平台部分的平均厚度。每个中心部分的平均厚度小于围绕该改性区的平台部分的平均厚度或为零。因此,在多个示例性实施方案中,中心部分优选地可为穿孔的(即,开口的),具有为零的厚度;或者可为非穿孔的(即,封闭的),具有薄的厚度(例如,小于约1.0密耳或约25微米)。
14.在一些示例性实施方案中,取向载体膜有利地与经热处理的主膜分离,例如,通过在不同方向上向取向载体膜和/或经热处理的主膜施加力来使膜分层。
15.在本公开的示例性实施方案中获取各种意料不到的结果和优点。本公开的示例性实施方案的一个此类优点是可制备可手撕、非取向的流延(共)聚合物热处理主膜或片材。另一个此类优点是,本公开的示例性实施方案可具有基本上全部或部分的开口(即,厚度为零)的中心部分,并且因此表现出对液体的选择性渗透性和对蒸气(诸如空气和/或水蒸气)的渗透性。这些和其它意想不到的结果和优点在以下示例性实施方案的范围内。
16.示例性实施方案列表
17.a.一种包括经热处理的主膜的制品,其中:
18.该经热处理的主膜包含流延(共)聚合物组分,该流延(共)聚合物组分包括一种或多种(共)聚合物,其中该经热处理的主膜不能够热致自成形;并且进一步地,其中该经热处理的主膜具有:
19.相对的第一主面和第二主面;
20.第一主面上的平台部分;和
21.第一主面上的一个或多个改性区,每个改性区包括中心部分和围绕该中心部分的边缘部分,并且其中每个边缘部分被平台部分围绕,其中每个边缘部分的平均厚度大于平台部分的平均厚度,进一步地,其中每个中心部分的平均厚度小于围绕每个改性区的平台部分的平均厚度或为零,任选地其中该经热处理的主膜的第一主面被定位成与取向载体膜的主面接触,该取向载体膜包含选自聚酯、聚苯乙烯、双轴取向聚丙烯以及它们的组合物的(共)聚合物。
22.b.根据实施方案a所述的制品,其中该经热处理的主膜不是取向的。
23.c.根据实施方案a或b所述的制品,其中每个边缘部分具有选自圆形、椭圆形或它们的组合的几何形状。
24.d.根据实施方案a至c中任一项所述的制品,其中该任选的取向载体膜包含聚酯(共)聚合物。
25.e.根据实施方案d所述的制品,其中该聚酯(共)聚合物选自聚(对苯二甲酸乙二醇酯)、聚(对苯二甲酸丁二醇酯)、聚(对苯二甲酸丙二醇酯)、聚(萘二甲酸乙二醇酯)、聚(乳酸)以及它们的组合物。
26.f.根据前述实施方案中任一项所述的制品,其中该经热处理的主膜的该平台部分的平均厚度为约0.5至约3密耳(13至75微米)。
27.g.根据前述实施方案中任一项所述的制品,其中该流延(共)聚合物组分包含聚烯烃(共)聚合物。
28.h.根据实施方案g所述的制品,其中该聚烯烃(共)聚合物为乙烯丙烯酸共聚物。
29.i.根据前述实施方案中任一项所述的制品,其中该经热处理的主膜为单层或多层。
30.j.根据前述实施方案中任一项所述的制品,其中该经热处理的主膜是可热密封的。
31.k.根据前述实施方案中任一项所述的制品,其中该改性区以有序阵列或以随机方式布置。
32.l.根据前述实施方案中任一项所述的制品,其中该改性区具有基本上相似的单独构形或变化的单独构形。
33.m.根据前述实施方案中任一项所述的制品,其中该经热处理的主膜具有第一段和第二段,该第一段具有多个改性区的第一阵列,该第二段具有多个改性区的第二阵列,其中该第一阵列在一个或多个特性上不同于该第二阵列。
34.n.根据实施方案m所述的制品,其中该特性选自以下项:(1)相邻改性区之间的平均距离,(2)改性区的形状,(3)改性区的尺寸,以及(4)边缘部分的平均厚度。
35.o.根据实施方案a至n中任一项所述的制品,其中该经热处理的主膜具有第一段和
第二段,该第一段具有多个改性区的阵列,该第二段基本上不含改性区。
36.p.根据前述实施方案中任一项所述的制品,还包括在该经热处理的主膜的第一主面和第二主面中的一者或两者上的粘合剂层。
37.q.根据实施方案p所述的制品,其中该粘合剂层包含压敏粘合剂。
38.r.根据实施方案p或q所述的制品,其中该粘合剂层是不连续的。
39.s.根据实施方案p或q所述的制品,其中该粘合剂层是基本上连续的。
40.t.根据实施方案p至s中任一项所述的制品,其中该粘合剂层的平均涂层重量为约5g/m2至约100g/m2。
41.u.根据实施方案p至t中任一项所述的制品,其中该粘合剂层仅在该经热处理的主膜的第一主面或第二主面上,并且其中剥离涂层在该经热处理的主膜的与该粘合剂层相对的主面的至少一部分上。
42.v.根据实施方案u所述的制品,其中该剥离涂层在该经热处理的主膜的与该粘合剂层相对的基本上整个主面上。
43.w.一种制品,该制品包括(a)具有前主面和后主面的背衬构件,其中(a)根据实施方案a至o中任一项所述的制品定位在该背衬构件的前主面或后主面上,并且(b)包含压敏粘合剂的粘合剂层为与根据实施方案a至o中任一项所述的制品相对的该背衬构件的主面的至少一部分。
44.x.根据实施方案w所述的制品,其中该背衬构件包括取向载体膜,该取向载体膜包含选自聚酯、聚苯乙烯、双轴取向聚丙烯以及它们的组合物的(共)聚合物。
45.y.根据实施方案w或x所述的制品,其中该聚酯(共)聚合物选自聚(对苯二甲酸乙二醇酯)、聚(对苯二甲酸丁二醇酯)、聚(对苯二甲酸丙二醇酯)、聚(萘二甲酸乙二醇酯)、聚(乳酸)以及它们的组合物。
46.z.一种用于形成根据实施方案a至y中任一项所述的制品的方法,该方法包括:
47.(a)提供取向载体膜,该取向载体膜具有相对的第一主面和第二主面并且包含表现出弛豫温度(t
r
)的分子取向的(共)聚合物,其中该取向载体膜的第二主面接触包含流延(共)聚合物组分的经热处理的主膜前体的第一主面,该流延(共)聚合物组分不是取向的并且不能够热致自成形;
48.(b)用该经热处理的主膜前体和该取向载体膜的至少一个改性区覆盖图案化表面中的至少一个凹形凹陷;
49.(c)将覆盖该图案化表面中的所述至少一个凹形凹陷的所述至少一个改性区中的该取向载体膜加热至高于t
r
的温度,同时将该取向载体膜的第一主面上的该改性区周围的平台部分和该经热处理的主膜前体的第一主面上的该改性区周围的平台部分保持在低于t
r
的温度,以便引起该取向载体膜和该经热处理的主膜前体在所述至少一个改性区内的尺寸改变,从而形成经热处理的主膜;以及
50.(d)将该取向载体膜的所述至少一个改性区冷却至低于t
r
的温度,其中该取向载体膜和该经热处理的主膜的每个改性区包括中心部分和围绕该中心部分的边缘部分,并且其中每个边缘部分被该平台部分围绕,进一步地,其中每个边缘部分的平均厚度大于该平台部分的平均厚度,并且其中每个中心部分的平均厚度小于围绕该改性区的该平台部分的平均厚度或为零;以及任选地
51.(e)将该取向载体膜与该经热处理的主膜分离。
52.aa.根据实施方案z所述的方法,其中在该载体膜的第一主面上使用火焰冲击或选择性定向红外辐射进行加热。
53.bb.根据实施方案aa所述的方法,其中在该载体膜的第一主面上使用火焰冲击进行加热,并且燃料混合物选自富燃料混合物和贫燃料混合物。
54.cc.根据实施方案aa所述的方法,其中通过将红外能量施加到该载体膜的第一主面和该主膜前体的第一主面,同时冷却该主膜前体的相对的第二主面的部分来进行加热。
55.dd.根据实施方案z、aa、bb或cc中任一项所述的方法,其中该图案化表面为包括所述至少一个凹形凹陷中的多个凹形凹陷的辊,任选地其中该辊为冷却辊。
56.ee.根据实施方案z、aa、bb、cc或dd中任一项所述的方法,还包括将粘合剂层施加在该经热处理的主膜的第一主面或第二主面中的一者或两者上,任选地其中该粘合剂层包含压敏粘合剂。
57.ff.根据实施方案z、aa、bb、cc、dd或ee中任一项所述的方法,还包括将剥离涂层施加在该经热处理的主膜的与该粘合剂层相对的第一主面或第二主面的至少一部分上,任选地其中该剥离涂层在该经热处理的主膜的与该粘合剂层相对的基本上整个主面上。
58.gg.根据实施方案z、aa、bb、cc、dd、ee或ff中任一项所述的方法,其中该取向载体膜包含选自聚酯、聚苯乙烯、双轴取向聚丙烯以及它们的组合物的(共)聚合物。
59.hh.根据实施方案gg所述的方法,其中该聚酯(共)聚合物选自聚(对苯二甲酸乙二醇酯)、聚(对苯二甲酸丁二醇酯)、聚(对苯二甲酸丙二醇酯)、聚(萘二甲酸乙二醇酯)、聚(乳酸)以及它们的组合物。
60.ii.根据实施方案z、aa、bb、cc、dd、ee、ff、gg或hh中任一项所述的方法,其中该流延(共)聚合物组分包含聚烯烃(共)聚合物,任选地其中该聚烯烃(共)聚合物为乙烯丙烯酸共聚物。
附图说明
61.结合附图考虑到以下对本公开的各种实施方案的详细说明可以更全面地理解本公开,其中:
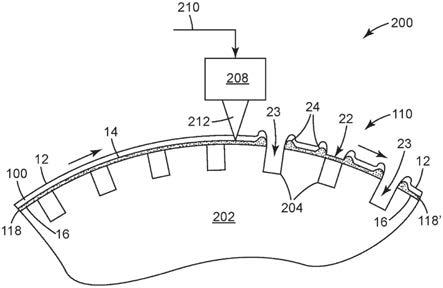
62.图1为根据本公开的示例性实施方案的用于制备可手撕片材的示例性工艺的示意性侧视图;
63.图2为根据本公开的示例性可手撕片材实施方案的例示性改性区的一部分的示意性剖视图;
64.图3为根据本公开的方法制备的可手撕片材的例示性实施方案的第一主面的示意性平面图;
65.图4a为根据本公开的方法的一个实施方案的例示性改性区的一部分的示意性剖视图;
66.图4b为根据本公开的方法的另一个实施方案的不同例示性改性区的一部分的示意性剖视图;
67.图5为本公开的粘合带的卷的例示性实施方案的透视图;
68.图6a为图5所示的粘合带的表面的一部分的顶视图;
69.图6b为根据本公开的另一个实施方案的粘合带的另一个实施方案的表面的一部分的顶视图;
70.图7为示出与wo2016105501中所述的对比双轴取向聚丙烯膜展示的约束弹性恢复应力相比,在根据本公开的实施方案的非取向流延前体膜中没有约束弹性恢复应力的曲线图;
71.图8a为在不使用取向载体膜的情况下经受火焰冲击差示热处理的对比流延膜的表面的一部分的照片;
72.图8b为在不使用取向载体膜的情况下经受火焰冲击差示热处理的另一个对比流延膜的一部分的光学显微镜照片;
73.图8c为在不使用取向载体膜的情况下经受火焰冲击差示热处理的又一个对比流延膜的表面的一部分的光学显微镜照片;
74.图9a和图9b为在使用根据本公开的实施方案的取向载体膜的情况下经受火焰冲击差示热处理的示例性可手撕流延膜的表面的部分的照片;
75.图10a和图10b为在使用根据本公开的实施方案的取向载体膜的情况下经受火焰冲击差示热处理的示例性可手撕流延膜的表面的部分的光学显微镜照片。
76.在附图中,相似的附图标号指示相似的元件。虽然可不按比例绘制的上面标识的附图阐述了本公开的各种实施方案,但还可想到如在具体实施方式中所提到的其它实施方案。在所有情况下,本公开以示例性实施方案的表示的方式而非通过表述限制来描述当前所公开的公开内容。应当理解,本领域的技术人员可想出许多其它修改和实施方案,这些修改和实施方案落在本公开的范围和实质内。
具体实施方式
77.对于以下定义术语的术语表,除非在权利要求书或说明书中的别处提供不同的定义,否则整个申请应以这些定义为准。
78.术语表
79.在整个说明书和权利要求书中使用某些术语,虽然大部分为人们所熟知,但仍可需要作出一些解释。因此,应当理解:
80.术语“均质的”意指当在宏观尺度下观察时仅表现出单相物质。
81.术语“一种(共)聚合物”或“多种(共)聚合物”包括均聚物和共聚物,以及(如通过共挤出或通过包括例如酯交换反应在内的反应)可在可混溶的共混物中形成的均聚物或共聚物。术语“共聚物”包括无规共聚物、嵌段共聚物和星形(例如,树枝状)共聚物。
82.关于单体、低聚物的术语“(甲基)丙烯酸酯”或意指作为醇与丙烯酸或甲基丙烯酸的反应产物形成的乙烯基官能烷基酯。
83.术语“差示加热”和“局部加热”意指加热主膜前体,使得主膜前体的选定部分的温度(即,在整个膜的x
‑
y视角中)升高到高于主膜的相邻部分的温度的水平。此类加热可通过诸如火焰冲击(例如,如美国专利7,037,100中所述)、选择性定向红外辐射等方式进行。
84.术语“可取向的”意指这样的(共)聚合物材料,如果被加热至高于某一温度(t
o
或取向温度)并被拉伸,则将在其中发生(共)聚合物链段的移位和取向,然后如果被冷却到低于t
o
,则将在随后被剥离时保留所赋予取向中的一些。特定(共)聚合物膜可被取向的温度
将部分地取决于膜内(共)聚合物材料的链段的分布和膜中组分级分的相应熔点。
85.术语“取向膜”或“取向层”意指这样的(共)聚合物膜或层,其中(共)聚合物材料已被加热至高于取向温度(t
o
)并被拉伸以产生(共)聚合物链的至少一定程度的分子取向,并且随后冷却至低于t
o
,使得冷却的膜在随后从张力中剥离时保留所赋予的(共)聚合物分子取向中的一些或全部。
86.术语“非取向膜”或“非取向层”意指其中(共)聚合物链在膜或层内基本上呈无规取向的(共)聚合物膜或层。流延膜通常被认为是“非取向膜”。
87.等同术语“热致弹性恢复”和“热致自成形”是指材料的构件或主体在被加热至阈值温度(本文称为t
r
或弛豫温度)时的作用或响应,自发地改变其形状或构形,而无需施加外部机械形状改变力(例如,重力、压印、模塑等)或无需经历材料去除效应(例如,机械蚀刻、烧蚀(诸如通过激光)、燃烧、蒸发等)。
88.术语“火焰冲击”是指对主膜前体进行差示加热的工艺,其中将火焰形式的热通量引导至膜的第一主面。一个例证性示例公开于美国专利7,037,100(strobel等人)。
89.术语“当量比”定义为化学计量的氧化剂/燃料摩尔比除以实际的氧化剂/燃料摩尔比。火焰特性通常与氧化剂和燃料的摩尔比相关。化学计量比是完全燃烧所需的氧化剂与燃料的确切摩尔比。对于“贫燃料”或氧化性火焰,存在多于化学计量的量的氧化剂,因此火焰当量比小于一。对于“富燃料”火焰,在可燃混合物中存在小于化学计量的量的氧化剂,因此当量比大于一。
90.关于特定层的术语“邻接”意指在某一位置与另一层接合或附接到另一层,在该位置处,两个层彼此紧挨(即,相邻)并直接接触,或彼此邻接但不直接接触(即,在两个层之间插入一个或多个附加层)。
91.通过所公开的涂覆制品中的各种元件的位置使用取向术语诸如“在...顶上”、“在...上”、“在...之上”“覆盖”、“最上方”、“在...下面”等,我们指元件相对于水平设置的、面向上方的基底的相对位置。然而,除非另外指明,否则本发明并非旨在基底或制品在制造期间或在制造后应具有任何特定的空间取向。为了清楚起见并且不希望由此受到不当限制,将任何两个顺序堆叠的片材或条的组中的胶带片材或条称作上覆胶带片材和下覆胶带片材,其中上覆胶带片材的粘合剂层粘附到下覆胶带片材的背衬的正面或第一面。
92.通过使用术语“外覆”来描述层相对于本公开的制品的基底或其它元件的位置,我们将该层称为在基底或其它元件的顶上,但未必与基底或其它元件邻接。
93.通过使用术语“由
……
分离”来描述层相对于其它层的位置,我们将该层称为被定位在两个其它层之间,但未必与任一层邻接或相邻。
94.关于数值或形状的术语“约”或“大约”意指该数值或特性或特征的+/
‑
5%,但明确地包括确切的数值。例如,“约”1pa
‑
sec的粘度是指从0.95pa
‑
sec至1.05pa
‑
sec的粘度,但也明确地包括刚好1pa
‑
sec的粘度。类似地,“基本上正方形”的周边旨在描述具有四条侧棱的几何形状,其中每条侧棱的长度为任何其它侧棱的长度的95%至105%,但也包括其中每条侧棱刚好具有相同长度的几何形状。
95.关于特性或特征的术语“基本上”是指该特性或特征表现出的程度大于该特性或特征的相对面表现出的程度。例如,“基本上”透明的基材是指与不透射(例如,吸收和反射)相比透射更多辐射(例如,可见光)的基材。因此,透射多于50%的入射在其表面上的可见光
的基材是基本上透明的,但透射50%或更少的入射在其表面上的可见光的基材不是基本上透明的。
96.如本说明书和所附实施方案中所用,除非内容清楚指示其它含义,否则单数形式“一个”、“一种”和“该/所述”包括多个指代物。因此,例如,提及包含“一种化合物”的细纤维包括两种或更多种化合物的混合物。如本说明书和所附实施方案中所用的,除非所述内容明确地另有规定,否则术语“或”通常以其包括“和/或”的含义使用。
97.如本说明书中所用的,通过端点表述的数值范围包括该范围内所包括的所有数值(例如,1至5包括1、1.5、2、2.75、3、3.8、4和5)。
98.除非另有说明,否则说明书中所用的所有份数、百分比、比率等均基于成分的重量来表示。重量百分比、百分比按重量计、按重量百分比计、重量%等是同义词,是指组合物中物质的量表示为该物质的重量除以该组合物的重量然后乘以100。
99.除非另外指明,否则本说明书和实施方案中所使用的表达量或成分、特性测量等的所有数字在所有情况下均应理解成由术语“约”来修饰。因此,除非有相反的说明,否则在上述说明书和所附实施方案列表中示出的数值参数可根据本领域的技术人员利用本公开的教导内容寻求获得的期望特性而变化。最低程度上说,并且在不试图将等同原则的应用限制到受权利要求书保护的实施方案的范围内的情况下,每个数值参数应至少根据所报告的有效位数并通过应用惯常的四舍五入法来解释。
100.在不脱离本公开实质和范围的情况下,可对本公开的示例性实施方案进行各种修改和更改。因此,应当理解,本公开的实施方案并不限于以下描述的示例性实施方案,而应受权利要求书及其任何等同物中示出的限制因素控制。
101.现在将具体参考附图对本公开的各种示例性实施方案进行描述。在不脱离本公开实质和范围的情况下,可对本公开的示例性实施方案进行各种修改和更改。因此,应当理解,本公开的实施方案并不限于以下所述的示例性实施方案,而应受权利要求书及其任何等同物中示出的限制因素的控制。
102.用于差示热处理的装置
103.图1示出了用于在根据本公开的(共)聚合物膜或层上进行火焰冲击差示热处理工艺的示例性装置200和工艺。包含分子取向的(共)聚合物的取向载体膜100定位在主膜前体118的主面14上并与该主面接触(还参见图3),该主膜前体118包含流延(共)聚合物组分。主膜前体118表现出弛豫温度(t
r
),但不是取向的并且不能够热致自成形。主膜前体118的下主面16被定位成与具有凹形凹陷204的图案的冷却支承辊202接触。
104.将覆盖冷却支承辊202的图案化表面中的至少一个凹形凹陷204的主膜前体118上的取向载体膜100的主面12加热足以在主膜前体118中形成至少一个改性区20(参见图2)的时间,形成为中心开口或穿孔23,或由边缘部分24围绕的薄的中心部分22,从而产生可手撕的、差示热处理的主膜110。热处理可有利地通过使覆盖冷却支承辊202的主膜前体118上的取向载体膜100的主表面12在火焰212下方通过来实现,该火焰通过使燃烧气体混合物210流过火焰带状燃烧器208而形成。由热处理的主膜前体118'的顶表面14形成的平台部分邻接每个边缘部分24,如图2中更详细地示出。
105.使用差示热处理制备的经热处理的主膜
106.现在转到图2,在另一个示例性实施方案中,本公开提供了一种可手撕的、经差示
热处理的主膜110,该主膜通过对主膜前体118进行热处理而获得,该主膜前体包含流延的、优选非取向的(共)聚合物组分,该组分包括一种或多种(共)聚合物,其中主膜前体118和经热处理的主膜110不能够热致自成形。经热处理的主膜118'具有第一主面14(还参见图3)和第二主面16以及一个或多个改性区20,其中每个改性区20包括中心部分22或23以及围绕中心部分22或23并且被由主面14形成的平台部分围绕的边缘部分24。经热处理的主膜118'上的取向载体膜100的主表面12形成围绕每个改性区20的平台部分(还参见图3)。
107.每个边缘部分24的平均厚度大于围绕中心部分22或23的主面14的平台部分的平均厚度。图2示出了由边缘部分24围绕的中心开口或穿孔23或薄中心部分22形式的改性区20。
108.在一些示例性实施方案中,中心部分22或23具有0微米的厚度,并且构成延伸穿过经热处理的主膜110的开口、穿孔或孔23。在其他示例性实施方案中,中心部分22具有大于0至小于平台区域的平均厚度的厚度。在某些实施方案中,中心部分22具有大于0至小于约0.5密耳(大于0至13微米(μm))、0.1至0.6密耳(2.5至15μm)、0.2至0.7密耳(5至17.5μm)、0.3至0.9密耳(7.5至22.5μm)、或甚至0.1至1.0密耳(2.5至25μm)、或0.1至小于3.0密耳(2.5至75μm)的厚度。
109.在某些示例性实施方案中,经热处理的主膜110的平台部分的平均厚度为约0.5至约3密耳(13至75μm);0.75至4密耳(约19至100μm)、1.0至5密耳(25至120μm)、或甚至大于1密耳且小于10密耳(大于25微米且小于250微米)。
110.任选地,如图2所示,由经热处理的主膜110的第一主面14形成的平台部分被定位成与取向载体膜100接触,该取向载体膜优选地包含选自聚酯、聚苯乙烯、双轴取向聚丙烯或它们的组合物的(共)聚合物。在其他示例性实施方案中,取向载体膜100可与经热处理的主膜110分离(例如,分层),如图3以及图4a和图4b所示。
111.图3示出了根据本公开的例示性实施方案的在与经热处理的主膜110(参见图2)分离之后由示例性的经差示热处理的主膜前体118'的主面12形成的平台部分的一部分,其中经热处理的主膜前体118'由合适的、优选非取向的前体膜118(即,不能够热致弹性恢复的流延膜)制成,如图1和图2所示。经差示热处理的主膜118'具有第一主面14和相对的第二主面16(参见图2);一个或多个改性区20,每个改性区包括中心部分22(封闭)或23(开口)和围绕该中心部分的边缘部分24,以及由围绕每个改性区20的主面14形成的平台部分。
112.图4a示出了本公开的经热处理的主膜前体118'的示例性实施方案的改性区20的横截面。根据本公开,平台部分14围绕改性区20,该改性区由围绕中心部分22的边缘部分24构成。边缘部分24的平均厚度(尺寸a)大于平台部分14的平均厚度(尺寸b),继而大于中心部分22的平均厚度(尺寸c)。虽然中心部分22的厚度轮廓可为弯曲的(即,主面14和16中的一者或两者可在整个中心部分22上形成轮廓而不是基本上平坦的,如图所示),但尺寸c在整个中心部分22上大于零。
113.本公开的该实施方案的经热处理的主膜前体118'的改性区20可为对液体和蒸气(诸如空气和/或水蒸气)基本上不可渗透的,而不是具有延伸穿过经热处理的主膜前体118'的厚度的开口或贯通通道,诸如存在于先前已知的使用火焰冲击差示加热进行处理的取向膜中。
114.图4b示出了本公开的经热处理的主膜118'的另一个示例性实施方案的改性区20
的横截面。根据本公开,平台部分14围绕改性区20,该改性区由边缘部分24构成,该边缘部分围绕延伸穿过经热处理的主膜前体118'的厚度的中心穿孔或开口23。本公开的该实施方案的膜的改性区20可为对液体和蒸气(诸如空气和/或水蒸气)基本上可渗透的。边缘部分24的平均厚度(尺寸a)大于由主面14形成的平台部分的平均厚度(尺寸b),继而大于中心部分23的平均厚度,该平均厚度为0微米。主面14和16中的一者或两者可为弯曲的而非基本上平坦的,如图4b所示。
115.应当理解,图1至图3、图4a和图4b是理想化的;例如,由膜的主面14形成的平台部分可能不平坦,并且/或者经热处理膜的主膜前体118'的相对主面16可能不平坦。对于图4a所示的实施方案,部分地取决于前体膜的性质和进行差示加热的方式,改性区20可包括膜在其第二主面16上的一些增厚和突起。
116.根据本公开,平台部分14围绕每个改性区20,每个改性区由围绕每个对应的中心部分22或23的边缘部分24构成。边缘部分24的平均厚度(尺寸a)大于平台部分18的平均厚度(尺寸b),继而大于中心部分22的平均厚度(尺寸c)。
117.贯穿中心部分22或23的尺寸c可为零或大于零。优选地,每个改性区20包括中心部分22或23,该中心部分具有0至小于尺寸b的厚度的平均厚度。本公开的图4b所示的实施方案的经热处理主膜110的改性区20优选地包括一个或多个穿孔或开口23,所述一个或多个穿孔或开口延伸穿过中心部分23(没有封闭22)中的经热处理的主膜前体118'。
118.在一些示例性实施方案中,改性区20的基本上所有中心部分22或23均包括延伸穿过膜的穿孔或开口23,这有利地使膜对蒸气(诸如空气和/或水蒸气)基本上可渗透。
119.然而,在其他示例性实施方案中,改性区20的中心部分22或23中的至少一些为封闭的22,因此不提供延伸穿过膜的开口23。在某些此类实施方案中,大部分(即,按数量计大于50%)的中心部分22或23优选地为开口的23,并且少数(即,按数量计小于50%)的中心部分22或23为封闭的22,这有利地使得膜对蒸气(诸如空气和/或水蒸气)为半渗透的,但是对液体为基本上不可渗透的。
120.此类膜可有利地用作油漆遮蔽粘合带背衬或片材、医用粘合带背衬,并且可用于液体涂布工艺。此外,本公开的膜在用作涂覆有粘合剂的胶带的卷时表现出良好的撕裂特性、良好的强度、良好的适形能力和拉伸性、优异的防水性以及低退绕性。此外,由于膜的厚度或蓬松度以及由此赋予的纹理的相对增加,由热改性工艺赋予的结构产生更易于处理的粘合带或片材。
121.对于其中期望易于手撕的许多实施方案,有时优选的是,所得的经热处理的主膜表现出约100克
‑
力(g
f
)/密耳厚度或更小、更优选约70g
f
/密耳厚度或更小以及最优选约55g
f
/密耳厚度(例如,在胶带的横向方向上)的无缺口撕裂强度。如果膜的撕裂力过高,则膜可能过分难以用手撕裂,但在本公开的膜的一些应用中,这可能是可接受的。
122.由这些火焰穿孔流延膜提供的一组独特的特性使它们非常适合于许多应用,在这些应用中它们在用作粘合剂制品的背衬时可提供许多令人惊讶的优点,这种背衬表现出可手撕性,并且可有利地表现出液体不可渗透性和/或蒸气渗透性或半渗透性。
123.形成可手撕膜的热处理工艺
124.在另外的示例性实施方案中,本公开提供了使用热处理装置200和技术的工艺,该技术为流延(非取向)主膜前体118提供热处理以产生经热处理的流延(非取向)主膜110,该
经热处理的流延(非取向)主膜包括具有边缘24的一个或多个改性区20以及薄的凹入的封闭中心部分22或开口中心部分23。该工艺包括如下步骤:
125.(a)提供取向载体膜,该取向载体膜具有相对的第一主面和第二主面并且包含表现出弛豫温度(t
r
)的分子取向的(共)聚合物,其中该取向载体膜的第二主面接触包含流延(共)聚合物组分的主膜前体的第一主面,该流延(共)聚合物组分不是取向的并且不能够热致自成形;
126.(b)用该主膜前体和该取向载体膜的至少一个改性区覆盖图案化表面中的至少一个凹形凹陷;
127.(c)将覆盖该图案化表面中的所述至少一个凹形凹陷的所述至少一个改性区中的该取向载体膜加热至高于t
r
的温度,同时将该取向载体膜的第一主面上的该改性区周围的平台部分和该主膜前体的第一主面上的该改性区周围的平台部分保持在低于t
r
的温度,以便引起该取向载体膜和该主膜前体在所述至少一个改性区内的尺寸改变,从而形成经热处理的主膜;以及
128.(d)将该取向载体膜的所述至少一个改性区冷却至低于t
r
的温度,其中该取向载体膜和该经热处理的主膜的每个改性区包括中心部分和围绕该中心部分的边缘部分,并且其中每个边缘部分被该平台部分围绕,进一步地,其中每个边缘部分的平均厚度大于该平台部分的平均厚度,并且其中每个中心部分的平均厚度小于围绕该改性区的该平台部分的平均厚度或为零。
129.在一些示例性实施方案中,取向载体膜有利地与经热处理的主膜分离,例如,通过在不同方向上向取向载体膜和/或经热处理的主膜施加力来使膜分层。
130.可使用多种方法进行加热以在主膜前体118中形成至少一个改性区20。在一些示例性实施方案中,在载体膜的主面上使用火焰冲击或选择性定向红外辐射进行加热。优选地,覆盖至少一个凹形凹陷204的主膜前体118上的取向载体膜100在火焰212下方通过,该火焰通过使燃烧气体混合物210流过火焰带状燃烧器208而形成。优选地,在载体膜的外部主面上使用火焰冲击进行加热,并且燃料混合物选自富燃料混合物和贫燃料混合物,如下文进一步描述的。主膜前体118上的覆盖至少一个凹形凹陷204的取向载体膜100的外表面优选地暴露于火焰212。
131.在其他示例性实施方案中,通过将红外能量施加到取向载体膜和主膜前体的主面,同时冷却覆盖图案化表面202中的至少一个凹形凹陷204的主膜前体的相对主面的部分来进行加热。
132.在任何前述实施方案中,图案化表面202可为包括具有多个凹形凹陷204的主面的辊,如图1所示。优选地,辊为冷却辊,即保持在低于主膜前体118的温度的温度下的辊,以便实现将主膜前体118冷却至低于热处理温度的温度。冷却辊的表面温度可有利地保持在0℃至30℃,更优选5℃至25℃、10℃至20℃或它们的任何组合的温度。在一些实施方案中,可能有利的是,将冷却辊的表面保持在高于水蒸气露点的温度以避免水冷凝在冷却辊的表面上。
133.在一些示例性实施方案中,每个边缘部分具有选自圆形、椭圆形或它们的组合的几何形状。此外,每个改性区不必与其他改性区完全相同,也不必在形状、尺寸或开口程度上绝对精确。本公开中可采用本领域已知的用于火焰处理的许多技术和装置。此类技术和
装置在用于常规的差示火焰处理时、在用于形成根据本公开的改性区时,将产生具有改性区的经热处理的主膜,这些改性区的尺寸和形状完美程度稍有不同,但仍然是可手撕的。
134.通过理解火焰冲击热处理工艺中使用的有效当量比及其有效利用,本公开的某些令人惊讶的方面更容易实现。
135.在富燃料火焰中,其中膜暴露于火焰的总体环境由于高浓度的氢原子、一氧化碳和烃自由基而本质上主要是还原性的,然而膜会发生一些氧化,因为在火焰产物气体中仍存在一些氧化物质。相比之下,在诸如本领域中教导的用于(共)聚合物的表面处理以向其赋予更高粘附特性的贫燃料火焰中,由于高浓度的氧分子和羟基自由基,总体环境是高度氧化的。
136.进行主膜前体118的差示加热和改性以形成根据本公开的经热处理的主膜110(包括经热处理的主膜前体118')的火焰冲击需要相对高的火焰功率来以商业上期望的膜速度改性和差示加热(共)聚合物膜。例如,通常需要至少约10,000btu/hr/英寸横维燃烧器(cross
‑
web burner)长度(1160瓦/厘米)的火焰功率,以使得能够以约20至超过100米/分钟的速度进行差示加热。当使用本领域中教导的对于(共)聚合物的火焰处理而言最佳的贫燃料火焰时,高火焰功率和相对低膜速度的此类条件导致(共)聚合物表面的显著氧化。当(共)聚合物表面相对高度氧化时,该表面的润湿性通常很高。因此,如果贫燃料火焰用于火焰冲击,则所得边缘被氧化至使得压敏粘合剂趋于更强地粘附至该边缘的程度,从而干扰并在某些情况下阻止胶带的退绕。我们已发现,可通过使用低功率贫燃料火焰(例如,以小于约5000btu/hr
‑
in.的功率)来限制(共)聚合物边缘表面的不期望的氧化。然而,当使用此类低功率火焰时,不可能以商业上可行的膜速度有效地改性膜。
137.令人惊讶的是,富燃料火焰可以足够高的功率使用,以使得差示加热足以在大于约20米/分钟的膜速度下实现期望的热致自成形,但不引起边缘的过度氧化,这可防止例如由此类经热处理的主膜110制成的成品胶带的平滑且容易的退绕。
138.用于对改性区进行成形的方法和工艺条件部分地基于膜的性质和所需改性区来选择。通常优选的是,除了形成所需改性区以外,进行该工艺以使膜所经受的热损伤程度最小化。
139.使幅材以较高速度通过火焰冲击站(flame impingement station)通常导致形成相对较小的改性区。如本领域技术人员将理解的,可调节所使用的其他火焰冲击条件(诸如火焰功率、燃烧器与膜的分离或背衬辊图案)以获得相似的改性区大小和间距或任何期望的改性区阵列。
140.用来实现期望的差示加热的背衬辊中的凹形凹陷(有时候称作凹部、凹腔或凹坑)的图案部分地决定所得改性区的布置和尺寸,其中每个改性区均对应于背衬辊中的凹坑或凹陷。在一些情况下,改性区以有序阵列布置。在一些情况下,改性区以随机方式布置。如果需要,改性区可具有基本上类似的单独构形(即,通过使用具有形状和尺寸基本上类似的凹陷的背衬辊),或者改性区可具有变化的单独构形(即,通过使用具有形状、尺寸或两者相应地变化的凹陷的背衬辊)。
141.火焰冲击热处理可通过例如针对美国专利7,037,100的实施例1给出的工艺规范来进行。此类装置通常采用预混合层流火焰,其中燃料和氧化剂在燃烧前充分混合。然而,与美国专利7,037,100中所述的工艺相比,在本公开的一些实施方案中,使用富燃料火焰。
根据所得膜的所需特性,可进行火焰冲击工艺以赋予所需的表面特性(例如,当需要增加的剥离趋势时使用相对富燃料的混合物(例如,以在减少或消除剥离剂的情况下实现剥离),这与当需要增加的粘结趋势时使用相对贫燃料的混合物形成对比)。
142.如图2示意性所示,在改性区20的形成期间暴露于火焰的取向载体膜100的主面12通常形成围绕中心部分22或23的(共)聚合物材料的边缘24。然而,边缘也可在主膜前体118的位于在每个改性区20中形成的每个边缘24下方的那部分中形成。此外,在一些示例性实施方案中,改性区20的边缘部分24可由膜从取向载体膜的主面12、经热处理的主膜110的主面14和经热处理的主膜110的主面16中的任一者或全部向外(即,z轴)的突起构成。
143.在一些示例性实施方案中,当卷绕成常见的胶带卷形式时,通过使背衬构件和粘合剂之间的接触最小化,边缘可有效地充当随后施加到相对侧的粘合剂的剥离表面。在其中重要的是边缘表面表现出剥离特性的情况下,可能重要的是,用于形成改性区的工艺通过使用不会过度氧化凸起边缘或周围平台部分中的膜的第一主面的火焰条件来进行;即,通过使用使通常因暴露于火焰而引起的表面氧化的粘附促进特性最小化的火焰条件来进行。
144.虽然火焰引起的表面氧化不能完全消除,但是氧化在0.92至0.96的火焰当量比下最大化,但是在至少约1.05的火焰当量比下最小化,这是富燃料火焰[参见c.stroud等人,《能源与燃烧科学进展》,第34卷第6期,第696
‑
713页(2008年)(c.stroud et al.,progress in energy and combustion science,34(6),696
‑
713(2008)]。因此,有必要使用富燃料火焰进行火焰冲击工艺,该富燃料火焰优选具有约1并且优选至少约1.05的当量比。将富燃料火焰用于火焰穿孔流延(共)聚合物膜与火焰处理领域中的基本上所有建议相反。使用此类背衬构件所获得的优点(例如,胶带卷形式的退绕性能、耐油漆渗透性等的改善)是来自该加工选择的令人惊讶且出乎意料的结果。
[0145]
从相关技术(例如,从美国专利7,037,100等)已知,取向(共)聚合物膜可暴露于高热通量源诸如火焰,同时缠绕在冷却的工具加工的背衬辊上,从而引起两个主面的差示加热。据认为,直接跨越冷却背衬辊中的工具加工的凹部的膜部分的暴露导致该膜部分非常快速的加热,这引起膜取向的突然、不受控制的剥离或松弛,从而导致在穿孔开口的边缘处形成具有相关联的“边缘”材料的穿孔,包括由该收缩引起的大量松弛的(共)聚合物分子。该工艺被称为热致弹性恢复。本公开涉及令人惊讶的发现,即通过在如本文所述的热处理工艺中结合流延前体膜使用取向载体膜,可在非取向流延膜中形成具有开口的中心部分的改性区,迄今为止,这是不能通过热处理非取向流延膜来实现的。
[0146]
材料
[0147]
主膜前体和经热处理的主膜
[0148]
适合用作本公开的主膜前体的膜通常应不能热致自成形。优选地,主膜前体和经热处理的主膜不是取向的。
[0149]
可用于制备本公开的适形、可手撕的经热处理的主膜和制品的前体膜通常为流延膜,优选为非取向流延膜,更优选为包含结晶或半结晶(共)聚合物的非取向流延膜。
[0150]
在一些示例性实施方案中,主膜前体包含流延(优选非取向)聚烯烃(共)聚合物(例如,聚丙烯、聚乙烯等,或它们的组合物)。此外,几乎任何不能热致弹性恢复的(共)聚合物膜均可由其他材料(例如,聚酯、聚苯乙烯、聚酰胺等)制成,并有利地用于实施本公开的
方法。在一些目前优选的实施方案中,聚烯烃(共)聚合物为乙烯丙烯酸共聚物。
[0151]
在其他示例性实施方案中,经热处理的主膜可为单个层(即,单层)或多层的形式。在另外的示例性实施方案中,经热处理的主膜是可热密封的。
[0152]
载体膜
[0153]
适用于实施本公开的某些示例性方法的载体膜通常应为能够热致自成形的取向膜。可用于制备本公开的适形、可手撕的经火焰冲击差示热处理的主膜和制品的载体膜通常为包含至少一种结晶或半结晶(共)聚合物的取向流延膜。
[0154]
用于载体膜的合适的结晶或半结晶(共)聚合物是本领域技术人员已知的,并且许多是可商购获得的。合适的结晶或半结晶(共)聚合物的示例包括嵌段或无规聚烯烃共聚物;聚烯烃(共)聚合物与一种或多种具有降低或更低熔点晶粒组分的其他(共)聚合物和聚酯(共)聚合物的共混物。
[0155]
合适的市售材料聚烯烃(共)聚合物的示例包括engage
tm 8401和8402、affinity
tm 820和infuse
tm 9507(均得自密歇根州米德兰的陶氏化学公司(dow chemical co.,midland,michigan));vistamaxx
tm 6202(得自埃克森美孚化学公司(exxonmobil chemical co.));mf 502哑光聚烯烃均聚物(得自俄亥俄州阿克伦的舒曼公司(a.schulman co.,akron oh));聚丙烯(pp)均聚物(得自佐治亚州苏万尼的mayzo公司(mayzo co.,suwanee,georgia));以及pp 4792,一种聚丙烯均聚物树脂(得自德克萨斯州休斯顿的埃克森美孚公司(exxon
‑
mobil co.,houston,texas))。
[0156]
聚酯(共)聚合物可特别有利地用于载体膜中。目前优选的聚酯(共)聚合物可选自聚(对苯二甲酸乙二醇酯)、聚(对苯二甲酸丁二醇酯)、聚(对苯二甲酸丙二醇酯)、聚(萘二甲酸乙二醇酯)、聚(乳酸)以及它们的组合物。
[0157]
用于制备取向(共)聚合物膜的工艺是众所周知的,并且通常可使用吹塑膜或拉幅拉伸膜工艺来实现。出于经济性和均匀性的原因,拉幅拉伸工艺最广泛地用于制备粘合带背衬的膜,其厚度通常在约10微米至最多约75微米或更大的范围内。拉幅拉伸可使用顺序或同步拉伸工艺来实现;顺序拉伸工艺是目前为止最常用的。在典型的顺序工艺中,通过首先沿长度方向(称为lo)拉伸,然后沿横向方向(称为tdo)拉伸来制备膜。在同步拉伸工艺中,沿lo和tdo同时拉伸膜。
[0158]
顺序拉幅拉伸需要将(共)聚合物树脂熔化并浇铸到冷却的浇铸辊上,然后将片材输送至第一长度取向部分。理想的是在低温下以最大程度的淬火来浇铸膜,这延迟了大结晶形态的生长,从而产生最高透明度和强度的膜。
[0159]
长度取向(lo)通常通过使流延片材通过一系列以不同速度驱动的加热接触辊来实现,从而沿长度方向同时加热和拉伸膜。典型的lo比约为4或5/1倍。在lo步骤之后,然后使用附接到拉幅拉伸框架的一系列拉幅夹将部分拉伸的膜沿边缘固定,然后将其输送到拉幅烘箱中。拉幅烘箱通常被加热至高达约结晶熔点温度的温度,从而允许膜充分软化以允许沿横向方向(td)拉伸至约8/1至约10/1的比率。
[0160]
在过低的温度下拉伸流延片材需要非常高的力,并且通常导致膜撕裂或断裂,尤其是在拉幅烘箱中。在高于结晶熔点的过高温度下拉伸膜导致膜表现出较差的保留取向以及由拉幅拉伸工艺中的下垂或下凹引起的厚度缺陷。参见r.a.phillips和t.nguyen,《应用聚合物科学杂志》,第80卷,第2400
‑
2415页(2001年)(r.a.phillips&t.nguyen,
j.appl.polym.sci.,v.80,2400
‑
2415(2001););以及p.dias等人,《应用聚合物科学杂志》,第107卷,第1730
‑
1736页(2008年)(p.dias et al.,j.appl.polym.sci.,v.107,1730
‑
1736(2008))。希望在允许低力拉伸但也低于(共)聚合物熔点的温度下拉伸流延片材,使得膜表现出高度的分子取向,这对于使用中的强度和尺寸稳定性是优选的。
[0161]
在一些实施方案中,取向载体膜是顺序拉幅拉伸膜,该膜表现出如使用dma在横向膜方向(td)上测量的低于约
‑
2.0n/m2的弹性恢复率。在一些实施方案中,如通过instron所测量的,根据本公开使用的前体膜在横向方向上表现出小于约2500mpa的初始拉伸模量。
[0162]
可用于本公开的(共)聚合物载体膜的例示性示例包括能够热致弹性恢复的任何(共)聚合物膜,包括聚烯烃、聚酯、玻璃态(共)聚合物诸如聚氯乙烯和聚苯乙烯、丙烯酸类(共)聚合物等。优选地,(共)聚合物膜沿至少一个主方向取向(即,表示长度取向或横向取向的lo或tdo)。据信,此类取向膜一旦经受差示热加热工艺,便提供韧性和手撕容易性之间的平衡。
[0163]
优选的载体膜包括顺序或同时双轴取向的聚烯烃,该聚烯烃包含一种或多种组分聚烯烃树脂以及树脂的组合物。此类膜可另外包括多于一个层,优选地2、3、5、7或更多个层。顺序或同时双轴取向优选地使用拉幅拉伸工艺来进行,但另外可通过辊拉伸、吹塑膜拉伸或它们的组合来进行。
[0164]
在一个实施方案中,(共)聚合物膜载体可包含共混物或层,这些共混物或层包含熔点低于拉伸或拉延温度的一种(共)聚合物树脂。此类较低熔点组分可以任何可用的水平掺入,但通常占总量的约5重量%至95重量%。
[0165]
在另一个实施方案中,(共)聚合物载体膜可包含任何组合的半结晶组分和无定形组分的共混物。组分材料可包括无规或嵌段共聚物,或者可包括一种或多种材料的半结晶相或无定形相的物理分散体。
[0166]
在又一个实施方案中,(共)聚合物载体膜可包括多层膜,其中至少一个主面层为相对于基层或芯层而言熔点更高的(共)聚合物。在此类膜中,暴露于差示热加热过程可在一个或两个主面上产生期望的结构,这可用于例如提供纹理、粘合剂剥离、液体不可渗透性等。
[0167]
在另外的实施方案中,(共)聚合物载体膜可包括多层膜,其中至少一个主面层为相对于基层或芯层而言熔点更低的(共)聚合物。此类膜可有利于提供较软的表面层,但仍提供良好的液体不可渗透性。
[0168]
在一个实施方案中,对包括多层的膜在顺序拉幅拉伸工艺中进行双轴取向,以产生表现出非常好的手撕能力、良好的适形能力(定义为当作为粘合带施加时形成紧密半径的能力)、良好的不透明度和液体不可渗透性的膜,所述多层包括包含得自埃克森美孚(exxon
‑
mobil)的pp 9122无规丙烯共聚物的表面层和厚度大于该表面层的包含pp 5571抗冲聚丙烯的第二基底层。
[0169]
本公开的载体膜通常包含一种或多种(共)聚合物,特别是取向聚烯烃及其共混物。术语“聚烯烃”可构成但不限于乙烯、丙烯、丁烯等的(共)聚合物以及它们的无规和/或嵌段共聚物和共混物。任选地,此类膜可构成多于一个层,例如2、3、5、7或更高数目的层。以这种方式,在不同的层中可发生不同程度的热致弹性恢复以产生具有新型且可用特性的膜。其他膜可由(共)聚合物诸如聚酯、聚苯乙烯或能够形成取向膜的其他(共)聚合物制备。
也可设想非取向膜,只要它们的厚度允许在暴露于本文所述的差示加热工艺之后的手撕能力。在大多数情况下,非取向流延片材表现出高撕裂力并且产生不规则或不直的撕裂。
[0170]
可用于本公开的载体膜可包含一种或多种组分或层,其中组分或层材料在约等于或大于组分或层熔点的温度下取向。据认为,在此类拉伸条件下,组分材料被认为经历了“暖”或“热”拉伸,这在膜中赋予低取向度,从而限制足够的弹性恢复率以在差示加热工艺中形成贯穿厚度的穿孔。
[0171]
据信,在这种情况下,由拉伸工艺引起的(共)聚合物分子取向在工艺期间松弛(例如,可能发生在无定形组分中),或者取向(共)聚合物分子为半结晶的但具有低于拉伸工艺温度的熔融温度,可在冷却时以较少取向的状态重结晶。参见上面引用的《应用聚合物科学杂志》(j.appl polm sci)参考文献。此类膜虽然未表现出完全穿过膜厚度的穿孔,但仍表现出令人惊讶的良好手撕能力。
[0172]
据信,取向(共)聚合物中的弹性恢复控制载体膜收缩并且与存在于取向半结晶(共)聚合物中的非晶态或无定形“连接链”相关(参见i.m.ward等人,《应用聚合物科学杂志》,第41卷,第1659页(1990年)(i.m.ward et al.,j.appl.polym.sci.,v.41,1659(1990));以及《取向聚合物的结构与特性》,i.m.ward编辑,查普曼和霍尔出版公司,伦敦(1997年)(structure and properties of oriented polymers,ed.by i.m.ward,chapman and hall,london(1997))。在分子水平上,弹性恢复是由于在拉伸过程中延伸的(共)聚合物链的回弹引起的,这是由用于将应变链保持在适当位置的结晶组分的熔化造成的。
[0173]
弹性恢复率据信也与膜制备工艺条件有关,尤其是膜浇铸的温度(即,淬火或浇铸温度)和拉伸的温度。浇铸温度决定半结晶(共)聚合物结构的起始形态,并且据信影响在后续拉伸期间存在的连接链材料的体积。在低浇铸温度下,结晶非常快,并且产生许多较小的晶粒和较大体积的连接链。在接近(共)聚合物的熔点的较高浇铸温度下,结晶不太快并且产生具有较小体积的连接链的较少较大晶粒。(参见capt,l.等人,“聚丙烯膜双轴拉伸期间的形态发展”,第17届国际聚合物加工学会年会(2001年)(capt,l.,et al.“morphology development during biaxial stretching of polypropylene films."17
th polymer processing society annual meeting(2001))。)
[0174]
据信,存在于拉伸的半结晶(共)聚合物中的所谓伸直应力集中链(taut tie)负责拉伸的(共)聚合物载体膜在暴露于热时的弹性恢复(参见b.alcock等人,“加工条件对高度取向的pp胶带的机械特性和热稳定性的影响”,《欧洲聚合物杂志》,第45卷(2009年):第2878
‑
2894页(b.alcock et al.“the effect of processing conditions on the mechanical properties and thermal stability of highly oriented pp tapes,”europ.polym.j.,45(2009):2878
‑
2894)。
[0175]
任选的添加剂
[0176]
本公开的主膜前体、经热处理的主膜和/或载体膜可任选地包含一种或多种添加剂和本领域已知的其他组分。例如,背衬构件或其组成构件可包含填料、颜料和其他着色剂、抗粘连剂、润滑剂、增塑剂、加工助剂、抗静电剂、成核剂(例如,β成核剂)、抗氧化剂和热稳定剂、紫外线稳定剂和其他特性改性剂(例如,改善相容性、增加或降低粘结特性等的试剂,以及所需的粘合剂和其他材料)。填料和其他添加剂优选地以所选择的量添加,从而不会不利地影响通过本文所述的优选实施方案获得的特性。
[0177]
有机填料的例示性示例包括有机染料和树脂,以及有机纤维(诸如尼龙和聚酰亚胺纤维),以及其他任选交联的(共)聚合物(诸如聚乙烯、聚酯、聚碳酸酯、聚苯乙烯、聚酰胺、卤化(共)聚合物、聚(甲基)丙烯酸酯、环烯烃(共)聚合物等的包含物。无机填料的例示性示例包括颜料、热解法二氧化硅和其他形式的二氧化硅、硅酸盐诸如硅酸铝或硅酸镁、高岭土、滑石、硅酸铝钠、硅酸铝钾、碳酸钙、碳酸镁、硅藻土、石膏、硫酸铝、硫酸钡、磷酸钙、氧化铝、二氧化钛、氧化镁、氧化铁、碳纤维、炭黑、石墨、玻璃珠、玻璃泡、矿物纤维、粘土颗粒、金属颗粒等。
[0178]
在一些应用中,在取向过程中在填料颗粒周围形成空隙或使用夹带的发泡剂形成空隙可能是有利的。有机填料和无机填料也可有效地用作抗粘连剂。另选地或除此之外,可使用润滑剂,诸如聚二甲基硅氧烷油、金属皂、蜡、高级脂族酯和高级脂族酸酰胺(诸如芥酸酰胺、油酰胺、硬脂酰胺和山嵛酰胺)。
[0179]
本公开的主膜前体、经热处理的主膜和/或载体膜可包含抗静电剂,包括脂族叔胺、单硬脂酸甘油酯、碱金属链烷磺酸盐、乙氧基化或丙氧基化的聚二有机硅氧烷、聚乙二醇酯、聚乙二醇醚、脂肪酸酯、乙醇酰胺、甘油单酯和甘油二酯,以及乙氧基化的脂肪胺。还可掺入有机或无机成核剂,诸如二苄基山梨醇或其衍生物、喹吖啶酮及其衍生物、苯甲酸的金属盐诸如苯甲酸钠、双(4
‑
叔丁基苯基)磷酸钠、二氧化硅、滑石和膨润土。
[0180]
还可掺入抗氧化剂和热稳定剂,包括酚类(诸如季戊四醇四[3
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯基)丙酸酯]和1,3,5
‑
三甲基
‑
2,4,6
‑
三(3,5
‑
二叔丁基
‑4‑
羟基苄基)苯),以及碱金属硬脂酸酯和碱土金属硬脂酸酯和碳酸酯。其他添加剂诸如阻燃剂、紫外线稳定剂、增容剂、抗微生物剂(例如,氧化锌)、电导体和热导体(例如,氧化铝、氮化硼、氮化铝和镍颗粒)也可共混到用于形成胶带背衬构件的(共)聚合物中。
[0181]
在本公开的实践中,添加剂、填料、颜料、染料、uv稳定剂和成核剂可以是主膜前体、经热处理的主膜和/或载体膜的可用组分。包含物的相对比例和方法是本领域技术人员熟知的。
[0182]
任选的粘合剂
[0183]
在一些示例性实施方案中,经热处理的主膜可用作粘合剂制品中的背衬构件。在此类实施方案中,经热处理的主膜的至少一个主面优选地涂覆有粘合剂材料,更优选地涂覆有压敏粘合剂。
[0184]
粘合剂可为本领域公知的任何合适的粘合剂。优选的粘合剂通常为发粘的压敏粘合剂。粘合剂的选择将在很大程度上取决于所得胶带的预期用途。合适的粘合剂的例示性示例包括基于(甲基)丙烯酸酯(共)聚合物、橡胶树脂(诸如天然橡胶、丁基橡胶、苯乙烯共聚物等)、有机硅以及它们的组合物的那些粘合剂。粘合剂可通过溶液涂布、水基涂布或热熔融涂布方法来施加。粘合剂可包括热熔融涂布配方、转移涂布配方、溶剂涂布配方和胶乳配方,以及层压、热活化和水活化的粘合剂,并且不受限制,除非是为了提供胶带卷退绕和粘附特性的所需平衡。
[0185]
适用于本公开的胶带的增粘橡胶热熔融粘合剂的例示性示例公开于美国专利4,125,665、4,152,231和4,756,337中。适用于本公开的胶带的丙烯酸类热熔融粘合剂的例示性示例公开于美国专利4,656,213和5,804,610中。
[0186]
在某些实施方案中,包含低表面能剥离材料(诸如聚硅氧烷(共)聚合物)、高度氟
化(共)聚合物(诸如全氟(共)聚合物)或侧链可结晶的(甲基)丙烯酸酯(共)聚合物的低粘附力背胶层(“lab”)可有利地施加到与粘合剂材料相对的经热处理的主膜的相对主面。
[0187]
在其他示例性实施方案中,包含低粘附力背胶层(“lab”)的剥离衬垫可定位成邻近并邻接经热处理的主膜的与粘合剂材料相对的相对主面,该低粘附力背胶层包含低表面能剥离材料(诸如聚硅氧烷(共)聚合物)、高度氟化(共)聚合物(诸如全氟(共)聚合物)或侧链可结晶的(甲基)丙烯酸酯(共)聚合物。当希望将经热处理的主膜卷绕成卷形式,例如以用作粘合带时,使用剥离衬垫是特别有利的。
[0188]
本领域的技术人员将能够选择适合在本公开中使用的粘合剂和剥离材料,这在很大程度上取决于期望的应用。
[0189]
本领域的技术人员将能够选择用于将粘合剂和/或剥离材料施加到用于本公开制品中的经热处理主膜的主面的旋转杆或其他合适的涂布技术。涂布方法的选择将部分地取决于粘合剂的流动特性、粘合剂向穿孔中的所需渗透等。本领域的技术人员将能够容易地选择用于将粘合剂施加或涂布在片材上的合适方法。例示性示例包括旋转杆模头涂布、刮刀涂布、滴模涂布等。美国专利4,167,914、4,465,015和4,757,782中公开了可用于制备本公开的胶带的旋转杆涂布方法的例示性示例。
[0190]
为了增强背衬构件与粘合剂之间的粘附力,可对背衬构件的第二主面施加粘附促进处理,例如,在贫燃料条件下的火焰处理、暴露于电晕、化学底漆等。
[0191]
已知压敏粘合剂具有有力和持久的粘性、用不超过指压的压力进行粘附,并且足以保持在粘附体上的能力。
[0192]
另外,粘合剂可包含添加剂,例如增粘剂、增塑剂、填充剂、抗氧化剂、稳定剂、颜料、扩散材料、硬化剂、纤维、细丝和溶剂。
[0193]
在一些实施方案中,粘合剂任选地可通过任何合适的方法固化以改变其特性,包括使其不太可能流动。特别地,可选择交联水平以便提供良好的胶带卷退绕和成品粘合剂特性之间的平衡。典型的交联可通过熟知的方法提供,诸如辐射诱导的交联(例如,uv或电子束);热致交联、化学反应交联或它们的组合。
[0194]
粘合剂可以任何期望的量施加,并且通常被施加以提供约5g/m2至约100g/m2的常规干涂层重量。较厚的粘合剂涂层趋于增加引起不期望的退绕力增加的可能性。过薄的涂层不起作用或往往不能很好地润湿基材表面。
[0195]
可用的压敏粘合剂的一般性描述可在如下文献中找到:《聚合物科学和工程百科全书》,第13卷,威利国际科学出版社(纽约,1988年)(encyclopedia of polymer science and engineering,vol.13,wiley
‑
interscience publishers(new york,1988))。可用的压敏粘合剂的附加描述可在如下文献中找到:《聚合物科学和技术百科全书》,第1卷,国际科学出版社(纽约,1964年)(encyclopedia of polymer science and technology,vol.1,interscience publishers(new york,1964))。
[0196]
在将粘合剂施加到背衬构件之后,可使用已知的方法(例如,裁切、轧制等)将本公开的胶带转变成期望的构形。本公开的胶带的片材可卷绕成卷形式(例如,胶带的一个或多个片材围绕任选的芯卷绕在其自身上)或以片材形式堆叠。根据本公开,由此类胶带组件提供的令人惊讶的优点包括容易退绕,因为上覆层的粘合剂层和下覆层的经热处理主膜的具有凸起边缘的第一主面之间的界面容易分离,以及良好的手撕、适形能力和其他胶带特性。
[0197]
膜和粘合带
[0198]
本公开的经热处理的主膜可用于制造胶带或片材,其可为带粘合剂背衬的或不带粘合剂背衬的,以用于许多应用,包括包装胶带、油漆遮蔽胶带、通用或“管道”胶带、医用胶带、遮蔽膜、衬垫、包裹物,以及具有一个或多个附加层的层合物,包括非织造物、泡沫等。
[0199]
粘合带
[0200]
单独或任选地与载体膜结合的经热处理的主膜可有利地用作粘合带中的背衬。在一些示例性实施方案中,粘合带包括在经热处理的主膜的第一主面和第二主面中的一者或两者上的粘合剂层。在某些此类实施方案中,粘合剂层包含压敏粘合剂。
[0201]
在一些有利的实施方案中,粘合剂层为不连续的。在其他有利的实施方案中,粘合剂层为基本上连续的。一般来讲,粘合剂层的平均涂层重量为约5g/m2至约100g/m2;10g/m2至90g/m2、15g/m2至75g/m2或甚至20g/m2至50g/m2。
[0202]
在某些示例性实施方案中,粘合剂层仅位于经热处理的主膜的第一主面或第二主面上。在某些此类实施方案中,可将剥离涂层有利地施加在经热处理的主膜的与粘合剂层相对的主面的至少一部分上。在一些此类实施方案中,将剥离涂层施加在经热处理的主膜的与粘合剂层相对的基本上整个主面上。
[0203]
在另外的示例性实施方案中,经热处理的主膜和覆盖的取向载体膜构成具有前主面和后主面的背衬构件,并且优选包括压敏粘合剂的粘合剂层被施加到形成背衬构件的取向载体膜或经热处理的主膜的主面的至少一部分。在某些此类实施方案中,取向载体膜有利地包含选自聚酯、聚苯乙烯、双轴取向聚丙烯以及它们的组合物的(共)聚合物。在一些此类实施方案中,聚酯(共)聚合物有利地选自聚(对苯二甲酸乙二醇酯)、聚(对苯二甲酸丁二醇酯)、聚(对苯二甲酸丙二醇酯)、聚(萘二甲酸乙二醇酯)、聚(乳酸)以及它们的组合物。在另外的此类实施方案中,经热处理的主膜的流延(共)聚合物组分包含非取向聚烯烃(共)聚合物。在某些目前优选的实施方案中,聚烯烃(共)聚合物为乙烯丙烯酸共聚物。
[0204]
图5示出粘合带112的例示性卷,该粘合带包括经热处理的主膜前体118'并且任选地包括本公开的经热处理的主膜110。粘合带112在任选的芯114上自身卷绕成卷形式。粘合带112包括流延的、优选非取向的火焰冲击热处理的主膜前体118',该主膜前体包括多个改性区20和粘合剂层124。本领域的普通技术人员应当理解,可将粘合剂层125施加到经热处理的主膜前体118'的任一个或两个主表面上。优选地,改性区20的基本上所有中心部分包括膜中的穿孔或开口,这有利地使得膜对液体不可渗透并且对蒸气(诸如空气和/或水蒸气)可渗透。
[0205]
也许用于粘合带的最广泛使用的取向(共)聚合物背衬膜为双轴取向聚丙烯(bopp)。基于bopp膜的粘合带广泛用作例如纸盒、标签和盒密封带(诸如盒密封带373,明尼苏达州圣保罗的3m公司(3m co.,st.paul minnesota))。此类胶带因其良好的强度、防水性和低成本而受欢迎。其他典型的胶带采用取向的聚(对苯二甲酸乙二醇酯)(pet),诸如聚酯胶带850(3m公司)。bopp和双轴取向聚酯(bopet)两者均为半结晶(共)聚合物,其可有利地用作粘合带背衬中与经热处理的主膜结合的载体膜。
[0206]
在一些示例性实施方案中,改性区20的一些中心部分为封闭的,因此不提供膜中的开口。在某些此类实施方案中,大部分(即,按数量计大于50%)的中心部分为开口的,并
且少数(即,按数量计小于50%)的中心部分为封闭的,这有利地使得膜对蒸气(诸如空气和/或水蒸气)为半渗透的。
[0207]
可手撕性和其他优点
[0208]
如本公开所允许的那样,使用经(共)聚合物热处理的主膜作为用于粘合带应用的背衬可产生提供若干明显优点的胶带。
[0209]
粘合带广泛用于粘结、接合或遮蔽应用。此类粘合带的一个重要方面是存在自粘涂层和剥离涂层都附连到其上的胶带背衬。对于粘合带的使用而言重要的是,粘合带背衬能够使用工具分配或用手撕开,以允许从卷上分离可用长度的胶带。特别是在遮蔽胶带应用领域中,重要的是可以用手直接从粘合带的卷上轻松撕开所需部分的胶带,而无需使用任何工具或胶带分配设备。这使得能够灵活、快速地使用遮蔽胶带。如本文所用,手撕能力指的是胶带用手撕开的能力,或者手撕能力,指的是普通人仅用合理而不过度的努力就能容易地撕裂一定长度或一片所述背衬的能力。在一些情况下,希望能够快速施加锐力以使胶带“断裂”成可用长度。
[0210]
历史上,遮蔽粘合带已被构造成具有纸背衬以有利于处理和应用,尤其是用手撕裂。由于纸带背衬的固有脆性和孔隙率,必须通过用一种或多种(共)聚合物材料(例如,阻隔涂层、粘结剂、浸渍剂等)涂覆来对此类背衬进行改性,以便赋予期望的强度、弹性和承受暴露于液体涂层并保持液体涂层的能力。此类涂层通常在一个或多个涂布操作中施加,然后固化或干燥以将涂层固定到位。这需要使用多步涂布工艺线来实现纸材处理操作,然后施加剥离涂层和粘合剂涂层来生产所需的产品。另选地,可在粘合剂涂布之前在单独的操作中将阻隔涂层、浸渍剂和粘结剂预涂布到纸上。
[0211]
即使在添加阻隔涂层、粘结剂和浸渍剂的情况下,将纸背衬用于遮蔽粘合带构造也存在明显的缺点。纸背衬在暴露于水或紫外光时固有地不稳定,并且在用于需要“湿砂磨”或用水砂磨的应用(通常用于汽车涂装等的行业)时往往会碎裂。纸背衬不以直线撕裂方式撕裂,而是倾向于以不同的角度撕裂,称为剥落,并在撕裂处留下碎裂边缘。许多现代纸基遮蔽粘合带使用压光或特别平滑的纸背衬制备,这使得一旦移除就能够获得更均匀的油漆线。另外,由于纸由粘结的纸纤维构成,因此形成的油漆线通常不像(共)聚合物胶带背衬的情况那样清晰;此类纸背衬通常比(共)聚合物膜背衬厚。
[0212]
此外,纸背衬胶带通常太硬并且缺乏足够的伸长率以允许以平滑弯曲的方式施加(即,在x
‑
y维度上弯曲以便在平坦表面上形成弯曲的油漆线)。通常,带纸背衬的胶带具有小于约25%的伸长率,并且在一些情况下小于15%,使得它们不适合遮蔽许多期望的构形。最后,由于需要施加阻隔涂层、粘结剂涂层、浸渍剂涂层,纸基遮蔽胶带可具有相对较高的生产成本。应当提及的是,每个此类步骤在溶剂去除和减少方面或者在干燥所述涂层的热要求方面也会导致浪费。
[0213]
(共)聚合物膜,尤其是聚烯烃基(共)聚合物膜,通常对湿气和水不敏感,通常具有低轮廓、高强度、良好的适形能力和低成本。然而,除了若干特定类型的(共)聚合物背衬之外,大多数(共)聚合物粘合带在不使用工具或胶带分配刀片的情况下难以或不可能用手撕开。
[0214]
因此,使用本公开的经热处理的主膜作为背衬的粘合带的优点之一是粘合带的撕裂强度可降低到更有用的量值。优选地,本公开的经热处理的主膜是可手撕的。所谓可手撕
是指具有一个或多个段的经热处理的主膜具有约100g
f
/密耳厚度或更小,在一些实施方案中约70g
f
/密耳厚度或更小,并且在某些实施方案中约55g
f
/密耳厚度或更小的撕裂强度。
[0215]
另外,在一些实施方案中,已发现由本文所述的经热处理的主膜构成的背衬构件(即,从改性区中的背衬的第一主面突起的凸起边缘)可允许上覆胶带部分或片材的粘合剂从下覆部分剥离,而无需使用在背衬的第一侧面上的剥离涂层或居间的可移除剥离衬垫。此类边缘具有足够的高度,使得成品胶带能够在没有过度用力、背衬撕裂或粘合剂内聚失效的情况下退绕。
[0216]
通过消除对此类涂层或衬垫的需要,本公开能够显著简化胶带制造和使用,因为不需要使用剥离涂层通常涉及的涂覆步骤、干燥烘箱、溶剂回收系统或辐射固化工艺。消除溶剂消除了挥发性有机化合物,也消除了运行烘箱的能量,从而使整个胶带制造过程更加高效。没有烘箱干燥对取向膜基材造成较少的热损坏,简化了幅材处理操作,并能够使用小得多的空间进行制造操作。
[0217]
经热处理的主膜的第一主面上的熔融(共)聚合物的边缘使得能够平滑且容易地退绕由其制成的根据本公开的胶带。据认为,边缘的最大高度是能够实现粘合剂剥离和后续退绕的关键参数,因为边缘上的最高点是将压敏粘合剂保持在距可手撕膜的主表面最远的位置(即,穿孔与其边缘之间的第一面或侧面的部分)。用富燃料火焰形成的改性区的熔融边缘的最高点与粘合剂之间的粘附力将受到限制,这是因为边缘与粘合剂之间的接触面积小,并且边缘的氧化程度低。
[0218]
改性区的构形和布置提供了经热处理的主膜,该主膜可易于沿直线或基本上直线撕裂,但具有足够的拉伸强度以用作粘合带中的背衬构件。胶带的撕裂起始和传播参数可根据需要通过控制改性区的布置和几何形状来控制。
[0219]
经热处理的主膜通常可在至少一个方向上用手撕开(可手撕),并且可形成为使得其在两个垂直方向上可手撕。与未根据本公开改性以具有改性区的类似(共)聚合物膜相比,本公开的经热处理的主膜可具有相对低的撕裂起始能和相对高的撕裂传播能。此外,与未根据本公开改性的类似(共)聚合物膜相比,本公开的经热处理的主膜的改性区允许沿基本上直线撕裂膜。改性区允许此类改进的撕裂特性,而不会过度削弱膜的拉伸强度。
[0220]
通过控制膜特性(例如,膜厚度等)以及差示加热工艺条件和设备(例如,膜速度和厚度、加热区的布置和形状等),可根据需要控制改性区的位置、间距和形状(例如,以优化撕裂起始和传播力、撕裂方向性、适形能力等)。例如,改性区可为基本上圆形的、椭圆形的、菱形的、三角形的或具有某种其他几何形状,并且可被布置成有序的均匀阵列或以不规则方式布置(例如,其中间距或相对位置或两者均有变化)。
[0221]
在包括本公开的经火焰冲击差示热处理的主膜的粘合带背衬需要更容易撕裂的一些实施方案中,(共)聚合物膜中的改性区通常优选为非圆形,并且其长度为其宽度的至少1.25倍,并且通常为其宽度的至少2倍。虽然整个主膜上的不同单独改性区可表现出变化,其中它们相应的中心部分和周围边缘部分的尺寸略有不同,但它们通常各自具有长轴和短轴。长轴是沿着改性区的长度的线,并且短轴是沿着改性区的宽度的线(例如,以形成人字形图案)。在一个具体实施中,沿着每个改性区的长轴投影的线穿过相邻的第二改性区。在特定具体实施中,沿着每个改性区的长轴投影的线沿着或平行于相邻改性区的短轴穿过相邻改性区。
[0222]
根据本公开,改性区可以一定方式布置,使得它们促进膜容易沿顺维或纵向(md)和横维或横向(td)撕裂。改性区充分地保持膜的拉伸强度,使得它可足够坚固以用作胶带背衬,同时赋予膜所需的直线撕裂特性,使得它可方便地用作胶带背衬。本发明使得能够使用(共)聚合物膜作为背衬来形成可手撕片材和胶带,否则该背衬将表现出不期望的撕裂和拉伸特性,例如当从它们所施加的卷或表面剥离时的剥落(例如,使用遮蔽胶带)、不适当高的撕裂起始力、不适当高的撕裂传播力、导致锯齿状或非直线撕裂线的趋势等。使用本公开的膜制成的粘合带可提供优异的撕裂特性,诸如受控的撕裂传播以避免剥落、裂开和不可预测的失效;易于处理和施加的均匀纹理,以及通过用作粘合剂润湿的视觉指示器而在视觉上指示适当粘附性的能力。后一种性能参数对于其中本公开的膜用作遮蔽胶带的背衬的实施方案特别有价值。
[0223]
在一些示例性实施方案中,改性区以有序阵列布置。在其他示例性实施方案中,改性区以随机方式布置。在某些示例性实施方案中,改性区具有基本上类似的单独构形。在其他示例性实施方案中,改性区具有变化的单独构形。
[0224]
在某些示例性实施方案中,经热处理的主膜以卷状形式提供(例如,卷状裸片材或带粘合剂背衬的卷状膜)。在一些实施方案中,经热处理的主膜可由单个均一化段(即,包括均一化的改性区阵列的片材)组成。在其他实施方案中,经热处理的主膜可包括两个或更多个段,其中这些段在性质上或甚至在改性区的存在上不同。
[0225]
在某些此类实施方案中,经热处理的主膜具有第一段和第二段,该第一段具有多个改性区的第一阵列,该第二段具有多个改性区的第二阵列,其中该第一阵列在一个或多个特性上不同于该第二阵列。在一些此类实施方案中,该特性选自以下项:(1)相邻改性区之间的平均距离,(2)改性区的形状,(3)改性区的尺寸,以及(4)边缘部分的平均厚度。
[0226]
如果需要,可制备粘合带,其中经热处理的主膜具有第一段和第二段,该第一段具有多个改性区的第一阵列,该第二段具有多个改性区的第二阵列,其中该第一阵列在一个或多个特性上不同于该第二阵列。这可通过使用具有凹陷的对应阵列的背衬辊以同时形成多个段或顺序形成改性区的相应段来实现。
[0227]
根据需要,可形成改性区的相应阵列,该阵列包括选自以下特性中的一个或多个特性的差异:(1)相邻改性区之间的平均距离,(2)改性区的形状,(3)改性区的尺寸,以及(4)边缘部分的平均厚度。
[0228]
因此,在另外的示例性实施方案中,经热处理的主膜具有第一段和第二段,该第一段具有多个改性区的阵列,该第二段基本上不含改性区。
[0229]
图6a示出了本公开的粘合剂制品的例示性实施方案,其中经热处理的主膜前体118'为细长胶带,该细长胶带包括不具有改性区20的多个段124,其中还散布着具有根据本公开的改性区的段126。在胶带应用中,此类构形可用于使膜在对应于段126的离散长度处更容易适形或分离。段可具有所需的相对尺寸和间距。
[0230]
图6b示出了本公开的粘合剂制品的另一个例示性实施方案,其中经热处理的主膜前体118'为细长胶带,该细长胶带包括中心段132以及不具有改性区20的相邻段130。在胶带构形中,此类构形可用于使得膜在细长的中间部分中更容易适形(例如,绕墙壁拐角弯曲)。应当理解,本公开的经热处理的主膜可由具有改性区20的阵列的一个或多个第一段和与第一段不同的不具有改性区20或改性区20的阵列的一个或多个其他段的其他期望构形
制成。这样,根据本公开可在不同位置并以不同构型实现具有不同特性(诸如撕裂强度、适形能力等)的经热处理的主膜。
[0231]
在某些有利的实施方案中,中心部分和互补的周围边缘部分通常为圆形、细长椭圆形、矩形、或以如下方式布置的其他形状,该方式使得每个改性区的长轴与相邻改性区相交或在相邻改性区附近通过以提供最佳撕裂特性。
[0232]
本公开的胶带的特征是,背衬中的改性区各自具有在火焰冲击期间形成的凸起的脊或边缘。此前,已观察到该边缘提供穿孔膜的增强的撕裂特性并且还赋予轻微纹理,该轻微纹理导致膜更接近地类似于适形材料。如上所述,在一些具体实施方案中,已惊奇地发现,此类凸起的脊或边缘消除了在粘合带构造中使用剥离涂层或衬垫的需要。
[0233]
如在美国专利7,037,100中并参考其中的图4所述,“在聚合物膜14中形成的穿孔图案对本公开的布样膜和胶带背衬的撕裂和拉伸特性具有很大影响”(the perforation pattern formed in polymeric film 14has a strong influence on the tear and tensile properties of the cloth
‑
like films and tape backings of the disclosure)。
[0234]
现在参考图4,示出了典型穿孔图案28的放大布局的一部分,其中纵向上下取向,并且横向从左到右取向。所描绘的穿孔图案28包括一系列穿孔行,其被标识为具有穿孔1a、1b和1c的第一行;具有穿孔2a、2b和2c的第二行;具有穿孔3a、3b和3c的第三行;具有穿孔4a、4b和4c的第四行;以及具有穿孔5a、5b和5c的第五行。通常,穿孔形成沿膜的表面的大部分或全部延伸的图案,因此图4所示的图案仅为一个此类图案的一部分。
[0235]
美国专利6,635,334(jackson等人)和7,138,169(shiota等人)公开了多种图案,这些图案可用于本公开的经热处理的主膜中的改性区,以获得所得胶带的期望的最终撕裂、折皱、折叠和其他物理特性。根据本公开,此类图案可用于形成封闭的改性区(即,改性区的中心部分不以现有技术中公开的穿孔的方式完全穿透膜)。
[0236]
不希望受任何理论的束缚,据信改性区图案的密度有助于本公开的膜和胶带的适形能力和折叠能力以及撕裂和拉伸特性,并且降低密度或改变其分布以便提供沿纵向(md)或横维或横向(td)或两者的通道(其中传播的撕裂可能不会遇到改性区),这导致与最优选的图案相比,适形能力降低,并且沿此类无改性通道的方向的撕裂和拉伸特性不太理想。本公开的胶带适形于基材诸如盒、容器、皮肤、汽车部件和面板以及其他材料,从而使得压敏粘合剂能够与该部件或基材紧密接触,从而增加胶带和基材之间的粘附力。此外,当用于典型的油漆喷涂操作时,本公开的粘合带可被折叠以便产生柔软的油漆边缘,这对于类似的带纸背衬的遮蔽胶带是众所周知的。
[0237]
另外,据信每个中心部分周围的凸起边缘部分用于钝化撕裂的传播,从而更好地用手控制撕裂,并增大撕裂传播力(相对于未穿孔膜的撕裂传播力)。然而,相对于前体膜的撕裂起始力,尤其是对于最优选的图案,撕裂起始力减小,因为改性区密度确保如此构造的任何膜或胶带的边缘将在边缘处或极其靠近边缘处具有改性区。令人惊讶的是,已发现当用于遮蔽应用时,如本文所述制备的胶带可表现出非常清晰且均匀的油漆线,即使该胶带具有如所述的改性区和不同的厚度。据信,此类膜和所得胶带在厚度或z轴尺寸上具有优异的适形能力,从而允许改善与它们所粘附到的基材的接触。因此,出于撕裂起始的目的,本发明的膜和胶带表现得类似于带凹口的膜,但不发生明显剥落,这对于带纸背衬的遮蔽胶
带而言是一个问题,尤其是当用于潮湿环境中时。
[0238]
在一些实施方案中,由本公开提供的经火焰冲击差示热处理的主膜可独特地提供各种期望的属性组合,在某些示例性实施方案中包括(例如,方便的手撕能力、固有的防潮性和防水性、抗剥落性、直线撕裂传播性、低轮廓、低成本、高适形能力(即,由于(共)聚合物膜的固有柔性和由于变薄的中心部分所得的额外“给予”火焰冲击膜,能够形成具有连续平坦外边缘或凸边缘的半径))。另外,当用于粘合带应用中时,由本公开提供的经热处理的主膜通常不需要使用阻隔涂层、粘结剂涂层和浸渍剂涂层。
[0239]
本公开的操作将参照以下详述的实施例另外描述。提供这些实施例以另外说明各种具体和优选的实施方案和技术。然而,应当理解,可做出许多变型和修改而仍落在本公开的范围内。
[0240]
实施例
[0241]
这些实施例仅是为了例示性目的,且并非意在过度地限制所附权利要求书的范围。尽管示出本公开的广义范围的数值范围和参数为近似值,但尽可能精确地记录具体示例中示出的数值。然而,任何数值都固有地包含某些误差,其各自的测试测量中所存在的标准偏差必然会引起这种误差。最低程度上说,并且在不试图将等同原则的应用限制到权利要求书的范围内的前提下,至少应当根据所报告的有效位数并通过应用惯常的四舍五入法来解释每个数值参数。
[0242]
材料汇总
[0243]
除非另有说明,否则实施例及本说明书其余部分中的所有份数、百分比、比等均以重量计。除非另有说明,否则所用的溶剂和其它试剂可得自威斯康星州密尔沃基的西格玛奥德里奇化学公司(sigma
‑
aldrich chemical company(milwaukee,wi))。
[0244]
前体(共)聚合物膜
[0245]
通过挤压涂布将大约50微米厚的聚(乙烯
‑
共
‑
丙烯酸)(primacor 3440树脂,得自陶氏化学公司(dow))涂层施加至大约50微米厚的双轴取向聚对苯二甲酸乙二醇酯(00990197,得自亚拉巴马州迪凯特的3m公司(3m company,decatur,al))膜的表面,以获得实施例1、2和比较例3中所述的前体膜。将聚(乙烯
‑
共
‑
丙烯酸)层的两英尺长部分从上述构造分层,以制备用于比较例2中的前体膜。使用通过挤出铸塑工艺(爱荷华州诺克斯维尔的3m公司(3m company,knoxville ia))制备的大约66微米厚的聚丙烯膜来制备比较例1。
[0246]
测试方法
[0247]
约束热致弹性恢复测试
[0248]
使用ta instrument rsa g2型动态机械分析仪(特拉华州纽卡斯尔的ta仪器公司(ta instruments,new castle,de)以拉伸模式测量试样的热致弹性恢复应力。
[0249]
沿膜方向的长轴切割试样以用于测量;实际上,这意味着横向膜方向(td)为md 6.2mm和td 25mm的维度。以1%的固定应变夹住紧试样,使得测试条平坦且均匀地定位。首先将试样在30℃下调理2分钟,然后将其以3℃/分钟的速率从30℃加热至190℃。在这些固定夹紧的条件下,在加热时,随着温度的升高,并且随着膜的结晶或其他硬质相段软化和熔融,产生轴向回缩或弹性恢复力。在dma的拉伸模式下,固定应变下的轴向力反映加热期间释放的恢复应力。归一化应力随温度变化的曲线图示出了在由加热引起的弹性恢复期间的应力变化。通过用膜横截面的面积归一化轴向力来获得归一化应力。由于热致应力沿应变
方向施加在试样夹具上,因此所报告的值为负值(即,试样对夹具所附连到的力传感器施加拉力或拉伸回缩力)。
[0250]
图7为示出与wo2016105501中所述的并且适合在差示热处理之前用作载体膜的对比双轴取向聚丙烯膜展示的约束弹性恢复应力相比,在根据本公开的实施方案的非取向流延前体膜中没有约束弹性恢复应力的曲线图。
[0251]
光学显微镜测试方法
[0252]
使用带数码相机的olympus光学显微镜(型号bx51trf)拍摄试验样本的光学显微图像。将试样切割成宽度为25mm、长度为75mm的大致尺寸。将试样安装在载玻片上并置于显微镜的物镜下。在2.5倍放大率下捕获图像。
[0253]
油墨渗透测试
[0254]
对于油墨渗透测试,将样品切割成大致尺寸为305mm
×
150mm的片材。将样品片材覆盖在a4尺寸(210mm
×
297mm)的打印纸上。使用特大号夏普(sharpie)永久性记号笔将油墨施加在样品片材的顶侧(不面向纸的一侧)上。在分析油墨是否透过样品片材渗透到纸之后记录油墨渗透率。
[0255]
火焰冲击差示热处理工艺
[0256]
使用图1所示的火焰冲击差示热处理装置来制备实施例。使用如在美国专利7,037,100的图3中大体所示的火焰冲击差示热处理装置来制备比较例。使用以下操作条件。
[0257]
将压缩空气与天然气燃料(化学计量比为9.7:1,热含量为37.7kj/l)在文丘里混合器(来自北卡罗来纳州莫里斯维尔的弗林燃烧器公司(flynn burner corporation,mooresville,north carolina))中预混合以形成可燃混合物。用热质量流量计(得自加利福尼亚州玛丽娜的福克斯热仪器公司(fox thermal instruments,inc.,marina,california))测量空气和天然气的流速,并且用伺服电机驱动的针型阀(得自弗林燃烧器公司)控制天然气和空气的流速。调节所有流速以实现0.97的火焰当量比(10/1的空气/燃料比)和820w/cm2燃烧器面积的归一化功率(13,500btu/hr
‑
in.燃烧器长度)。可燃混合物通过管道进入美国专利7,635,264所述类型的带状燃烧器,该带状燃烧器包括安装在水冷铝外壳(得自弗林燃烧器公司)中的30.5cm长
×
1.9cm宽的8端口波纹不锈钢带。
[0258]
该燃烧器邻近35.5cm直径、46cm面宽的冷硬钢背衬辊(得自威斯康星州联合格罗夫的美国滚筒公司(american roller company,union grove,wisconsin))安装。背衬辊的温度由240l/min的再循环水流在10℃的温度下控制。在背衬辊的面上镀覆0.5mm铜,在辊的面的中心29cm处蚀刻美国专利7,037,100的图6中所示的穿孔图案,然后在整个面上涂覆0.01mm的铬(由宾夕法尼亚州纽卡斯尔的custom etch rolls公司(custom etch rolls inc.,new castle,pennsylvania)提供)。将压力为约35kpa/m2(5psig)的经过滤压缩空气吹到背衬辊上,以可控地减少背衬辊的中心图案化部分上的水冷凝量。燃烧器外壳的面与背衬辊的面之间的距离(其为美国专利7,037,100的图4中的d距离)被调整为11mm。美国专利7,037,100的图4中的e距离等于3mm。
[0259]
前体膜由惰辊引导以包裹在冷却的背衬辊周围和辊的图案化部分上,并且以15
‑
40m/min的速度通过火焰冲击过程。膜的上游和下游张力保持在大约2.2牛/线性厘米。为了确保聚丙烯膜与冷却背衬辊之间的紧密接触,将覆盖有6mm arcomax 8007弹性体(得自威斯康星州联合格罗夫的美国滚筒公司)的10cm直径、40cm面宽的入口轧辊相对于燃烧器位
于冷却背衬辊的入口侧上大约45度处。用再循环水保持在38℃的温度下的水冷式防护罩定位在轧辊和燃烧器之间。轧辊与背衬辊的接触压力保持在大约50牛/线性厘米。
[0260]
示例性流延(非取向)膜的火焰冲击差示热处理
[0261]
将如上所述的8端口、3/4英寸顺维带状燃烧器用于比较例和实施例。用圆形图案化背衬辊从12英寸宽的膜生成比较例c1和c2以及实施例1。用人字形图案化背衬辊从6英寸宽的幅材生成实施例2。使用拼接在12英寸宽bopp膜的辊之间的eaa膜的2英尺
×
12英寸部分来生成比较例c2。
[0262]
所有这些比较例和实施例均以10磅至15磅的总张力制备。对于形成并卷绕到辊上的指示(共)聚合物的厚度为约30微米至约40微米的成品片材,火焰条件(功率、当量比、间隙)和背衬辊温度保持恒定。基于给定的输入膜构造,改变幅材速度以找到穿孔的所需操作范围。用于这些比较例和实施例的工艺条件汇总于表1中。
[0263]
表1:流延膜的火焰处理条件
[0264][0265]
a条件针对上述火焰冲击差示热处理装置。
[0266]
b流延eaa(2英尺)与1.6密耳bopp拼接;
[0267]
c实施例2用背衬辊上的人字形图案进行热处理,膜宽度为6英寸,所有其他样品用膜宽度为12英寸的圆形图案进行热处理。
[0268]
比较例c1和c2示出了通过差示火焰处理工艺加工流延膜的难度。
[0269]
比较例c1:不具有载体膜的流延pp膜
[0270]
使不能够如上所述进行热致自成形的2.6密耳流延(非取向)聚丙烯(pp)膜经受图1所示和上文所述的火焰冲击热处理工艺,不同的是在冷却支承辊202和前体膜100之间不使用载体膜。
[0271]
图8a示出了该比较例的经热处理的主膜的一部分的显微照片。经加工的流延pp膜表现出显著的可见损伤和热褶皱。图8b的显微照片示出流延pp上的边缘结构未完全形成并且缺乏均匀性。图8a和图8b的显微照片突出了与在火焰冲击差示热处理工艺中加工流延膜相关的一些挑战。由于幅材断裂和张紧问题,通过火焰穿孔器对流延膜进行幅材处理通常是困难的。
[0272]
比较例c2:不具有载体膜的拼接流延eaa膜
[0273]
将有目的地从如上所述的eaa
‑
pet构造分层的2密耳eaa的2英尺长的样品用作输入幅材以制备该实施例。将2英尺长的样品拼接成bopp膜的卷,以通过差示热处理工艺输送膜。通过高功率火焰穿孔器单元加工接头是一项具有挑战性的任务。在该示例中,eaa材料一到达火焰区,它就会熔化,并且幅材断裂。图8(c)示出了该比较例的经热处理的主膜的一部分在2.5倍放大率下的显微照片;图像中几乎看不到背衬辊的凹形图案。
[0274]
实施例1:pet载体膜上的eaa前体膜,其中pet暴露于火焰
[0275]
在该实施例中,将如上所述的2密耳取向pet膜上的2密耳eaa流延膜用面向火焰的pet在表1所列的条件下穿孔。在该构造中,通过使用拉幅工艺双轴拉伸来制备pet层,然后使用如上所述的挤压涂布用2密耳eaa涂布pet。pet层的拉伸在该层中引入内应力,该内应力使得火焰冲击差示热处理工艺能够通过热诱导应力弛豫产生延伸穿过前体膜和载体膜的主面的开口或穿孔。
[0276]
图10a示出了该实施例的pet载体膜上的经热处理的主膜的一部分的显微照片。如该显微照片所示,该经热处理的主膜在膜构造的表面上表现出处理区的均匀图案。图10a清楚地示出了在使用取向载体膜进行的火焰冲击差示热处理工艺中形成的边缘和中心区域。这与图8a至图8c的照片中所示的经热处理的膜形成对比,该经热处理的膜在不使用取向载体膜的情况下制备。
[0277]
在将经eaa热处理的主膜从载体膜分层时,该经热处理的主膜保留在火焰冲击差示热处理工艺中产生的边缘,如图10b的显微照片所示。
[0278]
为了测试处理区的中心部分的开口程度,使实施例1的经热处理的主膜经受上述油墨渗透测试。将油墨施加到经eaa热处理的主膜的主面上,并且发现油墨不穿透经eaa热处理的主膜,这表明在火焰冲击差示热处理之后不存在延伸穿过经eaa热处理的主膜的主面的孔。
[0279]
还使比较例1和2以及实施例1的经热处理的主膜经受如上所述的弹性恢复测试。图7示出了与比较例1和2的经热处理的主膜表现出的显著约束弹性恢复应力相比,实施例1的经热处理的主膜中没有约束弹性恢复应力。
[0280]
实施例2:pet载体膜上的eaa前体膜,其中pet暴露于火焰
[0281]
在实施例2中,使用与实施例1相同的设置,不同的是背衬
‑
辊图案从圆形图案变为人字形图案。
[0282]
图9a示出了该实施例的pet载体膜上的经热处理的主膜的一部分的显微照片。如显微照片所示,该经热处理的主膜表现出经热处理的主膜中的穿孔(即,开口)的处理区的均匀图案。
[0283]
在分层时,eaa层保留孔和边缘的图案。图9b为多个改性区的照片,所述多个改性区具有延伸穿过该经热处理的主膜的主面的开口、穿孔的中心部分。
[0284]
使该经热处理的主膜经受如上所述的油墨渗透测试。发现在火焰冲击差示热处理之后油墨渗透穿过经eaa热处理的主膜的主面,从而表明存在延伸穿过该经热处理的主膜的主面的开口或孔。
[0285]
比较例c3:pet载体膜上的eaa前体膜,其中eaa暴露于火焰
[0286]
比较例c3使用与实施例1相同的火焰穿孔条件,但是eaa载体膜面向火焰。当eaa前
体膜暴露于火焰时,pet载体膜上的经热处理的主膜表现出严重的损伤和热褶皱。当pet载体层暴露于火焰时情况并非如此,如图9a至图9b所示。与pet(260℃)和pp(160℃)相比,对eaa膜的物理损伤可归因于eaa的较低熔点(约105℃)。图6(c)还示出,即使可在eaa
‑
pet构造中形成一些边缘/孔,该过程也是非常不均匀的。
[0287]
表2汇总了比较例和实施例的特性。比较例c1和c2示出,在流延pp膜或流延eaa膜上形成孔/边缘的均匀图案由于流延膜中缺乏内应力而具有挑战性。通常,对此类膜进行穿孔会导致热损坏和褶皱。实施例1和2示出了通过使用取向载体膜(诸如双轴拉伸pet膜)可在流延膜上形成具有或不具有孔的边缘的基本上均匀的图案。实施例1示出使用该方法可实现封闭的穿孔,而实施例2示出使用该方法也可以实现开口的穿孔。比较例c3示出,对于pet构造上的该特定eaa,重要的是将膜取向成使得pet层直接暴露于火焰,因为将eaa层直接暴露于火焰导致膜的热损坏和褶皱。
[0288]
表2:经火焰冲击热处理的流延前体膜的特性
[0289][0290]
本说明书中通篇提及的“一个实施方案”、“某些实施方案”、“一个或多个实施方案”或“实施方案”,无论在术语“实施方案”前是否包括术语“示例性的”都意指结合该实施方案描述的特定特征、结构、材料或特性包括在本公开的某些示例性实施方案中的至少一个实施方案中。因此,在本说明书通篇各处出现的短语诸如“在一个或多个实施方案中”、“在某些实施方案中”、“在一个实施方案中”或“在实施方案中”不一定是指本公开的某些示例性实施方案中的同一实施方案。此外,具体特征、结构、材料或特性可在一个或多个实施方案中以任何合适的方式组合。
[0291]
虽然本说明书已经详细地描述了某些示例性实施方案,但是应当理解,本领域的技术人员在理解上述内容后,可很容易地想到这些实施方案的更改、变型和等同物。因此,应当理解,本公开不应不当地受限于以上示出的例示性实施方案。特别地,如本文所用,用端值表述的数值范围旨在包括该范围内所包含的所有数值(例如,1至5包括1、1.5、2、2.75、3、3.80、4和5)。另外,本文所用的所有数字都被认为是被术语“约”修饰。
[0292]
此外,本文引用的所有出版物和专利均以引用的方式全文并入本文中,如同各个单独的出版物或专利都特别地和单独地指出以引用方式并入一般。已对各个示例性实施方案进行了描述。这些实施方案以及其他实施方案均在以下权利要求书的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1