复合材料、鼻梁压条及其制备方法和口罩与流程
1.本发明涉及高分子材料领域,特别是涉及一种复合材料、鼻梁压条及其制备方法和口罩。
背景技术:
2.口罩作为预防感染的重点防护用具,主要包括口罩本体和鼻梁压条。早期鼻梁压条为金属鼻梁压条,然而金属鼻梁压条比较重,舒适性差。因此,最近出现了一些pe鼻梁压条,然而pe鼻梁压条的定型性差,与鼻梁贴合不牢,防护效果较差。
技术实现要素:
3.基于此,有必要提供一种定型性好且耐折弯性好的复合材料。
4.一种复合材料,以质量份数计,包括以下组分:45份~60份的丁二烯
‑
苯乙烯嵌段共聚物、2份~5份的乙烯
‑
丙烯酸酯共聚物和25份~35份的无机填充物。
5.上述复合材料通过丁二烯
‑
苯乙烯嵌段共聚物、乙烯
‑
丙烯酸酯共聚物及无机填充物的配合,使得上述复合材料的定型性好且耐折弯性好。
6.在其中一个实施例中,以质量份数计,所述丁二烯
‑
苯乙烯嵌段共聚物的熔融指数为8g/10min~12g/10min;
7.及/或,所述乙烯
‑
丙烯酸酯共聚物中丙烯酸酯含量为9%~35%;
8.及/或,所述乙烯
‑
丙烯酸酯共聚物选自乙烯
‑
丙烯酸甲酯共聚物、乙烯
‑
丙烯酸乙酯共聚物及乙烯
‑
丙烯酸丁酯共聚物中的至少一种。
9.及/或,所述乙烯
‑
丙烯酸酯共聚物的熔融指数为0.5g/10min~20g/10min。
10.在其中一个实施例中,以质量份数计,所述复合材料还包括10份~20份的聚乙烯。
11.在其中一个实施例中,以质量份数计,所述复合材料还包括10份~15份的聚苯乙烯。
12.在其中一个实施例中,以质量份数计,所述复合材料还包括5份~10份的粘合剂。
13.在其中一个实施例中,所述粘合剂选自c5石油树脂、c5加氢石油树脂、 c9石油树脂、c9加氢石油树脂及α
‑
甲基苯乙烯树脂中的至少一种。
14.在其中一个实施例中,以质量份数计,所述复合材料还包括0.1份~0.3份的抗氧化剂。
15.在其中一个实施例中,所述无机填充剂选自碳酸钙及白碳黑中的至少一种。
16.一种鼻梁压条,包括上述复合材料。
17.一种鼻梁压条的制备方法,包括以下步骤:
18.将上述复合材料的各组分混合后挤出成型,制备鼻梁压条。
19.一种口罩,包括口罩本体和设置在所述口罩本体上的鼻梁压条,所述鼻梁压条由上述复合材料制成。
具体实施方式
20.为了便于理解本发明,下面将对本发明进行更全面的描述。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使本发明公开内容更加透彻全面。
21.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
22.本发明一实施方式提供了一种复合材料,以质量份数计,该复合材料包括以下组分:45份~60份的丁二烯
‑
苯乙烯嵌段共聚物、2份~5份的乙烯
‑
丙烯酸酯共聚物和25份~35份的无机填充物。
23.丁二烯
‑
苯乙烯嵌段共聚物(sb),又称k
‑
resin(k胶),具有低凝胶、良好的耐冲击性能、密度小、无毒、定型性好、加工性能优异。
24.在其中一个实施例中,丁二烯
‑
苯乙烯嵌段共聚物熔点为60℃~100℃。进一步地,丁二烯
‑
苯乙烯嵌段共聚物熔点为60℃~80℃。
25.在其中一个实施例中,丁二烯
‑
苯乙烯嵌段共聚物熔融指数为8g/10min ~12g/10min(astm d1238,200℃/5kg)。进一步地,丁二烯
‑
苯乙烯嵌段共聚物熔融指数为8g/10min~10g/10min(astm d1238,200℃/5kg)。
26.在一个具体的示例中,丁二烯
‑
苯乙烯嵌段共聚物为茂名石化的sl
‑
803g。
27.可选地,在上述复合材料中,丁二烯
‑
苯乙烯嵌段共聚物的质量份数为45 份、48份、50份、55份或60份。进一步地,在上述复合材料中,丁二烯
‑
苯乙烯嵌段共聚物的质量份数为45份~55份。
28.乙烯
‑
丙烯酸酯共聚物具有卓越的热稳定性、出色的柔韧性、优异的强度,使得上述复合材料具有良好的柔韧性,且乙烯
‑
丙烯酸酯具有极性和非极性官能团可以使聚合物相容良好,提高鼻梁压条的抗撕裂能力。
29.在其中一个实施例中,乙烯
‑
丙烯酸酯共聚物选自乙烯
‑
丙烯酸甲酯共聚物 (ema)、乙烯
‑
丙烯酸乙酯共聚物(eea)及乙烯
‑
丙烯酸丁酯共聚物(eba) 中的至少一种。
30.在其中一个实施例中,乙烯
‑
丙烯酸酯共聚物熔融指数为0.5g/10min ~20g/10min(astm d1238,190℃/2.16kg)。进一步地,乙烯
‑
丙烯酸酯共聚物熔融指数为0.5g/10min~10g/10min(astm d1238,190℃/2.16kg)。
31.可选地,乙烯
‑
丙烯酸酯共聚物中丙烯酸酯含量为9%~35%。进一步地,乙烯
‑
丙烯酸酯共聚物中丙烯酸酯含量为20%~30%。可选地,乙烯
‑
丙烯酸甲酯共聚物的熔点为80℃~130℃。进一步地,乙烯
‑
丙烯酸甲酯共聚物的熔点为80℃~100℃。在一个可选地具体示例中,乙烯
‑
丙烯酸甲酯共聚物为杜邦的elvaloy 1125ac。
32.可选地,在上述复合材料中,乙烯
‑
丙烯酸酯共聚物的质量份数为2份、2.5 份、3份、3.5份、4份或5份。进一步地,在上述复合材料中,乙烯
‑
丙烯酸酯共聚物的质量份数为3份~5份。
33.无机填充物可以作为增强材料,用于提高上述复合材料的拉伸强度、压缩载荷、刚度、抗冲击、抗压强度等性能。可选地,无机填充剂选自碳酸钙及白碳黑中的至少一种。
34.在其中一个实施例中,无机填充物为粉末状,目数不小于200目。在一个可选地具
体示例中,无机填充物为400目、600目、800目、1000目、1600目、 2000目或3000目的碳酸钙。
35.可选地,在上述复合材料中,无机填充物的质量份数为25份、28份、30 份、33份或35份。进一步地,在上述复合材料中,无机填充物的质量份数为 28份~35份。
36.在一些实施例中,以质量份数计,上述复合材料还包括10份~20份的聚乙烯。聚乙烯(pe)可以为上述复合材料提供优良的牵引性能,优越的抗环境应力开裂性能,防止在生产过程中开裂。可选地,聚乙烯选自高密度聚乙烯及线性低密度聚乙烯中的至少一种。
37.在其中一个实施例中,聚乙烯为线性低密度聚乙烯。可选地,线性低密度聚乙烯为fb2230。进一步地,线性低密度聚乙烯fb2230的熔点为110℃~130℃。
38.可选地,聚乙烯的质量份数为10份、14份、15份、18份或20份。进一步地,聚乙烯的质量份数为10份~15份。
39.在一些实施例中,上述复合材料还包括10份~15份的聚苯乙烯,聚苯乙烯 (ps)可以提高上述复合材料的强度和刚性,使其具有更优异的定型效果。并且还可以使得复合材料具有良好的绝缘性、易着色、加工流动性好、刚性好及耐化学腐蚀性好。可选地,所述的聚苯乙烯选自抗冲击级聚苯乙烯及通用级聚苯乙烯中的至少一种。
40.在其中一个实施例,聚苯乙烯为抗冲击级聚苯乙烯。进一步地,抗冲击级聚苯乙烯为台化的hips 8250。
41.可选地,聚苯乙烯的质量份数为10份、11份、12份、13份或15份。进一步地,聚苯乙烯的质量份数为10份~13份。
42.在一些实施例中,以质量份数计,上述复合材料还包括5份~10份的粘合剂。粘合剂用于提高上述复合材料的粘合度,防止上述复合材料在制备、加工或使用过程中开裂。可选地,粘合剂选自c5石油树脂、c5加氢石油树脂、c9石油树脂、c9加氢石油树脂及α
‑
甲基苯乙烯树脂中的至少一种。石油树脂可以起到增粘、补强、软化的作用,为上述复合材料提供增黏及润湿效果,改善上述复合材料的润湿性,并调节粘性和热稳定性。在一个具体示例中,石油树脂为恒河的c5加氢石油树脂。可选地,在上述复合材料中,粘合剂的质量份数为5份、 6份、7份、8份或10份。进一步地,在上述复合材料中,粘合剂的质量份数为 8份~10份。
43.在一些实施例中,以质量份数计,上述复合材料还包括0.1份~0.3份的抗氧化剂。抗氧剂能防止聚合物材料氧化质变。可选地,抗氧剂选自三(2,4
‑
二叔丁基苯基)亚磷酸酯(抗氧化剂168)、β
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯基)丙酸正十八碳醇酯(抗氧化剂1076)及四[β
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯基)丙酸]季戊四醇酯(抗氧化剂1010)中的至少一种。可选地,在上述复合材料中,抗氧化剂的质量份数为0.1份、0.15份、0.2份、0.25份或0.3份。进一步地,在上述复合材料中,抗氧化剂的质量份数为0.1份~0.2份。
[0044]
进一步地,抗氧化剂为抗氧化剂168和抗氧化剂1076的混合物。抗氧化剂 168和抗氧化剂1076两者有协同效应。在一个具体示例中,抗氧化剂为巴斯夫的抗氧化剂168和巴斯夫的抗氧化剂1076按2:1的质量比例复配而得。
[0045]
在其中一个实施例中,以质量份数计,上述复合材料包括45份~60份的丁二烯
‑
苯乙烯嵌段共聚物、2份~5份的乙烯
‑
丙烯酸酯共聚物、25份~35份的无机填充物和10份~20份的聚乙烯。可选地,上述复合材料由以下组分组成:45份~60份的丁二烯
‑
苯乙烯嵌段共聚物、2份~5份的乙烯
‑
丙烯酸酯共聚物、25份~35 份的无机填充物和10份~20份的聚乙烯。进一步地,以质量份数计,上述复合材料包括45份~55份的丁二烯
‑
苯乙烯嵌段共聚物、
3份~5份的乙烯
‑
丙烯酸酯共聚物、28份~35份的无机填充物和10份~15份的聚乙烯。
[0046]
在其中一个实施例中,以质量份数计,上述复合材料包括45份~60份的丁二烯
‑
苯乙烯嵌段共聚物、2份~5份的乙烯
‑
丙烯酸酯共聚物、25份~35份的无机填充物和10份~15份的聚苯乙烯。可选地,上述复合材料由以下组分组成:45 份~60份的丁二烯
‑
苯乙烯嵌段共聚物、2份~5份的乙烯
‑
丙烯酸酯共聚物、25份~35份的无机填充物和10份~15份的聚苯乙烯。进一步地,以质量份数计,上述复合材料包括45份~55份的丁二烯
‑
苯乙烯嵌段共聚物、3份~5份的乙烯
‑
丙烯酸酯共聚物、28份~35份的无机填充物和10份~13份的聚苯乙烯。
[0047]
在其中一个实施例中,以质量份数计,上述复合材料包括45份~60份的丁二烯
‑
苯乙烯嵌段共聚物、2份~5份的乙烯
‑
丙烯酸酯共聚物、25份~35份的无机填充物、10份~15份的聚苯乙烯或10份~20份的聚乙烯、和5份~10份的粘合剂。可选地,上述复合材料由以下组分组成:45份~60份的丁二烯
‑
苯乙烯嵌段共聚物、2份~5份的乙烯
‑
丙烯酸酯共聚物、25份~35份的无机填充物、10份~15 份的聚苯乙烯或10份~20份的聚乙烯、和5份~10份的粘合剂。进一步地,以质量份数计,上述复合材料包括45份~55份的丁二烯
‑
苯乙烯嵌段共聚物、3份~5份的乙烯
‑
丙烯酸酯共聚物、28份~35份的无机填充物、10份~15份的聚苯乙烯或10份~13份的聚乙烯、和8份~10份的粘合剂。
[0048]
在其中一个实施例中,以质量份数计,上述复合材料包括45份~60份的丁二烯
‑
苯乙烯嵌段共聚物、2份~5份的乙烯
‑
丙烯酸酯共聚物、25份~35份的无机填充物、10份~15份的聚苯乙烯或10份~20份的聚乙烯、和5份~10份的粘合剂和0.1份~0.3份的抗氧化剂。可选地,上述复合材料由以下组分组成:45份~60份的丁二烯
‑
苯乙烯嵌段共聚物、2份~5份的乙烯
‑
丙烯酸酯共聚物、25份~35 份的无机填充物、10份~15份的聚苯乙烯或10份~20份的聚乙烯、5份~10份的粘合剂和0.1份~0.3份的抗氧化剂。进一步地,以质量份数计,上述复合材料包括45份~55份的丁二烯
‑
苯乙烯嵌段共聚物、3份~5份的乙烯
‑
丙烯酸酯共聚物、 28份~35份的无机填充物、10份~15份的聚苯乙烯或10份~13份的聚乙烯、8 份~10份的粘合剂和0.2份~0.2份的抗氧化剂。
[0049]
上述复合材料通过丁二烯
‑
苯乙烯嵌段共聚物与乙烯
‑
丙烯酸酯共聚物的配合,使得上述复合材料具有良好的定型性和耐折弯性,并且通过添加助剂和粘合剂,进一步提高了上述复合材料的抗撕裂能力,通过添加抗氧化剂,提高了上述复合材料的耐候性,提高上述复合材料的使用寿命。此外,上述复合材料在使用后还可以回收造粒利用,有利于对环境保护。
[0050]
此外,本发明一实施方式还提供了一种鼻梁压条,该鼻梁压条包括上述任一实施例的复合材料。可选地,上述鼻梁压条由上述任一实施例的复合材料制成。
[0051]
上述鼻梁压条具有良好的定型性和耐折弯性。
[0052]
本发明一实施方式还提供了一种口罩,该包括口罩本体和设置在口罩本体上的上述任一实施例的鼻梁压条。口罩本体作为防护的主体结构,一般由无纺布及熔喷布复合而成。
[0053]
上述口罩采用上述鼻梁压条,具有良好的定型性、耐折弯性,具有良好的防护效果。
[0054]
此外,本发明一实施方式还提供了一种鼻梁压条的制备方法,该制备方法包括以
下步骤:将上述任一实施例的复合材料的各组分混合后挤出成型,制备鼻梁压条。
[0055]
具体地,上述制备方法的步骤包括步骤a~步骤b:
[0056]
步骤a:将上述任一实施例的复合材料的各组分混合,得到混合物。
[0057]
可选地,将上述任一实施例的复合材料的各组分混合的方式为搅拌混合。例如采用卧式搅拌机进行混合。可选地,搅拌混合的转速为20r/min~40r/min。进一步地,搅拌混合的转速为30r/min~40r/min。可选地,搅拌的时间为 5min~10min。进一步地,搅拌的时间为8min~10min。
[0058]
步骤b:将步骤a得到的混合物挤出、造粒、拉绕,得到鼻梁压条。
[0059]
可选地,挤出和造粒在挤出机中进行。可选地,挤出机为双螺杆挤出机。
[0060]
在其中一个实施例中,挤出温度为180℃~210℃。进一步地,挤出温度为195℃~205℃。
[0061]
在其中一个实施例中,挤出机的主机频率为30hz~40hz。进一步地,挤出机的喂料频率为5hz~15hz。
[0062]
上述鼻梁压条的制备方法的工艺流程简单,对设备要求低,适合大规模的工业化生产。
[0063]
具体实施例
[0064]
以下结合具体实施例进行详细说明。以下实施例如未特殊说明,则不包括除不可避免的杂质外的其他组分。实施例中采用试剂和仪器如非特别说明,均为本领域常规选择。实施例中未注明具体条件的实验方法,按照常规条件,例如文献、书本中所述的条件或者生产厂家推荐的方法实现。实施例中的份数,除非特别说明,均是指质量份数。
[0065]
实施例1
[0066]
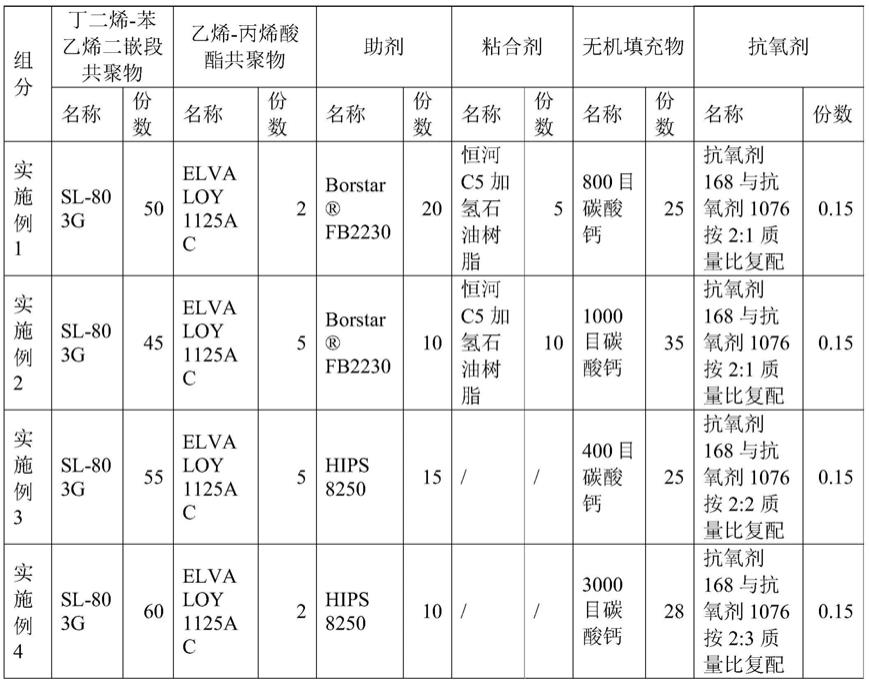
制备本实施例的鼻梁压条的材料如表1所示,本实施例的鼻梁压条的制备步骤如下:
[0067]
(1)将50份茂名石化的sl
‑
803g、20份fb2230、5份恒河c5 加氢石油树脂、25份800目碳酸钙、0.15份的抗氧剂(巴斯夫的抗氧剂168与抗氧剂1076按2:1的质量比复配)、2份杜邦的elvaloy 1125ac放入卧式搅拌机内,在室温(23℃)下,转速为30r/min的条件下搅拌10min,得到混合物。
[0068]
(2)将步骤(1)得到的混合物置于主机频率为30hz、喂料频率为5hz、温度为200℃的双螺杆挤出机中挤出切粒,得到制备鼻梁压条的颗粒。
[0069]
(3)将步骤(2)得到的制备鼻梁压条的颗粒置于主机频率为30hz、喂料频率为5hz、温度为200℃的双螺杆挤出机中挤出拉绕,得到本实施例的鼻梁压条。
[0070]
实施例2
[0071]
制备本实施例的鼻梁压条的材料如表1所示,本实施例的鼻梁压条的制备步骤如下:
[0072]
(1)将45份茂名石化的sl
‑
803g、10份fb2230、10份恒河c5 加氢石油树脂、35份1000目碳酸钙、0.15份的抗氧剂(巴斯夫的抗氧剂168与抗氧剂1076按2:1的质量比复配)、5份杜邦的elvaloy 1125ac放入卧式搅拌机内,在室温(23℃)下,转速为40r/min的条件下搅拌8min,得到混合物。
[0073]
(2)将步骤(1)得到的混合物置于主机频率为35hz、喂料频率为10hz、温度为180℃
的双螺杆挤出机中挤出切粒,得到制备鼻梁压条的颗粒。
[0074]
(3)将步骤(2)得到的制备鼻梁压条的颗粒置于主机频率为35hz、喂料频率为10hz、温度为180℃的双螺杆挤出机中挤出拉绕,得到本实施例的鼻梁压条。
[0075]
实施例3
[0076]
制备本实施例的鼻梁压条的材料如表1所示,本实施例的鼻梁压条的制备步骤如下:
[0077]
(1)将55份茂名石化的sl
‑
803g、15台化的hips 8250、5份杜邦的elvaloy 1125ac、25份400目碳酸钙、0.15份的抗氧剂(巴斯夫的抗氧剂168 与抗氧剂1076按2:1的质量比复配)放入卧式搅拌机内,在室温(23℃)下,转速为20r/min的条件下搅拌10min,得到混合物。
[0078]
(2)将步骤(1)得到的混合物置于主机频率为40hz、喂料频率为10hz、温度为210℃的双螺杆挤出机中挤出切粒,得到制备鼻梁压条的颗粒。
[0079]
(3)将步骤(2)得到的制备鼻梁压条的颗粒置于主机频率为40hz、喂料频率为10hz、温度为210℃的双螺杆挤出机中挤出拉绕,得到本实施例的鼻梁压条。
[0080]
实施例4
[0081]
制备本实施例的鼻梁压条的材料如表1所示,本实施例的鼻梁压条的制备步骤如下:
[0082]
(1)将60份茂名石化的sl
‑
803g、10台化的hips 8250、2份杜邦的 elvaloy 1125ac、28份3000目碳酸钙、0.15份的抗氧剂(巴斯夫的抗氧剂 168与抗氧剂1076按2:1的质量比复配)放入卧式搅拌机内,在室温(23℃) 下,转速为30r/min的条件下搅拌8min,得到混合物。
[0083]
(2)将步骤(1)得到的混合物置于主机频率为35hz、喂料频率为9hz、温度为200℃的双螺杆挤出机中挤出切粒,得到制备鼻梁压条的颗粒。
[0084]
(3)将步骤(2)得到的制备鼻梁压条的颗粒置于主机频率为35hz、喂料频率为9hz、温度为200℃的双螺杆挤出机中挤出拉绕,得到本实施例的鼻梁压条。
[0085]
实施例5
[0086]
制备本实施例的鼻梁压条的材料如表1所示,本实施例的鼻梁压条的制备步骤如下:
[0087]
(1)将60份茂名石化的sl
‑
803g、5份杜邦的elvaloy 1125ac、35份 3000目碳酸钙、0.15份的抗氧剂(巴斯夫的抗氧剂168与抗氧剂1076按2:1 的质量比复配)放入卧式搅拌机内,在室温(23℃)下,转速为30r/min的条件下搅拌8min,得到混合物。
[0088]
(2)将步骤(1)得到的混合物置于主机频率为33hz、喂料频率为8hz、温度为200℃的双螺杆挤出机中挤出切粒,得到制备鼻梁压条的颗粒。
[0089]
(3)将步骤(2)得到的制备鼻梁压条的颗粒置于主机频率为33hz、喂料频率为8hz、温度为200℃的双螺杆挤出机中挤出拉绕,得到本实施例的鼻梁压条。
[0090]
表1
[0091][0092][0093]
对比例1
[0094]
本对比例的鼻梁压条的制备方法如下:
[0095]
将中国台湾塑胶的taisox 9001(属于pe)放入主机频率为30hz、喂料频率为 6hz、温度为190℃的双螺杆挤出机中挤出拉绕,得到本对比例的鼻梁压条。
[0096]
对比例2
[0097]
本对比例的鼻梁压条的制备原料大致与实施例2相同,其不同在于,本对比例的鼻梁压条的制备原料中,以中国台湾李长荣(品牌名称)的sbs 3546替换了实施例2的茂名石化的sl
‑
803g。本对比例鼻梁压条的中制备方法如下:
[0098]
(1)将45份中国台湾李长荣的3546、10份fb2230、10份恒河c5 加氢石油树脂、35份1000目碳酸钙、0.15份的抗氧剂(巴斯夫的抗氧剂168与抗氧剂1076按2:1的质量比复配)、5份杜邦的elvaloy 1125ac放入卧式搅拌机内,在室温(23℃)下,转速为40r/min的条件下搅拌8min,得到混合物。
[0099]
(2)将步骤(1)得到的混合物置于主机频率为35hz、喂料频率为10hz、温度为180℃的双螺杆挤出机中挤出切粒,得到制备鼻梁压条的颗粒。
[0100]
(3)将步骤(2)得到的制备鼻梁压条的颗粒置于主机频率为35hz、喂料频率为10hz、温度为180℃的双螺杆挤出机中挤出拉绕,得到本实施例的鼻梁压条。
[0101]
对比例3
[0102]
本对比例的鼻梁压条的制备原料大致与实施例2相同,其不同在于,本对比例的鼻梁压条的制备原料中,以埃克森的poe vm3980fl(属于乙烯
‑
丙烯共聚物)替换了实施例2的杜邦的elvaloy 1125ac。本对比例鼻梁压条的中制备方法如下:
[0103]
(1)将45份茂名石化的sl
‑
803g、10份fb2230、10份恒河c5 加氢石油树脂、35份1000目碳酸钙、0.15份的抗氧剂(巴斯夫的抗氧剂168与抗氧剂1076按2:1的质量比复配)、5份埃克森的poe vm3980fl放入卧式搅拌机内,在室温(23℃)下,转速为40r/min的条件下搅拌8min,得到混合物。
[0104]
(2)将步骤(1)得到的混合物置于主机频率为35hz、喂料频率为10hz、温度为180℃的双螺杆挤出机中挤出切粒,得到制备鼻梁压条的颗粒。
[0105]
(3)将步骤(2)得到的制备鼻梁压条的颗粒置于主机频率为35hz、喂料频率为10hz、温度为180℃的双螺杆挤出机中挤出拉绕,得到本实施例的鼻梁压条。
[0106]
对比例4
[0107]
本对比例的鼻梁压条的制备方法如下:
[0108]
(1)将65份茂名石化的sl
‑
803g、10台化的hips 8250、5份杜邦的 elvaloy 1125ac、20份800目碳酸钙、0.15份的抗氧剂(巴斯夫的抗氧剂168 与抗氧剂1076按2:2的质量比复配)放入卧式搅拌机内,在室温(23℃)下,转速为20r/min的条件下搅拌10min,得到混合物。
[0109]
(2)将步骤(1)得到的混合物置于主机频率为32hz、喂料频率为11hz、温度为210℃的双螺杆挤出机中挤出切粒,得到制备鼻梁压条的颗粒。
[0110]
(3)将步骤(2)得到的制备鼻梁压条的颗粒置于主机频率为32hz、喂料频率为11hz、温度为210℃的双螺杆挤出机中挤出拉绕,得到本实施例的鼻梁压条。
[0111]
对比例5
[0112]
本对比例的鼻梁压条的制备方法如下:
[0113]
(1)将46份茂名石化的sl
‑
803g、13份台化的hips 8250、1份杜邦的 elvaloy 1125ac、40份3000目碳酸钙、0.15份的抗氧剂(巴斯夫的抗氧剂 168与抗氧剂1076按2:1的质量比复配)放入卧式搅拌机内,在室温(23℃) 下,转速为30r/min的条件下搅拌8min,得到混合物。
[0114]
(2)将步骤(1)得到的混合物置于主机频率为35hz、喂料频率为15hz、温度为210℃的双螺杆挤出机中挤出切粒,得到制备鼻梁压条的颗粒。
[0115]
(3)将步骤(2)得到的制备鼻梁压条的颗粒置于主机频率为35hz、喂料频率为15hz、温度为210℃的双螺杆挤出机中挤出拉绕,得到本实施例的鼻梁压条。
[0116]
对比例6
[0117]
本对比例的鼻梁压条的制备方法如下:
[0118]
(1)将40份茂名石化的sl
‑
803g、12份fb2230、8份恒河c5 加氢石油树脂、33份1000目碳酸钙、0.15份的抗氧剂(巴斯夫的抗氧剂168与抗氧剂1076按2:1的质量比复配)、7份杜邦的elvaloy 1125ac放入卧式搅拌机内,在室温(23℃)下,转速为40r/min的条件下搅拌8min,得到混合物。
[0119]
(2)将步骤(1)得到的混合物置于主机频率为33hz、喂料频率为11hz、温度为200℃
的双螺杆挤出机中挤出切粒,得到制备鼻梁压条的颗粒。
[0120]
(3)将步骤(2)得到的制备鼻梁压条的颗粒置于主机频率为33hz、喂料频率为11hz、温度为200℃的双螺杆挤出机中挤出拉绕,得到本实施例的鼻梁压条。
[0121]
测试:
[0122]
采用astm d
‑
2240测试各实施例和各对比例的鼻梁压条的硬度;采用 astm d1238测试各实施例和各对比例的鼻梁压条的熔融指数;采用astmd
‑
792测试各实施例和各对比例的鼻梁压条的比重。另外,采用如下步骤测试各实施例和各对比例的鼻梁压条的定型性:取长度10cm的鼻梁压条,将鼻梁压条优中间点对折180
°
,3秒后观察鼻梁压条回弹角度。采用如下步骤测试各实施例和各对比例的鼻梁压条的耐折弯性:取长度10cm的鼻梁压条,将鼻梁压条优中间点对折,再恢复原“一字型”,反复操作50次,观察鼻梁压条表面现象,若对折大于或等于50次开裂,则为优,若对折20次以上50次以下开裂,则为良,若对折小于20次开裂,则为差。结果如表2所示。
[0123]
表2
[0124][0125][0126]
由表2可以看出,实施例1~4的鼻梁压条的硬度要好于对比例1的鼻梁压条,定型效果更加的优异。由实施例2和对比例2可知,使用丁二烯
‑
苯乙烯二嵌段共聚物的鼻梁压条比使用苯乙烯
‑
丁二烯
‑
苯乙烯三嵌段共聚物的鼻梁压条的定型性优异许多。由实施例2和对比例3可知,使用乙烯
‑
丙烯酸酯共聚物与丁二烯
‑
苯乙烯二嵌段共聚物组合,比使用乙烯
‑
丙烯共聚物与丁二烯
‑
苯乙烯二嵌段共聚物组合鼻梁压条的定型性优异许多。由实施例1~5及对比例4~6可知,当丁二烯
‑
苯乙烯嵌段共聚物的质量份数为45份~60份、乙烯
‑
丙
烯酸酯共聚物的质量份数为2份~5份和无机填充物的质量份数为25份~35份时,制备的复合材料定型性好且耐弯折性好。由实施例5和实施例1~4可知,当丁二烯
‑
苯乙烯嵌段共聚物、乙烯
‑
丙烯酸酯共聚物和无机填充物与粘合剂、聚乙烯组合或聚苯乙烯组合时得到的鼻梁压条效果更加优异。
[0127]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0128]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1