一种聚氯乙烯与聚酰亚胺发泡(PIF)边角料复合材料及其制备方法和应用
一种聚氯乙烯与聚酰亚胺发泡(pif)边角料复合材料及其制备方法和应用
技术领域
1.本发明涉及一种聚氯乙烯与聚酰亚胺发泡边角料复合材料的制备方法及应用,属于高分子加工技术领域,具体涉及聚氯乙烯与聚酰亚胺发泡边角料复合材料及其在给水管材中的应用。
背景技术:
2.聚酰亚胺发泡材料(pif)是近几年来特种工程塑料领域新兴的重大品种之一,因其具有优异的耐高温性能、阻燃性能、绝缘性能和较好的力学性能越来越受到国内外科研技术人员的青睐。另一方面,pif 与其它塑料制品相似,也存在废弃后无法降解和回收利用率低的问题。基于此,本发明团队开展了pif边角料回收利用以及与pvc并用的研究,并在pvc给水管中得到应用。本发明突破了高熔点(熔程)聚合物与加工温度敏感性聚合物并用的工艺技术难题,将具有优异骨架材料的pif材料与加工温度窗口窄的pvc材料并用制备pvc/pif复合材料复合材料,提高了产品的力学性能、增加了制品的使用寿命,同时也大大降低了pvc管材的成本。
技术实现要素:
3.为了解决已有技术存在的问题,本发明提供了种聚氯乙烯与聚酰亚胺发泡边角料复合材料及其制备方法和应用。
4.本发明提供的一种聚氯乙烯与聚酰亚胺发泡边角料复合材料的制备方法及应用,以pif边角料经破碎、球磨后的粉体作为骨架材料,内部采用pvc材料填充,同时用偶联剂和丁腈橡胶进行偶联、共硫化,通过密闭式炼胶机进行熔融复合得到聚氯乙烯与聚酰亚胺发泡边角料复合材料,用单螺杆挤出机对复合材料进行挤出造粒、出管,制备成pvc/pif复合材料给水管。
5.制备pvc/pif复合材料并用此复合材料制备给水管,其步骤和条件如下:
6.(a)将pif边角料在破碎机中破碎,得到粒径3mm以下的颗粒。按照pif边角料颗粒:隔离剂质量比为100:1~10,将pif边角料颗粒和隔离剂投入到行星球磨机中,混合初始温度25~45℃,公转:50-400转/ 分,自转:100~800转/分,混合5~10分钟后,经7层筛网筛选,得到 100目以上,优选100-150目的pif边角料粉体;
7.(b)按照pif边角料粉体:偶联剂:分散剂的质量比为100:5~10: 1~3,将pif边角料粉体、偶联剂和分散剂投入到高速搅拌中,混合初始温度25~50℃,转子转速40~60转/分,混合10~20分钟后,排出混合料,得到pif边角料粉体改性料;
8.(c)按照pvc:pif边角料粉体改性料:丁腈橡胶:硬脂酸:氧化锌:氧化镁:促进剂:硫化剂:抗氧剂的质量比为100:10~30:10~30: 0.05~0.15:0.5~1.5:2~5:0.3~0.9:0.15~0.45:1~3,将pvc、pif粉体改性料和助剂投入到密闭式炼胶机中,混合温度130~150℃,转子转速40~60转/分,混合3~8分钟后,排出混合物,得到pvc与pif边角料复合材
料;
9.(d)将pvc与pif边角料复合材料在单螺杆挤出机中挤出、干燥造粒,再将复合材料颗粒经管材挤出机挤出制备pvc给水管。
10.将pvc与pif边角料复合材料在135~150℃、10~15mpa条件下,模压5~10min,制得复合材料试样,可以进行复合材料的性能测试。
11.所述的pif边角料是由聚酰亚胺发泡结构材料切割过程中的边角料组成,其主体结构为聚酰亚胺的交联多孔状结构。
12.所述的pvc为氯乙烯聚合物,数均分子量6~10万,分子量分布1~3,熔点150~180℃。
13.所述的破碎pif边角料的破碎机不限定破碎机型号和条件参数,只要能够将pif边角料破碎为3mm以下的颗粒即可。
14.所述的隔离剂包括氧化钙、碳酸钙、十二烷基苯磺酸钠,山梨酸聚氧乙烯,吐温-60的一种或多种。
15.所述的偶联剂为γ-氨丙基三乙氧基硅烷(kh-550)、γ-缩水甘油醚氧丙基三甲氧基硅烷(kh-560)、γ-甲基丙烯酰氧基丙基三甲氧基硅烷(kh-570)、乙烯基三乙氧基硅烷(a-151)、甲基三乙氧基硅烷 (up-301)、γ-氯丙基三甲氧基硅烷(up-121)、异丙基二油酸酰氧基(二辛基磷酸酰氧基)钛酸酯(up-101)和二硬脂酰氧异丙氧基铝酸酯(up-801)的一种或多种;
16.所述的分散剂为硬脂酸锌、硬脂酸镁和硬脂酸钙的一种或多种。
17.所述的丁腈橡胶为丁二烯和丙烯腈的共聚物,丙烯腈的含量 18~36%,数均分子量10~15万,分子量分布2~5。
18.所述的促进剂为三烯丙基异氰脲酸酯(促进剂taic)、n,n
’‑
间苯撑双马来酰亚胺(hva2)、三羟甲基丙烷三甲基丙烯酸酯(tmptma) 等一种或多种。;
19.所述的硫化剂为过氧化二异丙苯(dcp)、过氧化苯甲酰(bpo)、 2,5-二甲基-2,5-双(叔丁基过氧基)己烷(双2-5)和过氧化二叔丁基 (dtbp)等一种或多种。
20.所述的抗氧剂为四(β-(3,5-二叔丁基-4-羟基苯基)丙酸)季戊四醇酯(1010)、β-(4-羟基苯基-3,5-二叔丁基)丙酸正十八碳醇酯(1076)、 n,n'-1,6-亚已基-双[3-(3,5-二叔丁基-4-羟基苯基)丙酰胺](1098)、n,n'-双[3-(3,5-二叔丁基-4-羟基苯基)丙酰]肼(1024)、亚磷酸三(2,4-二叔丁基苯基)酯(168)和硫代二丙酸二硬脂醇酯或硫代二丙酸二(十八) 酯(dstp)的一种和多种。
[0021]
有益效果:本发明提供的聚氯乙烯与聚酰亚胺发泡边角料复合材料的制备方法及应用,将pif制备过程中的边角料进行后加工与pvc混合,解决了以往交联型pif利用率低、环境污染的难题,同时也提高了传统pvc管材硬度调整幅度小、密度大、力学性能差和寿命短等产品缺陷,并且降低了pvc的生产成本。试验和应用数据表明,pvc/pif 复合材料可在邵d硬度40~100范围任意调节,密度降低5%以上,压缩强度提升30%以上,寿命延长5年以上,本发明方法未见文献和专利报道。
[0022]
为了进一步说明本发明,以下结合实施例对本发明提供的一种聚氯乙烯与聚酰亚胺发泡边角料复合材料的制备方法及应用进行详细描述,但不能将其理解为对本发明保护范围的限定。
具体实施方式
[0023]
本发明中的pif边角料由江苏中科聚合新材料产业技术研究院有限公司提供,为pif材料成型过程中的边角料,本领域技术人员也可以采用其他pif边角料。
[0024]
本发明中破碎pif边角料的破碎机不限定破碎机型号和条件参数,只要能够将pif破碎为3mm以下的颗粒即可。
[0025]
本发明中使用的挤出机设备厂家:张家港强大塑料机械有限公司,型号sj-zs65b,单螺杆挤出机造粒和挤管属于pvc及其复合材料常用设备,不限设备类型,只要能造粒和挤出管材即可。本领域技术人员可以选用其它的挤出机进行工艺操作。
[0026]
本发明中实施例和对比例中涉及到的制备的给水管,均按照表1 的参数进行制备并进行性能测试。
[0027]
表1制成的给水管的技术参数
[0028]
折减系数管内径标称规格管外径/mm管厚度/mm0.820mm3/4”25
±
0.23.0
±
0.3
[0029]
实施例1:
[0030]
制备pvc/pif复合材料及给水管,其步骤和条件如下:
[0031]
(a)将pif边角料在破碎机中破碎,得到粒径3mm以下的颗粒。按照pif边角料颗粒:氧化钙质量比为100:1,将pif边角料颗粒和氧化钙投入到行星球磨机中,混合初始温度25℃,公转:50转/分,自转:100转/分,混合5分钟后,经7层筛网筛选,得到100目以上的pif 边角料粉体;
[0032]
(b)按照pif边角料粉体:kh-550:硬脂酸锌的质量比为100:5: 1,将pif边角料粉体、kh-550、硬脂酸锌投入到高速搅拌中,混合初始温度25℃,转子转速40转/分,混合10分钟后,排出混合料,得到 pif边角料粉体改性料;
[0033]
(c)按照pvc(数均分子量6.2万,分子量分布1.3,熔点152℃): pif粉体改性料:丁腈橡胶(丙烯腈的含量18%,数均分子量10.3万,分子量分布2.3):硬脂酸:氧化锌:氧化镁:促进剂taic:硫化剂dcp:抗氧剂1010的质量比为100:10:10:0.05:0.5:2:0.3:0.15:1,将pvc、pif粉体改性料和助剂投入到密闭式炼胶机中,混合温度130℃,转子转速40转/分,混合3分钟后,排出混合物,得到pvc与pif边角料复合材料;
[0034]
(d)将pvc与pif边角料复合材料在135℃、10mpa条件下,模压 5min,制得复合材料试样,进行性能测试,详细性能指标见表2。
[0035]
将pvc与pif边角料复合材料在单螺杆挤出机中挤出、干燥造粒,再将复合材料颗粒经管材挤出机挤出制备给水管。挤出机机头温度 165度,料温140度,详细性能指标见表3。
[0036]
实施例2:
[0037]
制备pvc/pif复合材料及给水管,其步骤和条件如下:
[0038]
(a)将pif边角料在破碎机中破碎,得到粒径2mm以下的颗粒。按照pif边角料颗粒:十二烷基苯磺酸钠质量比为100:2,将pif边角料颗粒和十二烷基苯磺酸钠投入到行星球磨机中,混合初始温度35℃,公转:150转/分,自转:400转/分,混合8分钟后,经7层筛网筛选,得到100目以上的pif边角料粉体;
[0039]
(b)按照pif边角料粉体:a-151:硬脂酸镁的质量比为100:8: 2,将pif边角料粉
体、a-151、硬脂酸镁投入到高速搅拌中,混合初始温度35℃,转子转速50转/分,混合15分钟后,排出混合料,得到pif 边角料粉体改性料;
[0040]
(c)按照pvc(数均分子量8.6万,分子量分布2.5,熔点168℃): pif粉体改性料:丁腈橡胶(丙烯腈的含量29%,数均分子量12.5万,分子量分布3.0):硬脂酸:氧化锌:氧化镁:促进剂(tmptma):硫化剂(双2-5):抗氧剂(1076)的质量比为100:20:20:0.10:1.0: 3:0.6:0.30:2.0,将pvc、pif粉体改性料和助剂投入到密闭式炼胶机中,混合温度140℃,转子转速50转/分,混合5分钟后,排出混合物,得到pvc与pif边角料复合材料;
[0041]
(d)将pvc与pif边角料复合材料在140℃、12mpa条件下,模压 8min,制得复合材料试样,进行性能测试,详细性能指标见表2。将 pvc与pif边角料复合材料在单螺杆挤出机中挤出、干燥造粒,再将复合材料颗粒经管材挤出机挤出制备给水管。管材挤出机机头温度165 度,料温140度,详细性能指标见表3。
[0042]
实施例3:
[0043]
制备pvc/pif复合材料及给水管,其步骤和条件如下:
[0044]
(a)将pif边角料在破碎机中破碎,得到粒径1mm以下的颗粒。按照pif边角料颗粒:山梨酸聚氧乙烯质量比为100:10,将pif边角料颗粒和隔离剂投入到行星球磨机中,混合初始温度45℃,公转:400 转/分,自转:800转/分,混合10分钟后,经7层筛网筛选,得到100 目以上的pif边角料粉体;
[0045]
(b)按照pif边角料粉体:up-301、:硬脂酸钙的质量比为100: 10:3,将pif边角料粉体、偶联剂和分散剂投入到高速搅拌中,混合初始温度50℃,转子转速60转/分,混合20分钟后,排出混合料,得到pif边角料粉体改性料;
[0046]
(c)按照pvc(数均分子量9.8万,分子量分布2.8,熔点180℃): pif粉体改性料:丁腈橡胶(丙烯腈的含量36%,数均分子量14.9万,分子量分布4.8):硬脂酸:氧化锌:氧化镁:促进剂(hva2):硫化剂 (dtbp):抗氧剂(dstp)的质量比为100:30:30:0.15:1.5:5:0.9: 0.45:3,将pvc、pif粉体改性料和助剂投入到密闭式炼胶机中,混合温度150℃,转子转速60转/分,混合8分钟后,排出混合物,得到pvc 与pif边角料复合材料;
[0047]
(d)将pvc与pif边角料复合材料在150℃、15mpa条件下,模压 10min,制得复合材料试样,进行性能测试,详细性能指标见表2。将 pvc与pif边角料复合材料在单螺杆挤出机中挤出、干燥造粒,再将复合材料颗粒经管材挤出机挤出制备给水管。管材挤出机机头温度165 度,料温140度,详细性能指标见表3。
[0048]
实施例4:
[0049]
隔离剂采用碳酸钙,偶联剂用kh-560,硫化剂用dtbp,抗氧剂用 168,其它材料、助剂和步骤与实施例2相同,详细性能指标见表2、表3。
[0050]
实施例5:
[0051]
隔离剂采用吐温-60,偶联剂用up-121,抗氧剂用1098,其它材料、助剂和步骤与实施例2相同,详细性能指标见表2、表3。
[0052]
实施例6:
[0053]
偶联剂用kh-570,抗氧剂用1024,其它材料、助剂和步骤与实施例2相同,详细性能指标见表2、表3。
[0054]
对比例1:
[0055]
(a)按照pvc(数均分子量8.6万,分子量分布2.5,熔点168℃):丁腈橡胶(丙烯腈的含量29%,数均分子量12.5万,分子量分布3.0):硬脂酸:氧化锌:氧化镁:促进剂(tmptma):硫化剂(双2-5):抗氧剂(1076)的质量比为100:20:0.1:1.0:3:0.6:0.30:2.0,将pvc、丁腈橡胶和助剂投入到密闭式炼胶机中,混合温度140℃,转子转速50转/分,混合5分钟后,排出混合物,得到pvc与pif边角料复合材料;
[0056]
(b)将pvc与丁腈橡胶复合材料在140℃、12mpa条件下,模压 8min,制得复合材料试样,进行性能测试,详细性能指标见表2。将 pvc与pif边角料复合材料在单螺杆挤出机中挤出、干燥造粒,再将复合材料颗粒经管材挤出机挤出制备给水管。管材挤出机机头温度165 度,料温140度,详细性能指标见表3。
[0057]
对比例2:
[0058]
(a)按照pvc(数均分子量8.6万,分子量分布2.5,熔点168℃):抗氧剂(1076)的质量比为100:2.0,将pvc和助剂投入到密闭式炼胶机中,混合温度140℃,转子转速50转/分,混合5分钟后,排出混合物,得到pvc混合料;
[0059]
(b)将pvc混合料在140℃、12mpa条件下,模压8min,制得复合材料试样,进行性能测试,详细性能指标见表2。将pvc与pif边角料复合材料在单螺杆挤出机中挤出、干燥造粒,再将复合材料颗粒经管材挤出机挤出制备给水管。挤出机机头温度165度,料温140度,详细性能指标见表3。
[0060]
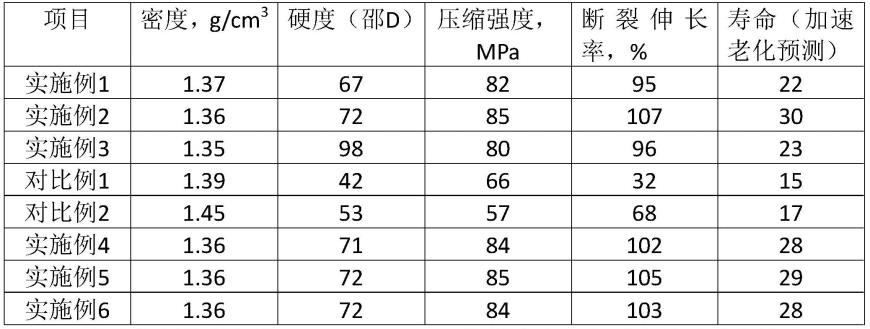
表2.实施例和对比例的试样性能测试结果
[0061][0062]
*密度按照按照标准“gb/t 1033-1986塑料密度和相对密度试验方法”测定。
[0063]
*硬度按照标准“gb/t 2411-2008塑料和硬橡胶使用硬度计测定压痕硬度(邵氏硬度)”测定。
[0064]
*压缩强度按照标准“gb/t 1041-2008塑料压缩性能的测定”测定。
[0065]
*断裂伸长率按照标准“gb/t 1040.2-2006塑料拉伸性能的测定第2 部分:模塑和挤塑塑料的试验条”测定。
[0066]
*寿命预测按照标准“gb-t 7142-2002塑料长期热暴露后时间-温度极限的测定”按照温度60℃,硬度和压缩强度保持率85%,利用阿伦尼乌兹公式推导测定。
[0067]
表3.实施例和对比例的给水管性能测试结果
[0068][0069]
*给水管性能按照“gb/t 10002.2-2003给水用硬聚氯乙烯 (pvc_u)管件”标准测定。
[0070]
由表2和表3的数据可以看出,本发明制备的复合材料制成的产品可以在邵d硬度40~100范围任意调节,可适应pvc管材的所有制品,适用管材产品范围大。同时本发明的复合材料制成的产品较原有pvc产品密度降低5%以上,压缩强度提升30%以上,寿命延长5年以上,具备轻质、增强和长寿命的功能效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1