一种锂电池用快速热收缩的铝塑膜的制作方法
1.本发明涉及铝塑膜技术领域,特别是一种涉及锂电池用快速热收缩的铝塑膜。
背景技术:
2.锂离子电池形态主要分方形、圆柱、软包三大类,其中方形和圆柱电池的外壳主要采用铝合金、不锈钢等硬壳,软包的外壳则采用铝塑膜,这是他们的本质区别,目前圆柱电池和方形电池单体能量密度平均水平分别为210wh/kg和190wh/kg,而软包电池单体能量密度平均水平已经超过260wh/kg。铝塑膜是封装软包电池的重要材料,对软包电池的质量起着至关重要的作用,是目前锂电池材料中技术壁垒最高的环节。铝塑膜成本占软包电池总成本约15%,国内外产品价差约25%。性能方面,软包电池更具综合优势,未来应用前景广阔。
3.聚丙烯分子链的刚柔表征链运动的自由性,链愈柔顺,链段愈容易运动、分离,熔点低,耐热愈差。大多数高分子链具有柔性,高分子聚丙烯也不例外,在不受外力作用时自发趋于卷曲形状。聚丙烯薄膜是通过在一定温度下对聚丙烯粒子的挤出、铸片成型、纵向拉伸、横向拉伸、收卷等过程完成的。聚丙烯薄膜的热收缩率受其柔性影响,首先表现为薄膜应力的松弛,刚收卷的薄膜热收缩率较时效后的薄膜大;其次,聚丙烯薄膜在纵向和横向拉伸过程中的分子取向无法做到完全的规整排列,薄膜中存在晶区和非晶区,非晶区域也即薄膜中的空洞,给薄膜的收缩提供了空间,薄膜在120℃温度环境下,聚丙烯分子获得能量,使其足于克服主链单键旋转位垒时,链段和整个分子的运动加剧,分子链再次趋于卷曲,出现热收缩。
4.锂电池用聚丙烯过厚就会影响热封性能,太薄就会影响它的耐腐蚀性能;耐腐蚀直接影响电池的安全,会引起电池鼓包、爆炸甚至火灾。热封性能不好直接影响锂电池的生产效率和电池密封性能。所以既要保证聚丙烯的耐腐蚀的前提下,快速热封是目前行业技术难题。
技术实现要素:
5.本发明的目的是提供一种锂电池用快速热收缩的铝塑膜。
6.本发明通过如下技术方案实现上述目的:一种锂电池用快速热收缩的铝塑膜,包括聚丙烯层,所述聚丙烯层包括以下重量百分比的组分:均聚聚丙烯颗粒80
‑
90%、聚乙烯5
‑
15%、滑爽剂2
‑
5%;
7.均聚聚丙烯颗粒型号fc
‑
808购于中国石化上海石油化工股份有限公司;
8.聚乙烯型号pe1010购于美国埃克森美孚化工有限公司;
9.滑爽剂型号aber11购于舒尔曼工程塑料(东莞)有限公司。
10.进一步的,所述聚丙烯层的最佳厚度为40
‑
60μm。
11.进一步的,所述聚丙烯层的最佳热封温度为170℃
‑
200℃。
12.进一步的,所述聚丙烯层采用共挤流延法制备。
13.进一步的,所述制备方法具体包括以下步骤:
14.(1)按照一定比例配料;
15.(2)进行计量;
16.(3)升温挤出塑化;
17.(4)进入分流器分流;
18.(5)t型模头挤出流延聚丙烯膜;
19.(6)采用不同的压辊摸具,不同的工艺参数冷却辊急速定性,聚丙烯膜半成品完成;
20.(7)在线测厚;
21.(8)电晕处理;
22.(9)切边收卷;
23.(10)时效定型;
24.(11)按产品规格分切;
25.(12)检验;
26.(13)包装成品。
27.与现有技术相比,本发明锂电池用快速热收缩的铝塑膜的有益效果是:铝塑膜的聚丙烯层热封时间小于3秒,聚丙烯层剥离强度大于10n/15mm,热封强度大于50n/15mm。
附图说明
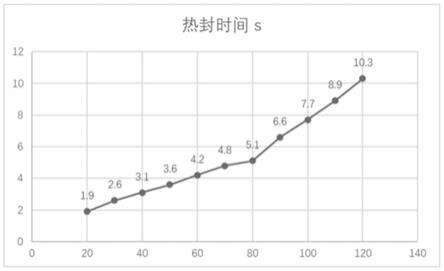
28.图1是不同厚度铝塑膜进行热封测试的热封时间数据图。
29.图2是不同热封温度对应的热封强度数据图。
具体实施方式
30.实施例1
31.一种锂电池用快速热收缩的铝塑膜,包括聚丙烯层,聚丙烯层包括以下重量百分比的组分,均聚聚丙烯颗粒85%、聚乙烯11%、滑爽剂4%;均聚聚丙烯颗粒型号fc
‑
808购于中国石化上海石油化工股份有限公司,聚乙烯型号pe1010购于美国埃克森美孚化工有限公司,滑爽剂型号aber11购于舒尔曼工程塑料(东莞)有限公司。
32.实施例2
33.一种锂电池用快速热收缩的铝塑膜,包括聚丙烯层,聚丙烯层包括以下重量百分比的组分:均聚聚丙烯颗粒80%、聚乙烯15%、滑爽剂5%;均聚聚丙烯颗粒型号fc
‑
808购于中国石化上海石油化工股份有限公司,聚乙烯型号pe1010购于美国埃克森美孚化工有限公司,滑爽剂型号aber11购于舒尔曼工程塑料(东莞)有限公司。
34.实施例3
35.一种锂电池用快速热收缩的铝塑膜,包括聚丙烯层,聚丙烯层包括以下重量百分比的组分:均聚聚丙烯颗粒90%、聚乙烯8%、滑爽剂2%;均聚聚丙烯颗粒型号fc
‑
808购于中国石化上海石油化工股份有限公司,聚乙烯型号pe1010购于美国埃克森美孚化工有限公司,滑爽剂型号aber11购于舒尔曼工程塑料(东莞)有限公司。
36.聚丙烯层采用共挤流延法制备,具体包括以下步骤:
37.(1)按照一定比例配料;
38.(2)进行计量;
39.(3)升温挤出塑化;
40.(4)进入分流器分流;
41.(5)t型模头挤出流延聚丙烯层;
42.(6)采用不同的压辊摸具,不同的工艺参数冷却辊急速定性,聚丙烯层半成品完成;
43.(7)在线测厚;
44.(8)电晕处理;
45.(9)切边收卷;
46.(10)时效定型;
47.(11)按产品规格分切;
48.(12)检验;
49.(13)包装成品。
50.根据工艺选择不同制作不同聚丙烯膜厚度,进行热封测试,选取20μm、30μm、40μm、50μm、60μm、70μm、80μm、90μm、100μm、110μm、120μm厚度聚丙烯膜进行热封,测试热封时间;发现越厚热封时间越长,既要满足快速热封,也要满足防腐性能,又要达到节省成本效果。优选40
‑
60μm作为最佳聚丙烯膜厚度,达到快速热收缩目的。
51.聚丙烯热封强度直接影响电池的密封效果,聚丙烯热封温度直接影响热封强度,选取丙烯热封温度120℃、130℃、140℃、150℃、160℃、170℃、180℃、190℃、200℃、210℃、220℃、230℃、240℃进行热封,发现在120℃到180℃之间随着热封温度的升高热封强度迅速上升,180℃以后温度的升高热封强度申报不够明显。基于产品性能和经济效益优选170℃
‑
200℃进行热封。
52.本发明铝塑膜的聚丙烯层热封时间小于3秒,聚丙烯层剥离强度大于10n/15mm,热封强度大于50n/15mm。
53.以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
54.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1