聚酰胺56树脂组合物及连续纤维增强聚酰胺56复合材料的制作方法
1.本发明涉及一种聚酰胺56树脂组合物、连续纤维增强聚酰胺56复合材料及其制备方法和应用。
背景技术:
2.相比于热固性材料,热塑性材料不需要经过交联和固化,可以多次加工成型,且成型工艺更为便捷高效,所以热塑性材料近年来一直保持稳定持续发展,尤其是纤维增强热塑性材料。纤维增强热塑性材料的基体树脂可采用聚丙烯、聚酰胺、聚酯等热塑性材料,纤维可采用玻璃纤维、碳纤维、芳纶纤维等,其中又以玻璃纤维较为常用。
3.纤维增强热塑性材料主要分为短纤(2-4mm)增强热塑性材料、长纤(12-24mm)增强热塑性材料、纤维毡增强热塑性材料、连续纤维增强热塑性材料和热塑性复合材料芯板。其中,短纤增强热塑性材料因其强度较差,不能满足结构材料的性能要求,所以发展出了长纤增强热塑性材料;而连续纤维对热塑性材料的增强效果比短纤和长纤更好,大幅提升了机械性能和耐疲劳性能,所以近年来研究活跃。连续纤维增强热塑性材料早期主要着重于航天和军事的应用,从2003年开始逐步应用于汽车材料、运动器材、建筑等行业。随着汽车、电子电器等行业的发展,连续纤维增强热塑性材料的需求也会越来越大,因此加快连续纤维增强热塑性材料的研制和推广具有重要意义。
4.连续纤维增强热塑性材料可以长期保存,综合性能优异,成型适应性广,生产效率高,制品可重复加工再生利用,所以在20世纪70年代初开发出来以后研究就十分活跃。国内从20世纪80年代后期也开始了连续纤维增强热塑性材料的研究。连续纤维增强热塑性材料的制备技术主要包括:(1)溶液浸渍技术,(2)熔体涂覆技术,(3)悬浮浸渍技术,(4)共织纤维,(5)粉末浸渍技术和(6)熔融浸渍法。技术(1)-(5)由于生产工艺、生产成本、生产效率等原因限制了其在工业生产中的广泛应用。熔融浸渍法是纤维束通过设计的浸渍模具,在一定的张力作用下从在熔融状态下的树脂中拉出而被浸渍。该方法成型工艺简单,无环境污染,最具工业化前景。
5.然而,熔融浸渍法工艺要求在熔融状态下树脂具有较低的粘度、较高的表面张力,并与纤维有较好的浸润性。但是市场上大部分热塑性材料的基体树脂粘度较高,在成型过程中流动性和渗透性差,不能很好地浸渍和分散纤维,使得连续纤维增强复合材料的纤维含量低,力学性能差,从而限制了基体树脂在连续纤维增强复合材料中的应用。
技术实现要素:
6.本发明为了解决现有技术中连续纤维增强复合材料存在的纤维含量低、力学性能差的缺陷,从而提供了一种聚酰胺56树脂组合物、连续纤维增强聚酰胺56复合材料及其制备方法和应用。本发明的聚酰胺56树脂组合物在熔融状态下粘度低、流动性好,对纤维的浸润性好;基于该聚酰胺56树脂组合物制得的连续纤维增强聚酰胺56复合材料的纤维含量高、力学性能好,且具有可回收性。
7.为了实现上述目的,本发明采用以下技术方案:
8.技术方案之一:一种聚酰胺56树脂组合物,其包括以下重量份数的组分:生物基聚酰胺56树脂81.8-99.8份、抗氧化剂0.2-1.6份、润滑剂0-0.8份、相容剂0-15份和偶联剂0-0.8份。
9.所述生物基聚酰胺56树脂是指原料单体戊二胺为通过生物发酵制备而来。
10.较佳地,所述生物基聚酰胺56树脂满足以下性能:相对粘度1.9-2.5,端氨基含量42-60mmol/kg;熔点210℃-260℃,较佳为253℃-256℃;生物基含量在43%-46%,例如45%。其中,所述相对粘度通过乌氏粘度计浓硫酸法测定。所述生物基含量通过生物基含量检测标准方法astm d6866检测获得。
11.较佳的,含水率2000ppm以下,较佳的为800-2000ppm;数均分子量为30-45kg/mol,分子量分布为1.8-2.1。
12.所述生物基聚酰胺56树脂可以购自凯赛(金乡)生物材料有限公司。
13.本发明中,所述生物基聚酰胺56树脂的含量较佳地为90-95份,例如90.4、90.5、92.6或93份。
14.本发明中,所述抗氧化剂可选自受阻酚类抗氧化剂、受阻胺类抗氧化剂和亚磷酸酯类抗氧化剂中的一种或多种;较佳地为受阻胺类抗氧化剂和亚磷酸酯类抗氧化剂的组合。其中,所述受阻酚类抗氧化剂可为本领域常规,例如抗氧化剂1010。所述受阻胺类抗氧化剂可为本领域常规,例如抗氧化剂1098(cas 23128-74-7)。所述亚磷酸酯类抗氧化剂可为本领域常规,例如抗氧化剂168(cas 31570-04-4)、抗氧化剂s9228。
15.较佳地,所述抗氧化剂选自抗氧化剂168、抗氧化剂1098、抗氧化剂1010和抗氧化剂s9228中的一种或多种。更佳地,所述抗氧化剂为抗氧化剂168和抗氧化剂1098的组合;其中,所述抗氧化剂168和所述抗氧化剂1098的质量比优选为1:1。
16.本发明中,所述抗氧化剂的含量较佳地为0.4-0.8份,例如0.4、0.5、0.6或0.8份。
17.本发明中,所述润滑剂可包括外润滑剂和内润滑剂;其中,所述外润滑剂和所述内润滑剂的质量比优选为1:1。
18.其中,所述外润滑剂可为本领域常规,例如为购自德国科莱恩公司的waxc。所述内润滑剂可为本领域常规,例如为购自德国科莱恩公司的waxe。
19.本发明中,所述润滑剂的含量较佳地为0.1-0.8份,例如0.3、0.4或0.5份。
20.本发明中,所述相容剂可选自聚烯烃接枝马来酸酐类相容剂、聚烯烃接枝甲酯丙烯酸类相容剂和橡胶弹性体接枝马来酸酐类相容剂中的一种或多种。其中,所述聚烯烃接枝马来酸酐类相容剂可为本领域常规,例如pp-g-mah或poe-g-mah。所述聚烯烃接枝甲酯丙烯酸类相容剂可为本领域常规,例如poe-g-gma。所述橡胶弹性体接枝马来酸酐类相容剂可为本领域常规,例如epdm-g-mah。所述相容剂也可以是聚苯乙烯-马来酸酐共聚物、聚苯乙烯丙烯酸缩水甘油酯共聚物、苯乙烯与甲基丙烯酸缩水甘油酯共聚物、聚苯乙烯-马来酰亚胺共聚物、氢化苯乙烯-异戊二烯共聚物接枝马来酸酐等;也可以是多官能度的环氧树脂等。
21.本发明中,所述相容剂的含量较佳地为3-15份,较佳的为6-8份,例如6、8、10或12份。
22.本发明中,所述偶联剂可选自硅烷类偶联剂、碳酸酯类偶联剂和铝酸酯类偶联剂
中的一种或多种;较佳地为硅烷类偶联剂,例如偶联剂kh550、偶联剂kh560或偶联剂kh570。所述偶联剂一般根据所使用的纤维的组成和表面结构以及所述生物基聚酰胺56树脂的熔点而选择。
23.本发明中,所述偶联剂的用量较佳地为0.1-0.8份,例如0.2、0.3、0.4、0.5或0.6份。
24.本发明中,可选地,所述聚酰胺56树脂组合物还包括封端的聚酰胺5x寡聚物。所述封端的聚酰胺5x寡聚物可增加所述聚酰胺56树脂组合物的流动性。
25.本发明中,可选地,所述聚酰胺56树脂组合物还包括成核剂、矿物盐粉末和阻燃剂中的一种或多种。其中,所述成核剂例如可为由德国布吕格曼bruggolen生产的成核剂p22。
26.在某些较佳的实施方案中,所述聚酰胺56树脂组合物包括以下重量份数的组分:生物基聚酰胺56树脂(pa56)90.4-93份、抗氧化剂0.4-0.8份、润滑剂0.4-0.5份、相容剂6-10份和偶联剂0.2-0.6份。
27.在一较佳的实施方案中,所述聚酰胺56树脂组合物包括以下重量份数的组分:生物基聚酰胺56树脂(pa56)90.4-93份、抗氧化剂1098 0.2-0.4份、抗氧化剂168 0.2-0.4份、内润滑剂waxe 0.2-0.3份、外润滑剂waxc 0.2-0.3份、相容剂6-8份和硅烷类偶联剂0.2-0.6份。
28.本发明中,所述聚酰胺56树脂组合物可采用本领域常规的方法制备,一般将各组分混合均匀即可。其中,所述混合可采用本领域常规的混合设备进行,例如高速搅拌机。
29.技术方案之二:一种连续纤维增强聚酰胺56复合材料,其包括所述聚酰胺56树脂组合物和纤维,其中,所述纤维占所述连续纤维增强聚酰胺56复合材料的质量百分比为40%-75%。
30.本发明中,所述纤维占所述连续纤维增强聚酰胺56复合材料的质量百分比为较佳地为50~70%,例如60%、65%。
31.本发明中,所述纤维的种类可为本领域常规,例如碳纤维、玻璃纤维、玄武岩纤维或芳纶纤维。所述纤维优选为连续长纤维,较佳地,所述纤维为连续长玻璃纤维。所述连续长玻璃纤维的单丝直径可为8-15μm,较佳地为8-10μm。所述连续长玻璃纤维的线密度为1000-3600tex,较佳地为1200tex、2400tex。所述连续长玻璃纤维例如为购自欧文斯科宁(oc)的规格为1200tex的连续长玻璃纤维、购自巨石的规格为2400tex的连续长玻璃纤维。
32.较佳地,所述纤维为连续长碳纤维;所述连续长碳纤维较佳地为聚丙烯腈类碳纤维;所述连续长碳纤维的单丝数量可为20000-30000根,较佳地为12000根(12k)、24000根(24k);所述连续长碳纤维的单丝直径可为5-10μm。所述连续长碳纤维例如为规格为24k的东丽t700、规格为12k或24k的光威复材连续长碳纤维700s。
33.本发明中,较佳地,所述连续纤维增强聚酰胺56复合材料为单向预浸带的形式。所述单向预浸带是指由相互平行的连续纤维浸渍树脂后制成的一种带状预浸料。
34.本发明中,较佳地,所述连续纤维增强聚酰胺56复合材料的厚度为0.15-0.5mm。
35.本发明中,当所述纤维为连续长玻璃纤维时,所述连续纤维增强聚酰胺56复合材料的拉伸强度为600-1300mpa;拉伸模量为20-60gpa;断裂伸长率为2.9-3.4%。
36.本发明中,当所述纤维为连续长碳纤维时,所述连续纤维增强聚酰胺56复合材料的拉伸强度为1400-1800mpa;拉伸模量为80-140gpa;断裂伸长率为2.5-3.0%。
37.技术方案之三:一种连续纤维增强聚酰胺56复合材料的制备方法,其包括以下步骤:
38.s1、将所述聚酰胺56树脂组合物挤出,熔体进入浸渍模头;
39.s2、将纤维导入所述浸渍模头,所述熔体和纤维发生浸渍;
40.s3、将浸渍后的纤维进行模压、冷却,牵引和卷绕,即得;
41.其中,通过调节所述挤出的速度和所述卷绕的速度,控制所述纤维占所述连续纤维增强聚酰胺56复合材料的质量百分比为40%-75%。
42.本发明中,较佳地,所述纤维占所述连续纤维增强聚酰胺56复合材料的质量百分比为50~70%,例如60%、65%。
43.步骤s1中,所述挤出可采用本领域常规的双螺杆挤出机或者单螺杆挤出机进行,较佳地为双螺杆挤出机。其中,所述双螺杆挤出机的长径比较佳地为1:36。
44.步骤s1中,所述挤出的温度可为170-340℃。
45.较佳地,所述双螺杆挤出机采用八区加热模式,一区至八区温度依次为205-260℃、265-305℃、275-325℃、275-325℃、275-325℃、275-325℃、275-325℃、275-325℃。
46.步骤s1中,以螺杆转速表示,所述挤出的速度为200-600rpm/min,例如300rpm/min、400rpm/min。
47.步骤s1中,所述挤出后较佳地还包括过滤的步骤。所述过滤可采用本领域常规的熔体过滤器进行。较佳地,当采用双螺杆挤出机时,所述熔体过滤器的温度在双螺杆挤出机的八区温度上下0-15℃范围内,例如290℃、285℃、295℃、310℃。
48.步骤s1中,所述浸渍模头可采用本领域常规的模头。所述浸渍模头的幅宽较佳地为100-650mm。
49.其中,所述浸渍模头的温度可为260-335℃。较佳地,当采用双螺杆挤出机时,所述浸渍模头的温度在双螺杆挤出机的八区温度上下0-15℃范围内,例如250℃、290℃、295℃、305℃。
50.步骤s2中,当所述纤维为连续长纤维时,所述导入一般包括以下过程:所述纤维经过张力控制器从纱架上退绕下来,经过分纱框,进入展纱系统,使每根丝束充分展开,接着进入烘纱装置进行预热,然后进入浸渍模头。
51.其中,当所述纤维为连续长玻璃纤维时,所述烘纱装置的温度较佳地为70-90℃,例如80℃、85℃;当所述纤维为连续长碳纤维时,所述烘纱装置的温度较佳地为70-400℃,例如80℃、100℃、200℃、250℃、300℃、350℃。
52.步骤s2中,所述纤维如前所述。
53.步骤s3中,所述模压、冷却可采用本领域常规的压辊机进行,较佳地为四辊机。所述四辊机的内循环水的温度可为60-90℃,例如70℃、80℃。
54.步骤s3中,所述牵引可采用本领域常规的牵引装置进行,在牵引装置中进行进一步冷却和切边。所述牵引的牵引速度可为5-15m/min,例如8m/min。
55.步骤s3中,所述卷绕可采用本领域常规的卷绕装置进行,较佳地为自动收卷机。
56.本发明中,所述纤维增强聚酰胺56复合材料的制备方法制得的纤维增强聚酰胺56复合材料较佳地为单向预浸带的形式。
57.本发明中,较佳地,所述纤维增强聚酰胺56复合材料的制备方法制得的纤维增强
聚酰胺56复合材料的厚度为0.15-0.5mm。
58.技术方案之四:一种成型品,其包含所述纤维增强聚酰胺56复合材料。
59.技术方案之五:一种所述纤维增强聚酰胺56复合材料在航空航天领域、军事领域、汽车材料、运动器材、建筑材料或电子电器中的应用。
60.在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本发明各较佳实例。本发明所用试剂和原料均市售可得。
61.本发明的积极进步效果在于:
62.1、本发明采用生物基聚酰胺为原料:
63.(1)原料中的单体戊二胺通过生物发酵制备而来,生物基含量高,符合材料来源可持续发展的理念;
64.(2)采用本发明所述的生物基聚酰胺为原料制备出的聚酰胺56树脂组合物在熔融状态下粘度低、流动性好,对纤维的浸润性好。
65.2、本发明所述的连续纤维增强聚酰胺56复合材料:
66.(1)纤维含量高,在40%-75%的范围内;
67.(2)具有优异的力学性能,具体地,拉伸强度均在600mpa以上,拉伸模量在20gpa以上;
68.(3)纤维分布均匀,无纤维外露,易加工;
69.(4)可以根据需要将复合材料的厚度设置在0.15-0.5mm之间,能够为产品提供更多的设计自由度;
70.(5)包含本发明所述的连续纤维增强聚酰胺56复合材料的最终成型品可回收和重复使用,资源利用率高。
71.3、本发明的连续纤维增强聚酰胺56复合材料的制备方法简单可行。
附图说明
72.图1为本发明实施例中连续纤维增强聚酰胺56复合材料的制备工艺流程图。
具体实施方式
73.下面通过实施例的方式进一步说明本发明,但并不因此将本发明限制在所述的实施例范围之中。下列实施例中未注明具体条件的实验方法,按照常规方法和条件,或按照商品说明书选择。
74.以下实施例和对比例中:生物基聚酰胺56(简称pa56,粘度为2.29、端氨基含量为55mmol/kg、熔点为253℃、生物基含量45%)购自凯赛(金乡)生物材料有限公司;抗氧化剂购自德国巴斯夫集团;waxe和waxc购自德国科莱恩公司;相容剂购自上海佳易容聚合物有限公司;偶联剂购自杭州杰西卡化工有限公司;连续长玻璃纤维购自欧文斯科宁(oc),规格为1200tex;连续长碳纤维为东丽t700,规格为24k。
75.以下实施例和对比例中连续纤维增强聚酰胺56复合材料的制备工艺如图1所示。
76.实施例1
77.1、制备聚酰胺56树脂组合物
78.本实施例所采用的聚酰胺56树脂组合物按照重量份数包括以下组分:pa56:90.4
份,抗氧化剂1098:0.3份,抗氧化剂168:0.3份,内润滑剂waxe:0.2份,外润滑剂waxc:0.2份,相容剂epdm-g-mah:8份,偶联剂kh550:0.6份。
79.将上述组分加入高速搅拌机中混合,得到聚酰胺56树脂组合物。
80.2、制备连续纤维增强聚酰胺56复合材料
81.s1、利用双螺杆挤出机对上述聚酰胺56树脂组合物进行挤出,挤出的熔体经过熔体过滤器的过滤,进入浸渍模头;其中:
82.双螺杆挤出机为八区加热模式,一区至八区(喂料至机头)温度依次为240℃、290℃、300℃、300℃、300℃、300℃、300℃、300℃;
83.螺杆转速为400r/min;双螺杆挤出机的长径比为1:36;
84.熔体过滤器的温度为310℃;模头温度为305℃。
85.s2、将连续长玻璃纤维经过张力控制器,从纱架上退绕下来,经过分纱框,进入展纱系统,使每根丝束充分展开,然后进入烘纱装置进行预热,烘纱装置设置温度为85℃,然后进入浸渍模头,在浸渍模头中连续长玻璃纤维与熔体发生浸渍;
86.s3、将浸渍后的连续长玻璃纤维经过四辊机进行模压和冷却定型,其中,四辊机内循环水的温度设置为80℃;
87.然后进入牵引装置进行进一步冷却和切边,牵引速度为8m/min;
88.最后进入自动收卷机中卷绕成卷,卷绕速度为8m/min。
89.制备过程中,控制双螺杆挤出机的螺杆转速和自动收卷机的卷绕速度,保证连续长玻璃纤维和聚酰胺56树脂组合物的重量分数比为40:60。上述制备得到的连续长玻璃纤维增强聚酰胺56复合材料为单向预浸带,性能参数参见表1。
90.实施例2
91.1、制备聚酰胺56树脂组合物
92.本实施例所采用的聚酰胺56树脂组合物按照重量份数包括以下组分:pa56:90.5份,抗氧化剂1098:0.3份,抗氧化剂168:0.3份,内润滑剂waxe:0.2份,外润滑剂waxc:0.2份,相容剂poe-g-mah:8份,偶联剂kh560:0.5份。
93.将上述组分加入高速搅拌机中混合,得到聚酰胺56树脂组合物。
94.2、制备连续纤维增强聚酰胺56复合材料
95.s1、利用双螺杆挤出机对上述聚酰胺56树脂组合物进行挤出,挤出的熔体经过熔体过滤器的过滤,进入浸渍模头;其中:
96.双螺杆挤出机为八区加热模式,一区至八区(喂料至机头)温度依次为240℃、290℃、300℃、300℃、300℃、300℃、300℃、300℃;
97.螺杆转速为400r/min;双螺杆挤出机的长径比为1:36;
98.熔体过滤器的温度为310℃;模头温度为305℃。
99.s2、将连续长玻璃纤维经过张力控制器,从纱架上退绕下来,经过分纱框,进入展纱系统,使每根丝束充分展开,然后进入烘纱装置进行预热,烘纱装置设置温度为85℃,然后进入浸渍模头,在浸渍模头中连续长玻璃纤维与熔体发生浸渍;
100.s3、将浸渍后的连续长玻璃纤维经过四辊机进行模压和冷却定型,其中,四辊机内循环水的温度设置为80℃;
101.然后进入牵引装置进行进一步冷却和切边,牵引速度为8m/min;
102.最后进入自动收卷机中卷绕成卷,卷绕速度为8m/min。
103.制备过程中,控制双螺杆挤出机的螺杆转速和自动收卷机的卷绕速度,保证连续长玻璃纤维和聚酰胺56树脂组合物的重量分数比为50:50。上述制备得到的连续长玻璃纤维增强聚酰胺56复合材料为单向预浸带,性能参数参见表1。
104.实施例3
105.1、制备聚酰胺56树脂组合物
106.本实施例所采用的聚酰胺56树脂组合物按照重量份数包括以下组分:pa56:92.6份,抗氧化剂1098:0.2份,抗氧化剂168:0.2份,内润滑剂waxe:0.2份,外润滑剂waxc:0.2份,相容剂poe-g-mah:6.2份,偶联剂kh560:0.4份。
107.将上述组分加入高速搅拌机中混合,得到聚酰胺56树脂组合物。
108.2、制备连续纤维增强聚酰胺56复合材料
109.s1、利用双螺杆挤出机对上述聚酰胺56树脂组合物进行挤出,挤出的熔体经过熔体过滤器的过滤,进入浸渍模头;其中:
110.双螺杆挤出机为八区加热模式,一区至八区(喂料至机头)温度依次为240℃、290℃、300℃、300℃、300℃、300℃、300℃、300℃;
111.螺杆转速为400r/min;双螺杆挤出机的长径比为1:36;
112.熔体过滤器的温度为310℃;模头温度为305℃。
113.s2、将连续长玻璃纤维经过张力控制器,从纱架上退绕下来,经过分纱框,进入展纱系统,使每根丝束充分展开,然后进入烘纱装置进行预热,烘纱装置设置温度为85℃,然后进入浸渍模头,在浸渍模头中连续长玻璃纤维与熔体发生浸渍;
114.s3、将浸渍后的连续长玻璃纤维经过四辊机进行模压和冷却定型,其中,四辊机内循环水的温度设置为80℃;
115.然后进入牵引装置进行进一步冷却和切边,牵引速度为8m/min;
116.最后进入自动收卷机中卷绕成卷,卷绕速度为8m/min。
117.制备过程中,控制双螺杆挤出机的螺杆转速和自动收卷机的卷绕速度,保证连续长玻璃纤维和聚酰胺56树脂组合物的重量分数比为60:40。上述制备得到的连续长玻璃纤维增强聚酰胺56复合材料为单向预浸带,性能参数参见表1。
118.实施例4
119.1、制备聚酰胺56树脂组合物
120.本实施例所采用的聚酰胺56树脂组合物按照重量份数包括以下组分:pa56:90.5份,抗氧化剂1098:0.4份,抗氧化剂168:0.4份,内润滑剂waxe:0.2份,外润滑剂waxc:0.2份,相容剂epdm-g-mah:8份,偶联剂kh560:0.3份。
121.将上述组分加入高速搅拌机中混合,得到聚酰胺56树脂组合物。
122.2、制备连续纤维增强聚酰胺56复合材料
123.s1、利用双螺杆挤出机对上述聚酰胺56树脂组合物进行挤出,挤出的熔体经过熔体过滤器的过滤,进入浸渍模头;其中:
124.双螺杆挤出机为八区加热模式,一区至八区(喂料至机头)温度依次为240℃、290℃、300℃、300℃、300℃、300℃、300℃、300℃;
125.螺杆转速为400r/min;双螺杆挤出机的长径比为1:36;
126.熔体过滤器的温度为310℃;模头温度为305℃。
127.s2、将连续长玻璃纤维经过张力控制器,从纱架上退绕下来,经过分纱框,进入展纱系统,使每根丝束充分展开,然后进入烘纱装置进行预热,烘纱装置设置温度为85℃,然后进入浸渍模头,在浸渍模头中连续长玻璃纤维与熔体发生浸渍;
128.s3、将浸渍后的连续长玻璃纤维经过四辊机进行模压和冷却定型,其中,四辊机内循环水的温度设置为80℃;
129.然后进入牵引装置进行进一步冷却和切边,牵引速度为8m/min;
130.最后进入自动收卷机中卷绕成卷,卷绕速度为8m/min。
131.制备过程中,控制双螺杆挤出机的螺杆转速和自动收卷机的卷绕速度,保证连续长玻璃纤维和聚酰胺56树脂组合物的重量分数比为65:35。上述制备得到的连续长玻璃纤维增强聚酰胺56复合材料为单向预浸带,性能参数参见表1。
132.实施例5
133.1、制备聚酰胺56树脂组合物
134.本实施例所采用的聚酰胺56树脂组合物按照重量份数包括以下组分:pa56:93份,抗氧化剂1098:0.2份,抗氧化剂168:0.2份,内润滑剂waxe:0.2份,外润滑剂waxc:0.2份,相容剂poe-g-mah:6份,偶联剂kh550:0.2份。
135.将上述组分加入高速搅拌机中混合,得到聚酰胺56树脂组合物。
136.2、制备连续纤维增强聚酰胺56复合材料
137.s1、利用双螺杆挤出机对上述聚酰胺56树脂组合物进行挤出,挤出的熔体经过熔体过滤器的过滤,进入浸渍模头;其中:
138.双螺杆挤出机为八区加热模式,一区至八区(喂料至机头)温度依次为240℃、290℃、300℃、300℃、300℃、300℃、300℃、300℃;
139.螺杆转速为400r/min;双螺杆挤出机的长径比为1:36;
140.熔体过滤器的温度为310℃;模头温度为305℃。
141.s2、将连续长玻璃纤维经过张力控制器,从纱架上退绕下来,经过分纱框,进入展纱系统,使每根丝束充分展开,然后进入烘纱装置进行预热,烘纱装置设置温度为85℃,然后进入浸渍模头,在浸渍模头中连续长玻璃纤维与熔体发生浸渍;
142.s3、将浸渍后的连续长玻璃纤维经过四辊机进行模压和冷却定型,其中,四辊机内循环水的温度设置为80℃;
143.然后进入牵引装置进行进一步冷却和切边,牵引速度为8m/min;
144.最后进入自动收卷机中卷绕成卷,卷绕速度为8m/min。
145.制备过程中,控制双螺杆挤出机的螺杆转速和自动收卷机的卷绕速度,保证连续长玻璃纤维和聚酰胺56树脂组合物的重量分数比为70:30。上述制备得到的连续长玻璃纤维增强聚酰胺56复合材料为单向预浸带,性能参数参见表1。
146.实施例6
147.1、制备聚酰胺56树脂组合物
148.本实施例所采用的聚酰胺56树脂组合物按照重量份数包括以下组分:pa56:90.5份,抗氧化剂1098:0.3份,抗氧化剂168:0.3份,内润滑剂waxe:0.2份,外润滑剂waxc:0.2份,相容剂poe-g-mah:8份,偶联剂kh560:0.5份。
149.将上述组分加入高速搅拌机中混合,得到聚酰胺56树脂组合物。
150.2、制备连续纤维增强聚酰胺56复合材料
151.s1、利用双螺杆挤出机对上述聚酰胺56树脂组合物进行挤出,挤出的熔体经过熔体过滤器的过滤,进入浸渍模头;其中:
152.双螺杆挤出机为八区加热模式,一区至八区(喂料至机头)温度依次为210℃、270℃、270℃、270℃、270℃、270℃、270℃、270℃;
153.螺杆转速为400r/min;双螺杆挤出机的长径比为1:36;
154.熔体过滤器的温度为285℃;模头温度为290℃。
155.s2、将连续长碳纤维经过张力控制器,从纱架上退绕下来,经过分纱框,进入展纱系统,使每根丝束充分展开,然后进入烘纱装置进行预热,烘纱装置设置温度为250℃,然后进入浸渍模头,在浸渍模头中连续长碳纤维与熔体发生浸渍;
156.s3、将浸渍后的连续长碳纤维经过四辊机进行模压和冷却定型,其中,四辊机内循环水的温度设置为80℃;
157.然后进入牵引装置进行进一步冷却和切边,牵引速度为8m/min;
158.最后进入自动收卷机中卷绕成卷,卷绕速度为8m/min。
159.制备过程中,控制双螺杆挤出机的螺杆转速和自动收卷机的卷绕速度,保证连续长碳纤维和聚酰胺56树脂组合物的重量分数比为50:50。上述制备得到的连续长碳纤维增强聚酰胺56复合材料为单向预浸带,性能参数参见表1。
160.实施例7
161.与实施例6制备连续纤维增强聚酰胺56复合材料的制备方法相同,区别在于:制备过程中,控制双螺杆挤出机的螺杆转速和自动收卷机的卷绕速度,保证连续长碳纤维和聚酰胺56树脂组合物的重量分数比为60:40。上述制备得到的连续长碳纤维增强聚酰胺56复合材料为单向预浸带,性能参数参见表1。
162.实施例8
163.与实施例6制备连续纤维增强聚酰胺56复合材料的制备方法相同,区别在于:制备过程中,控制双螺杆挤出机的螺杆转速和自动收卷机的卷绕速度,保证连续长碳纤维和聚酰胺56树脂组合物的重量分数比为65:35。上述制备得到的连续长碳纤维增强聚酰胺56复合材料为单向预浸带,性能参数参见表1。
164.对比例1:
165.1、制备聚酰胺6树脂组合物
166.本对比例所采用的聚酰胺6树脂组合物按照重量份数包括以下组分:聚酰胺pa6(购自新会美达公司、粘度为2.3、端氨基含量为54mmol/kg、熔点为223℃):90.5份,抗氧化剂1098:0.3份,抗氧化剂168:0.3份,内润滑剂waxe:0.2份,外润滑剂waxc:0.2份,相容剂poe-g-mah:8份,偶联剂kh550:0.5份。
167.将上述组分加入高速搅拌机中混合,得到聚酰胺6树脂组合物。
168.2、制备连续纤维增强聚酰胺复合材料
169.s1、利用双螺杆挤出机对上述聚酰胺6树脂组合物进行挤出,挤出的熔体经过熔体过滤器的过滤,进入浸渍模头;其中:
170.双螺杆挤出机为八区加热模式,一区至八区(喂料至机头)温度依次为200℃、220
℃、245℃、245℃、245℃、245℃、245℃、245℃;
171.螺杆转速为400r/min;双螺杆挤出机的长径比为1:36;
172.熔体过滤器的温度为250℃;模头温度为250℃。
173.s2、将连续长玻璃纤维经过张力控制器,从纱架上退绕下来,经过分纱框,进入展纱系统,使每根丝束充分展开,然后进入烘纱装置进行预热,烘纱装置设置温度为85℃,然后进入浸渍模头,在浸渍模头中连续长玻璃纤维与熔体发生浸渍;
174.s3、将浸渍后的连续长玻璃纤维经过四辊机进行模压和冷却定型,其中,四辊机内循环水的温度设置为80℃;
175.然后进入牵引装置进行进一步冷却和切边,牵引速度为8m/min;
176.最后进入自动收卷机中卷绕成卷,卷绕速度为8m/min。
177.制备过程中,控制双螺杆挤出机的螺杆转速和自动收卷机的卷绕速度,保证连续长玻璃纤维和聚酰胺6树脂组合物的重量分数比为65:35。上述制备得到的连续长玻璃纤维增强聚酰胺6复合材料为单向预浸带,性能参数参见表1。
178.对比例2
179.1、制备聚酰胺6树脂组合物
180.本对比例所采用的聚酰胺6树脂组合物按照重量份数包括以下组分:聚酰胺pa6(购自新会美达公司、粘度为2.3、端氨基含量为54mmol/kg、熔点为223℃):90.5份,抗氧化剂1098:0.3份,抗氧化剂168:0.3份,内润滑剂waxe:0.2份,外润滑剂waxc:0.2份,相容剂poe-g-mah:8份,偶联剂kh550:0.5份。
181.将上述组分加入高速搅拌机中混合,得到聚酰胺6树脂组合物。
182.2、制备连续纤维增强聚酰胺复合材料
183.s1、利用双螺杆挤出机对上述聚酰胺6树脂组合物进行挤出,挤出的熔体经过熔体过滤器的过滤,进入浸渍模头;其中:
184.双螺杆挤出机为八区加热模式,一区至八区(喂料至机头)温度依次为200℃、220℃、245℃、245℃、245℃、245℃、245℃、245℃;
185.螺杆转速为400r/min;双螺杆挤出机的长径比为1:36;
186.熔体过滤器的温度为245℃;模头温度为250℃。
187.s2、将连续长碳纤维经过张力控制器,从纱架上退绕下来,经过分纱框,进入展纱系统,使每根丝束充分展开,然后进入烘纱装置进行预热,烘纱装置设置温度为300℃,然后进入浸渍模头,在浸渍模头中连续长碳纤维与熔体发生浸渍;
188.s3、将浸渍后的连续长碳纤维经过四辊机进行模压和冷却定型,其中,四辊机内循环水的温度设置为80℃;
189.然后进入牵引装置进行进一步冷却和切边,牵引速度为8m/min;
190.最后进入自动收卷机中卷绕成卷,卷绕速度为8m/min。
191.制备过程中,控制双螺杆挤出机的螺杆转速和自动收卷机的卷绕速度,保证连续长碳纤维和聚酰胺6树脂组合物的重量分数比为65:35。上述制备得到的连续长碳纤维增强聚酰胺6复合材料为单向预浸带,性能参数参见表1。
192.对比例3
193.1、制备聚酰胺66树脂组合物
194.本对比例所采用的聚酰胺66树脂组合物按照重量份数包括以下组分:聚酰胺pa66(购自杜邦、粘度为2.6、端氨基含量为48mmol/kg、熔点为255℃):90.5份,抗氧化剂1098:0.3份,抗氧化剂168:0.3份,内润滑剂waxe:0.2份,外润滑剂waxc:0.2份,相容剂poe-g-mah:8份,偶联剂kh550:0.5份。
195.将上述组分加入高速搅拌机中混合,得到聚酰胺6树脂组合物。
196.2、制备连续纤维增强聚酰胺复合材料
197.s1、利用双螺杆挤出机对上述聚酰胺66树脂组合物进行挤出,挤出的熔体经过熔体过滤器的过滤,进入浸渍模头;其中:
198.双螺杆挤出机为八区加热模式,一区至八区(喂料至机头)温度依次为240℃、290℃、300℃、300℃、300℃、300℃、300℃、300℃;
199.螺杆转速为400r/min;双螺杆挤出机的长径比为1:36;
200.熔体过滤器的温度为315℃;模头温度为310℃。
201.s2、将连续长玻璃纤维经过张力控制器,从纱架上退绕下来,经过分纱框,进入展纱系统,使每根丝束充分展开,然后进入烘纱装置进行预热,烘纱装置设置温度为85℃,然后进入浸渍模头,在浸渍模头中连续长玻璃纤维与熔体发生浸渍;
202.s3、将浸渍后的连续长玻璃纤维经过四辊机进行模压和冷却定型,其中,四辊机内循环水的温度设置为80℃;
203.然后进入牵引装置进行进一步冷却和切边,牵引速度为8m/min;
204.最后进入自动收卷机中卷绕成卷,卷绕速度为8m/min。
205.制备过程中,控制双螺杆挤出机的螺杆转速和自动收卷机的卷绕速度,保证连续长玻璃纤维和聚酰胺66树脂组合物的重量分数比为65:35。上述制备得到的连续长玻璃纤维增强聚酰胺66复合材料为单向预浸带,性能参数参见表1。
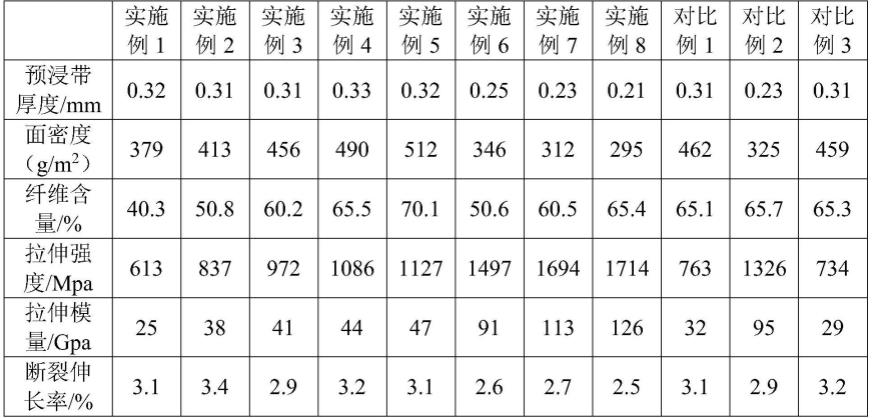
206.将实施例1-8和对比例1-3的连续纤维增强聚酰胺复合材料单向预浸带按照如下测试方法进行性能测试:(1)面密度:astm 792-98;(2)纤维含量:astm d5630;(3)拉伸强度:astm d3039;(4)拉伸模量:astm d3039;(5)断裂伸长率:astm d3039。结果如表1所示。
207.表1
[0208][0209]
由表1可见,实施例1-5系含有连续长玻璃纤维的聚酰胺56复合材料,拉伸强度均
在600mpa以上,实施例5高达1127mpa;拉伸模量也随着纤维含量增加而增加,实施例5高达47gpa。实施例6-8系含有连续长碳纤维的聚酰胺56复合材料,即使纤维含量较低也获得了较高的力学性能。实施例4、对比例1和对比例2中连续长玻璃纤维含量相近,但是实施例4获得的pa56复合材料的力学性能明显高于对比例1pa6复合材料以及对比例3pa66复合材料的力学性能。类似的,实施例8和对比例2中连续长碳纤维含量相近,实施例8获得的pa56复合材料力学强度也明显高于对比例2。综合来看,本发明的实施例的力学性能优异,而且本发明pa56生物基含量高,有效地减少了化石原料的使用,从而减少了碳排放。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1