一种高强度超耐磨阻燃性防水卷材及其制备方法和应用
1.本发明涉及建筑固废回收再利用和防水材料领域,具体涉及一种高强度超耐磨阻燃性防水卷材及其制备方法和应用。
背景技术:
2.随着人们对生活品质要求的提高,对房屋、隧道和公路等防渗漏的要求也在不断提高。防水卷材是一种可以抵御外界雨水、地下水渗漏的可卷曲成卷状的柔性建材产品,是整个工程防水的第一道屏障。
3.传统的防水卷材有沥青防水材料和合成高分子防水卷材。沥青防水卷材虽然成本低,但温度稳定性差,高温易流淌,低温易脆裂,使用年限短。pvc防水卷材是一种常见的热塑性高分子卷材,这种卷材具有较好的尺寸稳定性和较低的热膨胀系数,但是物理性能会随着使用时间降低较快。
4.从近几年与pvc防水卷材相关的发明专利内容上看,大多数专利中只是将pvc与聚酯进行简单的复合或者用沥青等高分子涂层对pvc防水卷材的表面进行改性,而这两种方法主要对提高防水卷材的耐腐蚀性、自粘性和抗静电性有一些贡献,并没能提高其强度和阻燃性等性能。此外,也有一些专利中对pvc防水卷材的生产工艺和生产设备进行了更为详尽的研究,但其工艺和设备要求都很复杂,在一定程度上提高了pvc防水卷材的生产成本,大规模生产的实用意义不大。
技术实现要素:
5.本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种高强度、超耐磨、高阻燃、易维护和使用年限长等优异性能的高强度超耐磨阻燃性防水卷材及其制备方法和应用。
6.本发明的目的可以通过以下技术方案来实现:
7.发明人知晓,自1958年我国对环氧树脂开始研究并快速投入工业生产以来,由于其具有优异的机械性能、电绝缘性、粘合性、热稳定性、耐化学性以及使用工艺的灵活性等优势,环氧树脂已作为涂料、复合材料、胶黏剂和模压材料等应用型材料在电子、船舶和建筑等领域中得到日益广泛的应用。目前中国已成为全球最大的环氧树脂市场,环氧树脂作为一种土建材料,已广泛用于防腐地坪、环氧砂浆和混凝土制品、高级路面和机场跑道、快速修补材料、加固地基基础的灌浆材料、建筑胶粘剂及涂料等。然而,这些环氧树脂在使用报废后就成为了废弃环氧树脂的重要来源,其中在生产过程中大约还有2
‑
3%的边角料也是一部分来源。对于这些废弃环氧树脂的处理,我国现在主要是以填埋为主,这不仅占用大量土地资源,其含有的有害物质还会对环境造成二次污染。
8.进而,发明人开始致力于回收废弃环氧树脂,将其与其他材料进行复合制备出新型的工业应用材料,这种将废弃物变废为宝的措施是一项有力的保护生态环境的举措,具体方案如下:
9.本发明提供一种以回收pvc和废弃环氧树脂为原料,加入乙烯
‑
醋酸乙烯共聚物和玻纤布以及多种助剂经混合、密炼、挤出和背衬压延的工艺得到高强度超耐磨阻燃性防水卷材。
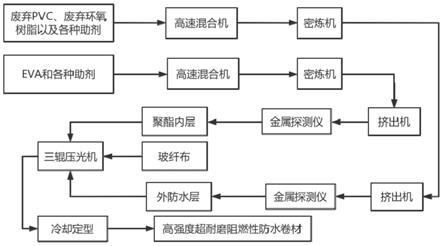
10.工艺流程大致为:首先将分拣破碎好的废弃环氧树脂和除去杂质的回收pvc、增塑剂、纳米阻燃剂、热稳定剂、抗氧剂和光稳定剂以配方中的重量比例按先固后液的顺序加入高速混合机中进行混合搅拌,混合均匀后得到外防水层物料;将聚酯、热稳定剂和抗静电剂以配方中的重量比例按先固后液的顺序加入高速混合机中进行混合搅拌,混合均匀后得到聚酯内层物料;再将外防水层物料和聚酯内层物料分别输送至密炼机加压塑化,进一步混合后将外防水层物料和聚酯内层物料分别投入挤出机的混料壶中,经过金属检测仪排出金属物质,再将得到的外防水层和聚酯内层输送至三辊压光机中的2个成型模具中,同时将玻纤布从这两个模具中间放入形成中间层,在三辊压光机的牵引力作用下,将这三层材料复合压延成型,并对复合材料的表面进行修整压光,置于室温冷却定型,最后切割收卷,具体为:
11.一种高强度超耐磨阻燃性防水卷材的制备方法,其特征在于,该方法包括以下步骤:
12.(1)将废弃环氧树脂、聚氯乙烯回收料、热稳定剂、光稳定剂、抗氧剂、增塑剂、纳米阻燃剂和抗静电剂按先固后液的顺序加入高速混合机中进行混合搅拌,混合均匀后得到外防水层物料,
13.同时将聚酯、抗静电剂和热稳定剂按先固后液的顺序加入另一高速混合机中进行混合搅拌,混合均匀后得到聚酯内层物料;
14.(2)将外防水层物料冷却后投入密炼机中,进行密炼;
15.(3)将处理后的外防水层物料和聚酯内层物料过滤后,分别投入单螺杆挤出机的混料壶中,挤出成型,外防水层和聚酯内层;
16.(4)将挤出的外防水层和聚酯内层分别经传送带传至金属检测仪中,将重金属检测并除去;
17.(5)将剔除金属杂质的外防水层和聚酯内层分别输送至三辊压光机两个成型模具中,同时将玻纤布从这两个模具中间放入形成中间层,将这三层材料复合压延成型,形成复合材料,并对复合材料的表面进行修整压光;
18.(6)将压延好的复合材料冷却定型,再进行切割收卷,得到高强度超耐磨阻燃性防水卷材,包装运出。
19.进一步地,所述的聚氯乙烯回收料相对密度为1.4
‑
1.6g/cm3,抗张强度60
‑
65mpa,冲击强度6
‑
10kj/m2,氧指数45
‑
48,阻燃等级b1,热容值为0.8
‑
1.0kj/(kg
·
k)。
20.进一步地,所述的废弃环氧树脂相对密度为1.15
‑
1.25g/cm3,黄色或透明固体,有较好的粘结强度,其用量为聚氯乙烯回收料用量的20
‑
40%。
21.进一步地,所述的热稳定剂包括液体钙/锌复合稳定剂,有良好的热稳定性、无毒、无味,其用量为聚氯乙烯回收料用量的4
‑
6%;
22.所述的纳米阻燃剂包括纳米水滑石、纳米粘土、纳米氢氧化铝、或纳米氢氧化镁中的一种或多种,其用量为聚氯乙烯回收料用量的1
‑
10%;
23.所述的增塑剂包括邻苯二甲酸二辛酯,黄色油状液体,密度为0.978g/cm3,沸点为
340℃,凝固点为
‑
40℃,折光率为1.482,闪点为219℃,还包括磷酸三甲苯酯或邻苯二甲酸二丁酯,其用量为聚氯乙烯回收料用量的30
‑
50%;
24.所述的光稳定剂包括2
‑
(2ˊ
‑
羟基
‑
5ˊ
‑
甲基苯基)苯并三氮唑(uv
‑
p),无色或淡黄色结晶粉末,熔点128
‑
130℃,溶于汽油、苯、丙酮等多种有机溶剂,还包括炭黑或2
‑
羟基
‑4‑
正辛氧基二苯甲酮,其用量为聚氯乙烯回收料用量的0.2
‑
0.5%;
25.所述的抗氧剂包括四[β
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯基)丙酸]季戊四醇酯(简称抗氧剂1010),白色结晶粉末,熔点110
‑
125℃,密度为1.15g/cm3,溶于苯、丙酮、氯仿,微溶于乙醇,不溶于水,还包括2,6
‑
二叔丁基对甲酚或三[2,4
‑
二叔丁基苯基]亚磷酸酯,其用量为聚氯乙烯回收料用量的0.1
‑
1%;
[0026]
进一步地,所述的聚酯包括乙烯
‑
醋酸乙烯共聚物(eva),密度为0.92
‑
0.98g/cm3,其用量为聚氯乙烯回收料用量的90
‑
100%;
[0027]
所述的抗静电剂包括聚环氧乙烷,熔点62
‑
65℃,密度为1.15
‑
1.26g/cm3,还包括烷基磺酸钠或聚醚酰胺酰亚胺,外防水层物料中,抗静电剂用量为聚氯乙烯回收料用量的0.5
‑
1%,聚酯内层物料中,抗静电剂用量为聚酯的0.5
‑
1%。
[0028]
进一步地,步骤(1)中所述搅拌的温度控制在130
‑
150℃,时间为3.5
‑
4min,转速为500
‑
900r/min;
[0029]
步骤(2)中所述外防水层物料密炼的温度为150
‑
160℃,时间为40
‑
60min;所述聚酯内层物料密炼的温度为130
‑
150℃,时间为30
‑
40min,所述辊压的时间160
‑
170s,电流为220
‑
240a。
[0030]
进一步地,步骤(3)中所述挤出的温度为85
‑
90℃,所述单螺杆挤出机的单螺杆长径比(20
‑
40):1,螺杆转速为30
‑
70r/min;
[0031]
步骤(4)中所述金属检测仪的频率为300
‑
700hz。
[0032]
进一步地,步骤(5)中所述三辊压光机的辊筒直径为320
‑
330mm,辊筒长度500
‑
4000mm,辊筒线速度2.5
‑
2.8m/min。
[0033]
一种如上所述方法制备的高强度超耐磨阻燃性防水卷材。
[0034]
一种如上所述高强度超耐磨阻燃性防水卷材的应用,该防水卷材应用于民用建筑物的屋面、地下室、室内和蓄水池、游泳池以及地铁隧道防水。
[0035]
应用方法为:防水卷材铺贴应采用满铺法,不得起皱折,不得用力拉伸卷材,边铺贴边排除卷材下面的空气和多余的胶粘剂,保证卷材与基层面以及各层卷材之间粘结密实,搭接宽度不得小于100mm,上下两层和相邻两幅卷材接缝应错开三分之一幅度;除此之外,施工工艺与其他类防水卷材相同。
[0036]
本发明所述高速混合机、密炼机、挤出机、三辊压光机等仪器设备均为生产工业地板膜专用设备,加工尺寸4.5
‑
8.5m。
[0037]
本发明所述的高强度超耐磨阻燃性防水卷材以回收pvc和废弃环氧树脂为原料,生产过程中加入适当的乙烯
‑
醋酸乙烯共聚物、增塑剂、纳米阻燃剂、抗老化剂和抗静电剂等各种助剂,经过混合、密炼和挤出,再与玻纤布共同压延等工艺制得。防老化剂中含有热稳定剂、抗氧剂和光稳定剂,可以削弱紫外线和日光照射强度,玻纤布的加入可以提高产品的抗拉性、促进室内气候的调节,防潮防霉,延长使用寿命,易施工,有很好的应用前景。
[0038]
本发明中使用的是废弃环氧树脂,主要来源于建筑废弃物中的废线路板,并利用
了背衬工艺,是将外防水层、玻纤布和聚酯内层同时放入三辊压光机中热压复合而成,就工艺来说,也更为便利。本发明中,废弃环氧树脂既具有刚性有机分子的特点,结构上与树脂基体相差较小,与pvc相容性较好;也具有刚性无机分子的特点如强度高、硬度大、不易变形和不易分解等特点,根据其对pvc改性的两种增韧机理即“冷拉机理”和“空穴增韧机理”,可有效提高制品的韧性、强度、耐热性和耐磨性。
[0039]
与现有技术相比,本发明具有以下优点:
[0040]
(1)本发明中,通过由建筑废弃环氧树脂、回收pvc、热稳定剂、增塑剂、纳米阻燃剂、抗氧剂、光稳定剂制得的外防水层,以及由乙烯
‑
醋酸乙烯酯、抗静电剂和热稳定剂制得的聚酯内层,与玻纤布共同复合制得。材料来源广泛,性价比高,实现了将废弃环氧树脂和废料pvc回收利用,变废为宝,防水卷材因为其超耐磨性、阻燃性、高强度和抗静电等特点,已经在用于地下室、卫生间和蓄水池等建筑物的防水工程;
[0041]
(2)本发明中,防水卷材的长度和宽度可根据消费者的需求,对不同的使用场合进行相应的裁剪,由于玻纤布具有良好的覆盖功能,抗拉性强,表面不积聚静电、不产生积垢死角,容易进行清洁和维护;
[0042]
(3)本发明中,由于废弃环氧树脂的加入,使其相比于传统的pvc防水卷材具有更高的强度和更好的耐磨性和耐高温性,而纳米阻燃剂、抗氧剂、光稳定剂和热稳定剂的加入,提高了它的阻燃性和耐候性,使其具有较好的阻燃和防老化效果,从而延长了应用寿命,可以用于室外环境条件较差的工程场所;
[0043]
(4)本发明中,利用了新型化学纤维织物背衬工艺,使pvc和环氧树脂复合基料作为面层,聚酯作为背层,与玻纤布形成夹层结构,表面经过三辊压光机的修整与压光,保证了材料的平整性,增加与粘接胶水的接触面积,提高了粘结强度和附着力,在实际应用时易铺贴。
附图说明
[0044]
图1为本发明防水卷材的工艺流程图;
[0045]
图2为本发明防水卷材的背衬工艺示意图。
具体实施方式
[0046]
下面结合附图和具体实施例对本发明进行详细说明。本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
[0047]
一种高强度超耐磨阻燃性防水卷材的制备方法,如图1和图2,包括以下步骤:
[0048]
(1)将废弃环氧树脂、聚氯乙烯回收料、热稳定剂、光稳定剂、抗氧剂、增塑剂、纳米阻燃剂和用量为聚氯乙烯回收料0.5
‑
1%的抗静电剂按先固后液的顺序加入高速混合机中进行混合搅拌,温度控制在130
‑
150℃,搅拌时间约3.5
‑
4min,搅拌速度约500
‑
900r/min,混合均匀后得到外防水层物料;
[0049]
将聚酯、用量为聚酯0.5
‑
1%的抗静电剂和热稳定剂按先固后液的顺序加入高速混合机中进行混合搅拌,温度控制在130
‑
150℃,搅拌时间约3.5
‑
4min,搅拌速度约500
‑
900r/min,混合均匀后得到聚酯内层物料;
[0050]
(2)将步骤(1)中外防水层物料冷却后投入密炼机中,在150
‑
160℃下密炼40
‑
60min;将步骤(1)中聚酯内层物料在130
‑
150℃下密炼30
‑
40min,辊压时间160
‑
170s,电流220
‑
240a。
[0051]
(3)将步骤(2)中外防水层物料和聚酯内层物料过滤后,分别投入单螺杆挤出机的混料壶中,85
‑
90℃挤出成型,单螺杆长径比(20
‑
40):1,螺杆转速30
‑
70r/min,得到外防水层和聚酯内层。
[0052]
(4)将步骤(3)中挤出的外防水层和聚酯内层分别经传送带传至金属检测仪中,将重金属检测并除去,金属检测仪频率300
‑
700hz。
[0053]
(5)将步骤(4)中剔除金属杂质的外防水层和聚酯内层分别输送至三辊压光机的2个成型模具中,同时将玻纤布从这两个模具中间放入形成中间层,在三辊压光机的牵引力作用下,将这三层材料复合压延成型,并对复合材料的表面进行修整压光,辊筒直径φ320
‑
330mm,辊筒长度500
‑
4000mm,辊筒线速度2.5
‑
2.8m/min。
[0054]
(6)将步骤(5)中压延好的防水卷材置于室温冷却定型。
[0055]
(7)将步骤(6)中冷却定型的防水卷材进行切割收卷,其中,防水层厚度:玻纤层厚度:聚酯层厚度=(1
‑
1.5):(1
‑
1.5):(1
‑
1.5),包装运出。
[0056]
其中,聚氯乙烯回收料相对密度为1.4
‑
1.6g/cm3,抗张强度60
‑
65mpa,冲击强度6
‑
10kj/m2,氧指数45
‑
48,阻燃等级b1,热容值为0.8
‑
1.0kj/(kg
·
k)。
[0057]
废弃环氧树脂相对密度为1.15
‑
1.25g/cm3,黄色或透明固体,有较好的粘结强度,其用量为聚氯乙烯回收料用量的20
‑
40%。
[0058]
热稳定剂为液体钙/锌复合稳定剂,有良好的热稳定性、无毒、无味,其用量为聚氯乙烯回收料用量的4
‑
6%;
[0059]
纳米阻燃剂包括纳米水滑石、纳米粘土、纳米氢氧化铝、或纳米氢氧化镁中的一种或多种,其用量为聚氯乙烯回收料用量的1
‑
10%。
[0060]
增塑剂包括邻苯二甲酸二辛酯、磷酸三甲苯酯或邻苯二甲酸二丁酯中的一种或多种,其用量为聚氯乙烯回收料用量的30
‑
50%。
[0061]
热稳定剂包括液体钙/锌复合稳定剂,其用量为聚氯乙烯回收料用量的4
‑
6%;
[0062]
光稳定剂包括2
‑
(2ˊ
‑
羟基
‑
5ˊ
‑
甲基苯基)苯并三氮唑、炭黑或2
‑
羟基
‑4‑
正辛氧基二苯甲酮中的一种或多种,其用量为聚氯乙烯回收料用量的0.2
‑
0.5%;
[0063]
抗氧剂包括四[β
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯基)丙酸]季戊四醇酯、2,6
‑
二叔丁基对甲酚或三[2,4
‑
二叔丁基苯基]亚磷酸酯中的一种或多种,其用量为聚氯乙烯回收料用量的0.1
‑
1%。
[0064]
聚酯包括乙烯
‑
醋酸乙烯共聚物,密度为0.92
‑
0.98g/cm3,其用量为聚氯乙烯回收料用量的90
‑
100%;
[0065]
抗静电剂包括聚环氧乙烷、烷基磺酸钠或聚醚酰胺酰亚胺中的一种或多种。
[0066]
实施例1
[0067]
(1)将废弃环氧树脂、回收料pvc、热稳定剂——液体钙/锌复合稳定剂、光稳定剂——2
‑
(2ˊ
‑
羟基
‑
5ˊ
‑
甲基苯基)苯并三氮唑、抗氧剂——四[β
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯基)丙酸]季戊四醇酯、增塑剂——邻苯二甲酸二辛酯、纳米阻燃剂——纳米水滑石和用量为聚氯乙烯回收料0.5%的抗静电剂——聚醚酰胺酰亚胺,按先固后液的顺序加入高速混
合机中进行混合搅拌,温度控制在130℃,搅拌时间约3.5min,搅拌速度约500r/min,混合均匀后得到外防水层物料;
[0068]
将乙烯
‑
醋酸乙烯共聚物、用量为乙烯
‑
醋酸乙烯共聚物0.5%的抗静电剂——聚环氧乙烷和热稳定剂——液体钙/锌复合稳定剂,按先固后液的顺序加入高速混合机中进行混合搅拌,温度控制在130℃,搅拌时间约3.5min,搅拌速度约500r/min,混合均匀后得到聚酯内层物料。
[0069]
(2)将步骤(1)中外防水层物料冷却后投入密炼机中,在150℃下密炼40min;将步骤(1)中聚酯内层物料在130℃下密炼30min,辊压时间160s,电流220a。
[0070]
(3)将步骤(2)中外防水层物料和聚酯内层物料过滤后,分别投入单螺杆挤出机的混料壶中,85℃挤出成型,单螺杆长径比20:1,螺杆转速30r/min,得到外防水层和聚酯内层。
[0071]
(4)将步骤(3)中挤出的外防水层和聚酯内层分别经传送带传至金属检测仪中,将重金属检测并除去,金属检测仪频率400hz。
[0072]
(5)将步骤(4)中剔除金属杂质的外防水层和聚酯内层分别输送至三辊压光机的2个成型模具中,同时将玻纤布从这两个模具中间放入形成中间层,在三辊压光机的牵引力作用下,将这三层材料复合压延成型,并对复合材料的表面进行修整压光,辊筒直径φ320mm,辊筒长度500mm,辊筒线速度2.5m/min。
[0073]
(6)将步骤(5)中压延好的防水卷材置于室温冷却定型。
[0074]
(7)将步骤(6)中冷却定型的防水卷材进行切割收卷,其中,防水层厚度:玻纤层厚度:聚酯层厚度=1:1:1,包装运出。
[0075]
废弃环氧树脂用量为聚氯乙烯回收料用量的30%;热稳定剂用量为聚氯乙烯回收料用量的4%;增塑剂用量为聚氯乙烯回收料用量的30%;光稳定剂用量为聚氯乙烯回收料用量的0.3%;抗氧剂用量为聚氯乙烯回收料用量的0.5%;聚酯用量为聚氯乙烯回收料用量的90%;纳米阻燃剂用量为聚氯乙烯回收料用量的5%。
[0076]
表1为实施例1防水卷材的耐磨性能指标。表2为实施例1防水卷材的燃烧性能测试。
[0077]
表1
[0078][0079]
说明:参照标准en 660
‑
2。
[0080]
表2
[0081][0082][0083]
另外,本实施例中,记外防水层厚度:玻纤层厚度:聚酯层厚度=a:b:c,各种厚度比的性能影响不大,具体如下表3:
[0084]
表3
[0085][0086]
各层厚度比例对产品性能的影响并不大,因为产品的性能主要是由回收pvc和废弃环氧树脂的以及各种助剂的含量和加工工艺所决定,一旦含量确定,加工工艺条件基本一致,厚度比例的变化并不能影响其强度、耐热性和耐磨性。
[0087]
实施例2
[0088]
与实施例1相比,将步骤(1)中回收料pvc、废弃环氧树脂和各种助剂的混合温度由130℃改为140,其他条件保持不变。
[0089]
实施例3
[0090]
与实施例1相比,将步骤(1)中回收料pvc、废弃环氧树脂和各种助剂等搅拌时间由3.5min改为3.7min,其他条件保持不变。
[0091]
实施例4
[0092]
与实施例1相比,将步骤(1)中乙烯
‑
醋酸乙烯共聚物、稳定剂和抗静电剂的混合温度由130℃改为150℃,其他条件保持不变。
[0093]
实施例5
[0094]
与实施例1相比,将步骤(1)中乙烯
‑
醋酸乙烯共聚物、稳定剂和抗静电剂的搅拌时间由3.5min改为4min,其他条件保持不变。
[0095]
实施例6
[0096]
与实施例1相比,将步骤(2)中物料在密炼机中辊压时间由160s改为164s,电流由220a改为236a,其他条件保持不变。
[0097]
实施例7
[0098]
与实施例1相比,将步骤(2)中物料在密炼机中辊压时间由160s改为168s,电流由220a改为229a,其他条件保持不变。
[0099]
实施例8
[0100]
与实施例1相比,将步骤(2)中外防水层物料在密炼机中密炼温度由150℃改为155℃,密炼时间由40min改为50min,其他条件保持不变。
[0101]
实施例9
[0102]
与实施例1相比,将步骤(2)中聚酯内层物料在密炼机中密炼温度由130℃改为140℃,密炼时间由30min改为35min,其他条件保持不变。
[0103]
实施例10
[0104]
与实施例1相比,将步骤(2)中外防水层物料在密炼机中密炼温度由150℃改为160℃,密炼时间由40min改为60min,其他条件保持不变。
[0105]
实施例11
[0106]
与实施例1相比,将步骤(2)中聚酯内层物料在密炼机中密炼温度由130℃改为135℃,密炼时间由30min改为40min,其他条件保持不变。
[0107]
实施例12
[0108]
与实施例1相比,将步骤(3)中螺杆转速由30r/min改为45r/min,其他条件保持不变。
[0109]
实施例13
[0110]
与实施例1相比,将步骤(3)中螺杆转速由30r/min改为65r/min,其他条件保持不变。
[0111]
实施例14
[0112]
与实施例1相比,将步骤(3)中螺杆长径比由20:1改为30:1,其他条件保持不变。
[0113]
实施例15
[0114]
与实施例1相比,将步骤(3)中成型温度由85℃改为88℃,其他条件保持不变。
[0115]
实施例16
[0116]
与实施例1相比,将步骤(4)中金属检测仪频率由300hz改为800hz,其他条件保持不变。
[0117]
实施例17
[0118]
与实施例1相比,将步骤(5)中辊筒直径由320mm改为325mm,其他条件保持不变。
[0119]
实施例18
[0120]
与实施例1相比,将步骤(5)中辊筒长度由500mm改为800mm,其他条件保持不变。
[0121]
实施例19
[0122]
与实施例1相比,将步骤(5)中辊筒长度由500mm改为1000mm,其他条件保持不变。
[0123]
实施例20
[0124]
与实施例1相比,将步骤(5)中辊筒线速度由2.5m/min改为2.8m/min,其他条件保持不变。
[0125]
实施例2
‑
20中获得的一种高强度超耐磨阻燃性防水卷材与实施例1的产品具有类似的性能。
[0126]
对比例1
[0127]
将实施例1中的外防水层物料替换为纯pvc传统材料,得到的卷材性能如下表4:
[0128]
表4
[0129][0130]
其中,传统纯pvc的物理性质相比于回收pvc的物性对比如下表5:
[0131]
表5
[0132][0133]
回收pvc的分解温度和密度略高一些。
[0134]
对比例2
[0135]
与实施例1相比,区别在于,废弃环氧树脂用量小于聚氯乙烯回收料用量的19%。
[0136]
对比例3
[0137]
与实施例1相比,区别在于,废弃环氧树脂用量大于聚氯乙烯回收料用量的41%。
[0138]
将本发明各实施例与对比例2
‑
3的性能进行测试,其效果对比如下表6:
[0139]
表6
[0140][0141]
究其原因,当pvc在挤出机中加热至熔融状态的过程,热解切作用使其脱去hcl,形成活性自由基,产生的hcl会进一步诱发周围的pvc不饱和结构脱去hcl,引发自催化反应,产生更多活性自由基,而废弃环氧树脂在粉碎过程中就是将固化交联的三维网络结构的分子链不断打断,分子链的断裂也可形成新的活性反应基团,pvc和废弃环氧树脂本就相容性较好,它们产生的活性自由基团容易在表面发生接枝反应,从而生成一种新的复合材料,这种复合材料会同时具备pvc和废弃环氧树脂的优异性能。本发明中,并不只是依靠这种复合材料的性能,而是以pvc为主体材料,pvc和环氧树脂的复合材料作为一种提高部分性能的
辅助材料,来提高产品的总性能。
[0142]
当废弃环氧树脂用量低于19%时,在粉碎过程中产生的活性自由基较少,与pvc形成的复合材料所占的体积比例也较低,虽然相比于纯pvc,由于废弃环氧树脂的存在,pvc的拉伸强度、耐热度和耐磨性有所提高,但是产品的主体性能仍是以pvc为主;而当废弃环氧树脂用量高于41%时,废弃环氧树脂在粉碎过程中产生的活性自由基过多,使得pvc不再发挥主体作用,此时虽然废弃环氧树脂和pvc的复合材料所占比例很大,但却失去了pvc主体材料所赋予产品的主性能。
[0143]
将本发明各实施例与对比例2
‑
3的性能进行老化测试,其效果对比如下表7:
[0144]
表7
[0145][0146]
经过人工气候老化2000h后,本发明中所述产品的各项性能指标都略有下降,但与纯pvc防水卷材相比,幅度不大。这是因为,首先,本产品中加入了抗氧化剂、热稳定剂、光稳定剂和纳米阻燃剂等助剂,在一定程度上提高了产品的抗老化性能;其次,废弃环氧树脂和回收的pvc都是属于耐热性较好的材料,它们形成的复合材料也具有两者的优异性能,提高了产品的强度和耐热性,在使用过程中由于外界条件而对产品造成的结构性能破坏较纯pvc材料的小,故抗老化性也较好。
[0147]
以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1