一种耐热老化ASA/PBT组合物及其制备方法与流程
一种耐热老化asa/pbt组合物及其制备方法
技术领域
1.本发明属于合金材料技术领域,具体涉及一种耐热老化asa/pbt组合物及其制备方法。
背景技术:
2.asa是一种由丙烯腈(acrylonitrile)-苯乙烯(styrene)-丙烯酸酯(acrylate)组成的三元聚合物,属于抗冲改性树脂。其结构和abs的结构相似,两者都含有苯乙烯和丙烯腈。asa保留了abs作为工程塑料所具有的较好的机械物理性能,并且由于不含有双键结构,其耐候性比abs高出很多,同时asa树脂具有很高的抗冲击性,高的力学性能、良好的耐热性和极好的着色性等。
3.聚对苯二甲酸丁二醇酯(polybutylene terephthalate),又名聚对苯二甲酸四次甲基酯,简称pbt,其是对苯二甲酸与1,4-丁二醇的缩聚物。pbt为乳白色半透明到不透明、半结晶型热塑性聚酯,具有高耐热性、可以在140℃下长期工作,韧性、耐疲劳性,自润滑、低摩擦系数,不耐强酸、强碱,能耐有机溶剂,可燃,高温下分解。由于这些优良的性能,在汽车、机械设备、精密仪器部件、电子电器、纺织等领域得到广泛的应用。
4.为了提高高分子材料的性能,通常采用的手段是将两种以上的高分子材料复配使用,asa/pbt合金材料兼有asa和pbt的优点,但其部分力学性能较差,常使用玻璃纤维进行增腔,但玻纤增强的asa/pbt在连续高温条件下,会加速塑料分解,导致材料性能下降,耐热老化性能较差,限制了asa/pbt组合物在一些高温环境下的应用。
技术实现要素:
5.有鉴于此,本发明有必要提供一种耐热老化asa/pbt组合物,通过炭黑母粒和抗氧剂ca的复配效果,显著提升asa/pbt组合物的耐热老化性能,老化后机械性能保持率高。
6.为了实现上述目的,本发明采用以下技术方案:
7.本发明提供了一种耐热老化asa/pbt组合物,其由100份asa、10-50份pbt、30-50份玻璃纤维、3-10份苯乙烯-丙烯腈-gma、1-2份润滑剂、4-6份炭黑母粒和0.1-0.2份抗氧剂ca按照重量份制备而成。
8.本发明在玻纤体系的asa/pbt组合物中加入炭黑母粒和抗氧剂ca,利用炭黑母粒和抗氧剂ca的复配作用,使得玻纤体系的asa/pbt组合物耐热老化性能显著提升,热老化后机械性能保持率高。此外,因炭黑母粒本身具有导电性,其在体系中还起到抗静电剂的作用。进一步的,在体系中混入苯乙烯-丙烯腈-gma一方面降低了asa与pbt间的界面张力以及两相之间的内应力,提升了组合物的机械性能,另一方面苯乙烯-丙烯腈-gma的添加小幅度的提升了asa/pbt组合物的耐热性能,使得该asa/pbt组合物综合性能优异。
9.进一步的,本发明中采用的asa、pbt没有特别的限定,本领域中常规的asa、pbt均可,在本发明的一个或多个实施例中,所述asa在240℃、5kg测试条件下的熔融指数为5-30g/10min。
10.所述pbt在235℃、2.16kg测试条件下的熔融指数为5-30g/10min。
11.本发明中所述的玻璃纤维可以是本领域中任意种类或规格的玻璃纤维,没有特别的限定,在本发明的一个或多个实施例中,所述玻璃纤维为无碱玻璃纤维,其公制号数为1000-2500tex,直径为8-15μm。
12.进一步的,所述苯乙烯-丙烯腈-gma中,gma的质量分数在10
±
0.5%。
13.在本发明的一个或多个实施例中,所述润滑剂选自硬脂酸钙,可以理解的是,本领域中任意可用于asa、pbt中的润滑剂均可用于本发明的技术方案中。
14.进一步的,所述炭黑母粒由20-40份asa、5-15份硬脂酸钙和45-75份炭黑按照重量份混合制成,可采用本领域中常规的混合均匀后,挤出获得炭黑母粒的方式,其具体工艺没有特殊的限制,在本发明的一个或多个实施例中,将上述组分加入高混机中混合,获得均匀的混合物料;将所述混合物料加入双螺杆挤出机中,经挤出机熔融挤出后造粒制备得到炭黑母粒,其中,挤出机各加热区间温度为180℃、190℃、200℃、210℃、220℃、230℃,模头230℃。
15.本发明还提供了一种如前述任一项所述的耐热老化asa/pbt组合物的制备方法,包括以下步骤:
16.按照重量份配比将100份asa、10-50份pbt、3-10份苯乙烯-丙烯腈-gma、1-2份润滑剂、4-6份炭黑母粒和0.1-0.2份抗氧剂ca充分混合,获得均匀的混合物料,可以理解的是,其混合方式和时间等没有特别的限定,只要能够保证各原料组分混合均匀即可;
17.将所述混合物料加入双螺杆挤出机中,同时将30-50份玻璃纤维经纤维加料口加入双螺杆挤出机中,经熔融、挤出、造粒,制得耐热老化asa/pbt组合物。
18.进一步的,所述双螺杆挤出机的加热温度区间为180-240℃。
19.与现有技术相比,本发明具有以下有益效果:
20.本发明中的asa/pbt组合物综合性能优异,耐热老化性能明显提升,热老化后的机械性能保持率高。并且该asa/pbt组合物拉伸强度和缺口冲击强度高,力学性能优异。
具体实施方式
21.为了便于理解本发明,下面将结合具体的实施例对本发明进行更全面的描述。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
22.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。
23.以下实施例和对比例中原料组分具体信息如下:
24.asa:沙伯基础(原ge)geloy xtpm302,熔融指数10g/10min(240℃,5kg);
25.pbt:日本三菱5010r5,熔融指数20g/10min(235℃,2.16kg);
26.玻璃纤维:巨石er14-1000-988a;
27.苯乙烯-丙烯腈-gma:生产商为广东艾斯特新材料有限公司,gma的质量分数在10
±
0.5%:
28.硬脂酸钙:江西宏远化工;
29.炭黑母粒:由asa为30重量份、硬脂酸钙10重量份和炭黑60重量份加入高混机中混合,获得均匀的混合物料;将所述混合物料加入双螺杆挤出机中,经挤出机熔融挤出后造粒制备得到炭黑母粒,其中,挤出机各加热区间温度为180℃、190℃、200℃、210℃、220℃、230℃,模头230℃。
30.抗氧剂ca:武汉拉那白医药化工有限公司。
31.可以理解的是,以上原料组分的具体参数仅为使得本发明的技术方案更加清楚做出的示例,不代表本发明的技术方案仅能采用以上原料组分,具体保护范围以权利要求书为准。此外,以下实施例和对比例中所述的“份”、“份数”等,如无特别的说明,均指的是重量份。
32.实施例1
33.将100份asa、10份pbt、3份苯乙烯-丙烯腈-gma、1份润滑剂、4份炭黑母粒与0.1份抗氧剂ca一起加入高混机中混合,获得均匀的混合物料;
34.将所述混合物料加入双螺杆挤出机中,同时将30份玻璃纤维经纤维加料口加入挤出机,经挤出机熔融挤出后造粒,即得asa/pbt组合物;其中,挤出机各加热区间温度为180℃、190℃、200℃、210℃、220℃、230℃,模头240℃。
35.实施例2
36.将100份asa、20份pbt、5份苯乙烯-丙烯腈-gma、2份润滑剂、5份炭黑母粒与0.2份抗氧剂ca一起加入高混机中混合,获得均匀的混合物料;
37.将所述混合物料加入双螺杆挤出机中,同时将40份玻璃纤维经纤维加料口加入挤出机,经挤出机熔融挤出后造粒,即得asa/pbt组合物;其中,挤出机各加热区间温度为180℃、200℃、200℃、210℃、220℃、225℃,模头230℃。
38.实施例3
39.将100份asa、30份pbt、8份苯乙烯-丙烯腈-gma、2份润滑剂、6份炭黑母粒与0.2份抗氧剂ca一起加入高混机中混合,获得均匀的混合物料;
40.将所述混合物料加入双螺杆挤出机中,同时将50份玻璃纤维经纤维加料口加入挤出机,经挤出机熔融挤出后造粒,即得asa/pbt组合物;其中,挤出机各加热区间温度为180℃、190℃、200℃、210℃、220℃、225℃,模头235℃。
41.实施例4
42.将100份asa、40份pbt、10份苯乙烯-丙烯腈-gma、2份润滑剂、6份炭黑母粒与0.2份抗氧剂ca一起加入高混机中混合,获得均匀的混合物料;
43.将所述混合物料加入双螺杆挤出机中,同时将50份玻璃纤维经纤维加料口加入挤出机,经挤出机熔融挤出后造粒,即得asa/pbt组合物;其中,挤出机各加热区间温度为180℃、190℃、200℃、210℃、220℃、230℃,模头230℃。
44.实施例5
45.将100份asa、50份pbt、10份苯乙烯-丙烯腈-gma、2份润滑剂、5份炭黑母粒与0.2份抗氧剂ca一起加入高混机中混合,获得均匀的混合物料;
46.将所述混合物料加入双螺杆挤出机中,同时将30份玻璃纤维经纤维加料口加入挤出机,经挤出机熔融挤出后造粒,即得asa/pbt组合物;挤出机各加热区间温度为180℃、190℃、200℃、210℃、220℃、230℃,模头235℃。
47.实施例6
48.本实施例采用与实施例5相同的实施方式,不同之处在于:本实施例中炭黑母粒由20份asa、5份硬脂酸钙和45份炭黑混合制成。
49.实施例7
50.本实施例采用与实施例5相同的实施方式,不同之处在于:本实施例中炭黑母粒由40份asa、15份硬脂酸钙和75份炭黑混合制成。
51.对比例1
52.本对比例采用与实施例5相同的实施方式,不同之处在于:将实施例5中的“5份炭黑母粒与0.2份抗氧剂ca”替换为“5.2份炭黑母粒”,其他原料组分添加及制备均与实施例5相同。
53.对比例2
54.本对比例采用与实施例5相同的实施方式,不同之处在于:将实施例5中的“5份炭黑母粒与0.2份抗氧剂ca”替换为“5.2份抗氧剂ca”,其他原料组分添加及制备均与实施例5相同。
55.对比例3
56.本对比例采用与实施例5相同的实施方式,不同之处在于:将实施例5中的“0.2份抗氧剂ca”替换为“0.2份抗氧剂1098”,其他原料组分添加及制备均与实施例5相同。
57.对比例4
58.本对比例采用与实施例5相同的实施方式,不同之处在于:将实施例5中的“0.2份抗氧剂ca”替换为“0.2份抗氧剂300”,其他原料组分添加及制备均与实施例5相同。
59.对比例5
60.本对比例采用与实施例5相同的实施方式,不同之处在于:将实施例5中的“0.2份抗氧剂ca”替换为“0.2份抗氧剂168”,其他原料组分添加及制备均与实施例5相同。
61.对比例6
62.本对比例采用与实施例5相同的实施方式,不同之处在于:将实施例5中的“5份炭黑母粒与0.2份抗氧剂ca”替换为“2.6份抗氧剂1098与2.6份抗氧剂168”,其他原料组分添加及制备均与实施例5相同。
63.对比例7
64.本对比例采用与实施例5相同的实施方式,不同之处在于:将实施例5中的100份asa、10份苯乙烯-丙烯腈-gma”替换为“110份asa”,其他原料组分添加及制备均与实施例5相同。
65.测试例
66.1、将实施例1-5和对比例1-7中制得的asa/pbt组合物采用astm标准注塑,样条尺寸(长度
×
宽度
×
厚度)分别为:
67.(1)拉伸样条(哑铃型),170mm
×
13mm
×
3.2mm;
68.(2)缺口冲击样条,127mm
×
13mm
×
3.2mm,v型缺口,缺口深度为1/5;
69.拉伸强度按astm d 638标准测试,拉伸速度5mm/min;缺口冲击强度按astm d 6110标准测试;表面电阻率按astm d257标准测试。结果见表1。
70.表1 asa/pbt组合物性能测试结果
[0071] 拉伸强度/mpa缺口冲击强度/kj/
㎡
表面电阻率实施例110813.26.3*109实施例212511.51.8*109实施例313110.81.1*109实施例412711.61.6*109实施例59414.07.5*109对比例18210.96.2*108对比例29013.63.4*10
12
对比例38913.57.6*109对比例48812.87.9*109对比例58511.77.5*109对比例69113.34.2*10
12
对比例7685.67.1*109[0072]
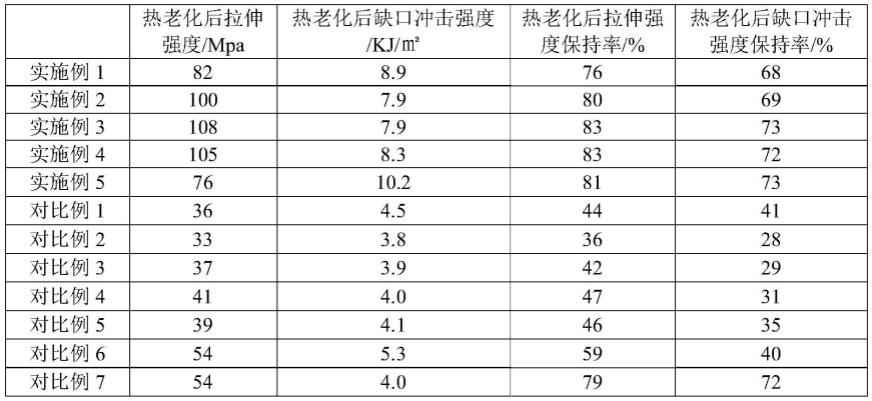
2、将测试1中的注塑样条进行耐热老化试验,并测试耐热老化试验后的拉伸强度和缺口冲击强度,结果见表2,耐热老化试验具体为:使用鼓风式恒温干燥箱,温度的波动度和均与度为
±
1℃,材料老化温度为160℃,热老化时间为2000h。
[0073]
表2 asa/pbt组合物耐热老化试验测试结果
[0074][0075]
注:表2中热老化后拉伸强度保持率%=热老化后拉伸强度/热老化前拉伸强度
×
100%;
[0076]
热老化后缺口冲击强度保持率%=热老化后缺口冲击强度/热老化前缺口冲击强度
×
100%。
[0077]
通过表1和表2中的测试结果可以看出,将炭黑母粒和抗氧剂ca共同添加后,与传统的抗氧剂体系或单一的炭黑母粒、抗氧剂ca相比,能够明显提升asa/pbt组合物的耐热老化性能,热老化后的机械性能保持率明显优于其他抗氧剂体系或单一的炭黑母粒、抗氧剂ca。
[0078]
此外,通过实施例5和对比例7的比较可以看出,苯乙烯-丙烯腈-gma的添加提升了组合物的机械性能,这主要是由于其降低了asa与pbt间的界面张力以及两相之间的内应力;同时苯乙烯-丙烯腈-gma的添加小幅度提升了组合物的耐热性能。
[0079]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0080]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1