聚合物材料及其制备方法、由聚合物材料制备的产品与流程
1.本发明涉及化工领域,具体地,涉及一种半结晶性聚合物材料及其制备方法、聚合物材料制备的产品。
背景技术:
2.随着社会和科技不断的向前发展,出现了大量用于工业的热塑性聚合物材料。然而,人们对材料的要求越来越高,不断地需求具有在某些方面比现有材料改善的特性的材料。全芳族类半结晶性聚合物中的聚芳醚酮材料被广泛使用,尤其是聚醚醚酮(peek)。因其优异的物理机械性能、热性能、电性能、高机械强度及化学性能,使其在电子电器、机械仪表、交通运输、航空航天及医疗领域等都有大量应用。
3.对于聚芳醚酮材质的板材和管材的挤出,不仅需要高强度的聚芳醚酮产品,同时还要求具有机械可加工性和韧性,良好的机械可加工性在材料加工过程中不会出现裂纹、破碎等现象,其可加工性能往往由熔体质量流动速率进行表征;具有较高断裂韧性特征的材料比具有较低断裂韧性的材料更加适用于板材、管材及零部件的制造,韧性由应变能释放速率进行表征。
4.但是,目前具有良好的机械可加工性能的聚芳醚酮产品往往韧性较低,具有较高断裂韧性的聚芳醚酮往往可加工性较差。
技术实现要素:
5.本发明旨在至少在一定程度上解决相关技术中的技术问题之一。
6.为此,本发明的一个方面,提出了一种半结晶性聚合物材料,其熔体质量流动速率和能量应变释放率相平衡,聚合物材料的强度、机械加工性能和韧性同时满足制备需求。
7.一种半结晶性聚合物材料,所述聚合物材料具有下式的重复单元-o-ph-o-ph-co-ph-,其中,ph表示亚苯基结构,以及所述聚合物材料的应变释放能率mfr和熔体质量流动速率g的平衡系数η在[-0.12,0.12]之间,其中:
[0008][0009]
应变释放能率g采用标准测试方法astm d5045-2014测试,单位为j/m2;v为升温速率,单位为℃/min;熔体质量流动速率mfr采用标准gb/t 3682.1-2018(iso 1133)测试,单位为g/10min。
[0010]
优选的是,所述平衡系数η在[-0.08,0.08]之间。
[0011]
优选的是,所述聚合物材料的具有应变能释放率/熔体质量流动速率(mfr)≤3.0的特性。
[0012]
在本发明的又一方面,本发明提出了一种制备半结晶性聚合物材料的方法,通过控制反应过程中的温度及升温速率将聚合物材料的应变释放能率和熔体质量流动速率的平衡系数η在[-0.12,0.12]之间,平衡产物的机械加工性能和韧性,使产物聚芳醚酮产品的
强度、机械加工性能和韧性满足板材和管材制备需求。
[0013]
一种制备如权利要求1或2所述的半结晶性聚合物材料的方法,如下:
[0014]
s1:在氮气保护氛围下,双酚类化合物、双卤代有机化合物在溶剂二苯砜中混合,再加入碱金属碳酸盐,其中,双卤代有机化合物、双酚类化合物与碱金属碳酸盐的摩尔比为1:(1~1.2):(1~1.1);
[0015]
s2:反应体系以1-10℃/min的升温速率升温至280-310℃,在此温度下搅拌进行反应;直至
[0016]
s3:反应体系的粘度增大到期望值,加入封端剂反应15-30min,得到产物;其中,封端剂与双卤代有机化合物的摩尔比为(0.005~0.015):1。
[0017]
优选的是,所述升温速率为2~6℃/min。
[0018]
优选的是,所述反应体系的粘度增大到期望值390~410pa
·
s。
[0019]
优选的是,所述双酚类化合物为对苯二酚、联苯二酚、α-萘酚和β-萘酚中的一种,所述双卤代有机化合物为4,4'-二氟二苯甲酮、4,4'-二氯二苯甲酮、2,4
’‑
二氟二苯甲酮,4-氟-4
’‑
氯-二苯甲酮,2-氟-4
’‑
氯-二苯甲酮,2-氯-4
’‑
氟-二苯甲酮,二苯醚,4,4
’‑
二苯氧基二苯甲酮,对苯二甲酰氯,间苯二甲酰氯中的一种。
[0020]
优选的是,所述封端剂为4,4'-二氟二苯甲酮或4,4'-二氯二苯甲酮。
[0021]
优选的是,所述碱金属碳酸盐为碳酸钠和/或碳酸钾。
[0022]
优选的是,还包括对所述产物进行纯化的步骤,用有机溶剂对产物进行抽提以去除产物中有机杂质,再多次水洗去除产物中有机溶剂和无机盐,最后进行烘干得到聚醚醚酮产品。
[0023]
优选的是,所述有机溶剂为乙醇或丙酮。
[0024]
优选的是,在氮气保护氛围下,双酚类化合物、双卤代有机化合物在溶剂二苯砜中混合,以1-10℃/min的升温速率升温至140-160℃后,再加入碱金属碳酸盐。
[0025]
在本发明的又一方面,本发明提出了一种型材,型材为片状、条状、管状或板状型材,由应变释放能率mfr和熔体质量流动速率g的平衡系数η在[-0.12,0.12]之间的聚合物材料熔融后挤出制备而成。
[0026]
有益效果:本发明所生产的聚芳醚酮产品就要平衡熔体质量流动速率和能量应变释放率。本发明通过控制反应过程中的温度及升温速率来平衡产物的机械加工性能和韧性,使产物聚芳醚酮产品的强度、机械加工性能和韧性满足板材、管材等型材的生产需求。
附图说明
[0027]
图1为聚合物材料的应变释放能率mfr和熔体质量流动速率g与升温速率v的关系图。
具体实施方式
[0028]
下面详细描述本发明的实施例。下面描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。实施例中未注明具体技术或条件的,按照本领域内的文献所描述的技术或条件或者按照产品说明书进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规产品。
[0029]
聚芳醚酮材质的板材、管材等型材的挤出,不仅需要高强度的聚芳醚酮产品,同时还要求具有机械可加工性和韧性,聚醚醚酮作为聚芳醚酮类的代表性产品,具有良好的机械可加工性能的聚芳醚酮产品往往韧性较低,具有较高断裂韧性的聚芳醚酮往往可加工性较差,经研究发现,聚醚醚酮的机械可加工性往往由熔体质量流动速率进行表征;韧性由应变能释放速率进行表征,具有应变释放能率mfr和熔体质量流动速率g的平衡系数η在[-0.12,0.12]之间的聚醚醚酮,其应变释放能率mfr和熔体质量流动速率g相平衡,聚醚醚酮的机械可加工性和韧性均满足要求,进一步讨论机理可知,通过控制聚醚醚酮生成反应的升温速率可控制平衡系数η在[-0.12,0.12]之间。
[0030]
讨论制备聚醚醚酮的过程中的温度和升温速率的控制
[0031]
实施例1
[0032]
在装有搅拌器的三口瓶中,一个边口连接三通放置温度计和高纯氮气进气口,另一个边口接球形冷凝管作为排气用。将三口瓶置于电热套中,加入174.54g(0.8mol)的4,4'二氟二苯甲酮、96.89g(0.88mol)的对苯二酚和800g(3.67mol)的二苯砜,启动搅拌装置,并在室温下通入流量为60ml/min的高纯氮气。然后将反应物以2℃/min的升温速率加热到150℃后立即加入碳酸钠84.79g(0.80mol)。将反应温度以2℃/min的升温速率升高到300℃。维持300℃的温度直到观察到反应混合物粘度增大到期望值410pa
·
s。立即再次加1.75g(0.008mol)的4,4'-二氟二苯甲酮进行封端以控制生成聚合物的分子质量。再过二十分钟之后,将物料倒入冷的蒸馏水中,得到块状固体。
[0033]
将块状物研磨成粗粉,取150g样品放入脂肪抽取器中,加入500ml乙醇抽提2h,然后倒出乙醇,除去有机杂质,加入500ml纯水抽提4h除去乙醇和无机盐,将样品放入真空干燥箱中抽真空并升温至130℃烘干10h,得到纯净的聚醚醚酮(peek)样品。
[0034]
聚合物产品的韧性由应变能释放速率进行表征,应变能释放速率采用标准测试方法astm d5045-2014。聚合物产品的可加工性能由熔体质量流动速率进行表征,熔体质量流动速率的测试(mfr)按照gb/t 3682.1-2018(iso 1133)的测试标准测试,通过智能温控仪配合加热套调节升温速率。
[0035]
实施例2
[0036]
在装有搅拌器、温度计和氮气进气口的三口瓶中加入152.71g(0.7mol)的4,4'二氟二苯甲酮、84.77g(0.77mol)的对苯二酚和752g(3.45mol)的二苯砜,启动搅拌装置,将三口瓶置于电热套中并在室温下通入流量为60ml/min的高纯氮气。反复置换空气,然后将反应物以4℃/min的升温速率加热到150℃后立即加入碳酸钠74.19g(0.7mol)。将反应温度以4℃/min的升温速率升高到300℃。维持300℃的温度直到观察到反应混合物粘度增大到期望值。立即再次加入1.53g(0.007mol)的4,4'-二氟二苯甲酮进行封端以控制生成聚合物的分子质量。再过二十分钟之后,将物料倒入冷的蒸馏水中,得到块状固体。
[0037]
将块状物研磨成粗粉,取150g样品放入脂肪抽取器中,加入500ml乙醇抽提2h,然后倒出乙醇,除去有机杂质,加入500ml纯水抽提4h除去乙醇和无机盐,将样品放入真空干燥箱中抽真空并升温至130℃烘干10h,得到纯净的聚醚醚酮(peek)样品。
[0038]
实施例3
[0039]
在装有搅拌器、温度计和氮气进气口的三口瓶中加入130.91g(0.6mol)的4,4'二氟二苯甲酮、72.66g(0.66mol)的对苯二酚和700g(3.21mol)的二苯砜,启动搅拌装置,将三
口瓶置于电热套中并在室温下通入流量为60ml/min的高纯氮气,反复置换空气,然后将反应物以6℃/min的升温速率加热到150℃后立即加入碳酸钠63.59g(0.6mol)。将反应温度以6℃/min的升温速率升高到300℃。维持300℃的温度直到观察到反应混合物粘度增大到期望值。立即再次加1.31g(0.006mol)的4,4'-二氟二苯甲酮进行封端以控制生成聚合物的分子质量。再过二十分钟之后,将物料倒入冷的蒸馏水中,得到块状固体。
[0040]
将块状物研磨成粗粉,取150g样品放入脂肪抽取器中,加入500ml乙醇抽提2h,然后倒出乙醇,除去有机杂质,加入500ml纯水抽提4h除去乙醇和无机盐,将样品放入真空干燥箱中抽真空并升温至130℃烘干10h,得到纯净的聚醚醚酮(peek)样品。
[0041]
实施例4
[0042]
在装有搅拌器、温度计和氮气进气口的三口瓶中加入108.09g(0.5mol)的4,4'二氟二苯甲酮、60.55g(0.55mol)的对苯二酚和500g(2.30mol)的二苯砜,启动搅拌装置,将三口瓶置于电热套中并在室温下通入流量为60ml/min的高纯氮气,反复置换空气,然后将反应物以8℃/min的升温速率加热到150℃后立即加入碳酸钠53.01(0.5mol)g。将反应温度以8℃/min的升温速率升高到300℃。维持300℃的温度直到观察到反应混合物粘度增大到期望值。立即再次加1.09g(0.005mol)的4,4'-二氟二苯甲酮进行封端以控制生成聚合物的分子质量。再过二十分钟之后,将物料倒入冷的蒸馏水中,得到块状固体。
[0043]
将块状物研磨成粗粉,取150g样品放入脂肪抽取器中,加入500ml乙醇抽提2h,然后倒出乙醇,除去有机杂质,加入500ml纯水抽提4h除去乙醇和无机盐,将样品放入真空干燥箱中抽真空并升温至130℃烘干10h,得到纯净的聚醚醚酮(peek)样品。
[0044]
对比实施例1
[0045]
在装有搅拌器、温度计和氮气进气口的三口瓶中加入140.41g(0.65mol)的4,4'二氟二苯甲酮、78.72g(0.72mol)的对苯二酚和700g(3.21mol)的二苯砜,启动搅拌装置,将三口瓶置于电热套中并在室温下通入流量为60ml/min的高纯氮气,反复置换空气,然后将反应物以1℃/min的升温速率加热到150℃后立即加入碳酸钠68.89g(0.65mol)。将反应温度以1℃/min的升温速率升高到300℃。维持300℃的温度直到观察到反应混合物粘度增大到期望值。立即再次加1.42g(0.0065mol)的4,4'-二氟二苯甲酮进行封端以控制生成聚合物的分子质量。再过二十分钟之后,将物料倒入冷的蒸馏水中,得到块状固体。
[0046]
将块状物研磨成粗粉,取150g样品放入脂肪抽取器中,加入500ml乙醇抽提2h,然后倒出乙醇,除去有机杂质,加入500ml纯水抽提4h除去乙醇和无机盐,将样品放入真空干燥箱中抽真空并升温至130℃烘干10h,得到纯净的聚醚醚酮(peek)样品。
[0047]
对比实施例2
[0048]
在装有搅拌器、温度计和氮气进气口的三口瓶中加入117.82g(0.54mol)的4,4'二氟二苯甲酮、65.39g(0.60mol)的对苯二酚和600g(2.75mol)的二苯砜,启动搅拌装置,将三口瓶置于电热套中并在室温下通入流量为60ml/min的高纯氮气,反复置换空气,然后将反应物以10℃/min的升温速率加热到150℃后立即加入碳酸钠57.23g(0.54mol)。将反应温度以10℃/min的升温速率升高到300℃。维持300℃的温度直到观察到反应混合物粘度增大到期望值。立即再次加1.18g(0.0054mol)的4,4'-二氟二苯甲酮进行封端以控制生成聚合物的分子质量。再过二十分钟之后,将物料倒入冷的蒸馏水中,得到块状固体。
[0049]
将块状物研磨成粗粉,取150g样品放入脂肪抽取器中,加入500ml乙醇抽提2h,然
后倒出乙醇,除去有机杂质,加入500ml纯水抽提4h除去乙醇和无机盐,将样品放入真空干燥箱中抽真空并升温至130℃烘干10h,得到纯净的聚醚醚酮(peek)样品。
[0050]
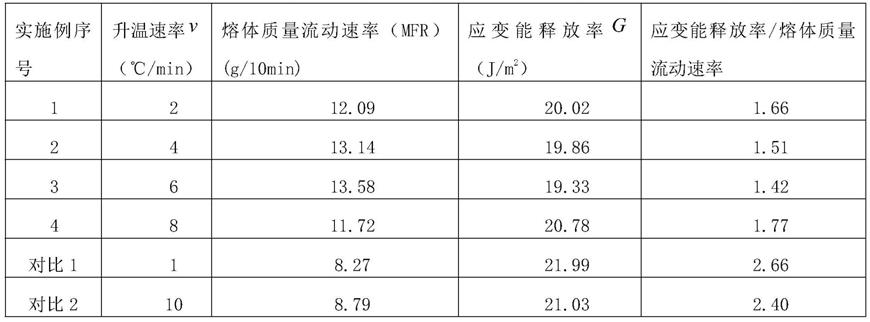
实施例1-4、对比例1-2制备的peek性能表征
[0051]
上述实施例制备的聚醚醚酮peek的韧性由应变能释放速率进行表征,应变能释放速率采用标准测试方法astm d5045-2014进行测试。聚合物产品的可加工性能由熔体质量流动速率进行表征,熔体质量流动速率的测试(mfr)按照gb/t 3682.1-2018(iso 1133)的测试标准测试,测试结果汇总于表一:
[0052]
表一 聚醚醚酮peek的性能汇总表
[0053][0054]
熔体质量流动速率mfr与反应的升温速率v(v在2-6℃/min范围内)成正比,能量应变释放率g和反应的升温速率v(v在2-6℃/min)成反比,根据表一,熔体质量流动速率mfr和能量应变释放率g的比值与升温速率的关系详见附图1。
[0055]
结合表一和图1可以看出,在实施例1-4和对比实施例1和2中,本发明在同等试验条件下(投入反应原料同比例放大或缩小的影响可以忽略)制备peek,发现将升温速率控制在2-6℃/min可以平衡熔体质量流动速率(mfr)和应变能释放率之间的相互影响,当升温速率控制在2-6℃/min之间,随着mer的增大,而反应能释放率减小的趋势放缓,此时就能满足peek用于板材、管材及零部件的制造过程中的机械可加工行及韧性。当1-2℃/min之间,随着mer的增大,而反应能释放率减小的趋势非常快速,因为升温速率过慢生成的聚合物会从反应溶液内析出结块阻碍了聚合反应进行,使生成的聚合物的分子量过低,应变能释放率也随之降低,而mfr会随之增加。当6-10℃/min之间随着mer的减小,而反应能释放率增长的趋势非常快速,因为升温速率过快时,会致使反应器内局部温度过高加快反应速度,生成较高分子量的聚合物使溶液粘度过大而无法继续进行。这样的聚合物应变能释放率会有所增加,但mfr会随之下降。随着熔体质量流动速率(mfr)的增加应变能释放率有所降低,这是由于随着熔体粘度的增加熔体质量流动速率(mfr)会降低,而应变能释放率会随之增加。
[0056]
可见,制备的peek的具有应变能释放率/熔体质量流动速率(mfr)≤3.0的特性。但不足以揭示升温速率与应变能释放率/熔体质量流动速率的平衡关系。
[0057]
为平衡熔体质量流动速率mfr和能量应变释放率g的关系,通过控制反应的的升温速率v进行平衡,从而引入如下公式(1):
[0058][0059]
其中,升温速率区间在[v1,v2]时,mfr为熔体质量流动速率,单位为g/10min;g为能
量应变释放率,单位为j/m2,v为升温速率,单位为℃/min。
[0060]
根据表一中的试验数据,按照公式(1)计算得出平衡系数并汇总于表二:
[0061]
表二 平衡系数汇总表
[0062]
升温速率区间1-22-44-66-88-10平衡系数η1.0030.0720.044-0.175-0.310
[0063]
详见附图1,平衡系数在[-0.12,0.12]之间,升温速率控制在2-6℃/min之间,平衡熔体质量流动速率(mfr)和应变能释放率相平衡,此时就能满足peek用于板材、管材及零部件的制造过程中的机械可加工行及韧性。
[0064]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
[0065]
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1