一种高强度高回弹性TPE热塑性弹性体及其制备方法与流程
一种高强度高回弹性tpe热塑性弹性体及其制备方法
技术领域
1.本发明涉及tpe热塑性弹性体技术领域,具体涉及一种高强度高回弹性tpe热塑性弹性体及其制备方法。
背景技术:
2.热塑性弹性体tpe是一种具有橡胶的高弹性,硬度范围广,优良的着色性,又具有可注塑加工的特征的材料。tpe的微观结构决定了其性能, tpe材料结构中不含不饱和键,性质比较稳定,tpe材料结构中含有常温为玻璃态的乙烯
‑
苯乙烯刚性链段,赋予材料固定的形状,保证使用性能,还含有常温为高弹态的丁二烯柔性链段,赋予材料舒适的柔软触感及弹性;tpe材料在生产过程中不引入重金属,不添加有毒的邻苯二甲酸盐增塑剂,符合rohs、reach、en71、pahs及fda环保检测。目前世界苯乙烯类tpe的产量约占全部tpe一半左右。但是目前tpe或者以tpe为基础的材料,还存在回弹性差、表面耐刮性较差、机械性能与柔软性匹配不良等缺点,而这些缺点对其在某些领域的推广应用造成极大的制约。
技术实现要素:
3.本发明的目的就在于解决上述背景技术的问题,而提出一种高强度高回弹性tpe材料配方及其制备方法。本发明制备的tpe热塑性弹性体材料具有极佳的回弹性,机械性能非常优秀,手感柔软性好,无毒环保,耐候性强,耐磨性、防刮性能优良,加工性能好,无须硫化,加工工艺简单且可重复回收利用的优点,可以广泛适用于各种生活用品、工业用品及户外用品的制造,同时也适用于各种内饰物、内衬的制造。
4.本发明的目的可以通过以下技术方案实现:
5.一种高强度高回弹性tpe热塑性弹性体,包括以下重量份原料:氢化苯乙烯类热塑性弹性体50
‑
200份、填充油80
‑
300份、塑化增强树脂10
‑
200 份、高弹组合物0
‑
180份、填料0
‑
150份、抗氧剂0.2
‑
4份、润滑剂0.2
‑
5 份、着色剂0
‑
30份;
6.其中,润滑剂为聚乙烯蜡、芥酸酰胺、油酸酰胺、硬脂酸盐、硅油、硅酮中的一种或几种复配物。
7.作为本发明进一步的方案:所述高弹组合物包括:热塑性聚酯弹性体、热塑性聚氨酯弹性体中的一种或两种共混物。所述的热塑性聚氨酯弹性体为聚醚型聚氨酯弹性体;所述的热塑性聚酯弹性体是一类含有聚对苯二甲酸丁二醇酯聚酯硬段、脂肪族聚酯或聚醚软段的线型嵌段共聚物。
8.作为本发明进一步的方案:所述的填料包括滑石粉、硅藻土、碳酸钙、粘土、陶土、白炭黑中的至少一种,所述抗氧剂包括亚磷酸酯类辅助抗氧剂和受阻酚类主抗氧剂,所述着色剂为无机着色剂、有机着色剂和荧光增白剂中的一种或多种。
9.一种高强度高回弹性tpe热塑性弹性体的制备方法,具体操作步骤为:
10.步骤一:将充油的氢化苯乙烯基热塑性弹性体和填充油,加入高速加热混合机中,得到苯乙烯基弹性体混合物;
11.步骤二:以制备得到的100份苯乙烯基弹性体混合物为基础,称取依次加入填料、抗氧剂、着色剂、塑化增强树脂和高弹组合物,搅拌混合得到预混物;
12.步骤三:将预混物放入到挤出机中,控制塑化熔融区和熔体输送区的加工温度,预混物经过挤出机的熔融、挤出、造粒得到所述tpe热塑性弹性体材料。
13.作为本发明进一步的方案:在步骤一中,高速加热混合机搅拌设置时间为2
‑
40分钟。
14.作为本发明进一步的方案:在步骤二中,搅拌时间为3
‑
8分钟。
15.作为本发明进一步的方案:在步骤三中,挤出所采用的双螺杆挤出机的长径比是20:1
‑
80:1,单螺杆挤出机的长径比是15:1
‑
75:1。
16.作为本发明进一步的方案:在步骤三中,熔融共混挤出温度为180℃
ꢀ‑
270℃,首段温度控制在140℃以下。
17.本发明的有益效果:
18.本发明制备得到的tpe热塑性弹性体材料具有极佳的回弹性,机械性能非常优秀,手感柔软性好,无毒环保,耐候性强,耐磨性、防刮性能优良,加工性能好,无需硫化,加工工艺简单且可重复回收利用,硬度范围广,为产品设计者提供了更大选择空间,并且产品加工时不会产生有害气体,更具有优势性。
具体实施方式
19.下面对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
20.参照例1
21.一种高强度高回弹性tpe热塑性弹性体,由以下原料组成:氢化苯乙烯类热塑性弹性体50
‑
200份、填充油80
‑
300份、塑化增强树脂10
‑
200 份、高弹组合物0
‑
180份、填料0
‑
150份、抗氧剂0.2
‑
4份、润滑剂0.2
‑
5 份、着色剂0
‑
30份。
22.其中,苯乙烯基弹性体为苯乙烯
‑
丁二烯
‑
苯乙烯嵌段共聚物、苯乙烯
ꢀ‑
乙烯/丁烯
‑
苯乙烯嵌段共聚物、苯乙烯
‑
乙烯/丙烯
‑
苯乙烯嵌段共聚物、苯乙烯
‑
乙烯
‑
乙烯/丙烯
‑
苯乙烯嵌段共聚物中的一种或多种共混物;分子量mn≥10000,氢化度≥98%,ps嵌段比例为25%
‑
40%;
23.氢化苯乙烯基热塑性弹性体为三嵌段共聚物,其由聚苯乙烯封端,以聚丁二烯加氢得到的乙烯
‑
丁烯共聚物为中间段,其玻璃化转变温度为
ꢀ‑
35℃。
24.填充油为石蜡油、环烷烃油、直链烷烃油、芳香烃油中的一种或多种共混物,填充油闪点大于200℃,在40℃的条件下,运动粘度大于10mm2/s;具体为石蜡油,其ca≤5,cn≤40,cp≥65。
25.塑化增强树脂为聚丙烯、聚乙烯、聚烯烃类弹性体、聚苯乙烯、苯乙烯与丁二烯共聚物中的一种或多种共混物;优选地,塑化增强树脂中含有共聚聚丙烯时,共聚聚丙烯的含量为10wt%,共聚聚丙烯的熔融指数为0.5g/10min,共聚聚丙烯的聚合单元包括乙烯、丁烯、己烯、辛烯中的至少一种;塑化增强树脂中含有均聚聚丙烯时,均聚聚丙烯的含量为
10wt%,均聚聚丙烯的熔融指数为0.5g/10min;塑化增强树脂中含有聚乙烯时,聚乙烯的含量为10wt%,聚乙烯的熔融指数为0.5g/10min,聚乙烯包括高密度聚乙烯、低密度聚乙烯、线性低密度聚乙烯中的至少一种。
26.高弹组合物包括:热塑性聚酯弹性体、热塑性聚氨酯弹性体等中的一种或多种共混物。所述的热塑性聚氨酯弹性体为聚醚型聚氨酯弹性体;所述的热塑性聚酯弹性体是一类含有pbt(聚对苯二甲酸丁二醇酯)聚酯硬段和脂肪族聚酯或聚醚软段的线型嵌段共聚物。热塑性聚酯弹性体具有高强度、高弹性、耐油、耐酸碱、耐高温、动态力学性能特优等特性,使用温度范围为
‑
50℃。
27.填料包括滑石粉、硅藻土、碳酸钙、粘土、陶土、白炭黑中的至少一种;润滑剂为聚乙烯蜡、芥酸酰胺、油酸酰胺、硬脂酸钙、硬脂酸锌等硬脂酸盐、硅油、硅酮中的一种或几种复配物;
28.抗氧剂包括亚磷酸酯类辅助抗氧剂和受阻酚类主抗氧剂,受阻酚类主抗氧剂具体为1076抗氧剂或1010抗氧剂,亚磷酸酯类辅助抗氧剂具体为168抗氧剂或619f抗氧剂。
29.着色剂为无机着色剂、有机着色剂和荧光增白剂中的至少一种。
30.本发明还提出了上述一种高强度高回弹性tpe材料的制备方法,具体操作步骤为:
31.步骤一:首先按重量份数称取可以充油的热塑性苯乙烯类弹性体和填充油,加入高速加热混合机中高速搅拌40分钟,制备出一种吸油均匀的苯乙烯类弹性体混合物;
32.步骤二:以制备的100份弹性体混合物为基础,按重量份数称取依次加入填料、抗氧剂、润滑剂、着色剂、塑化增强树脂和高弹组合物,再搅拌3分钟,搅拌混合得到预混物,高速加热混合机转速为10hz。
33.步骤三:将充分混合的预混物放入到挤出机中,控制塑化熔融区和熔体输送区的加工温度,挤出机固体输送区的首段利用计量泵进行预混物的连续定量添加,预混合料经过挤出机的熔融、挤出、造粒得到所述tpe热塑性弹性体材料。
34.参照例2
35.与上述参照例1不同之处在于:
36.其玻璃化转变温度为0℃;
37.塑化增强树脂中含有共聚聚丙烯时,共聚聚丙烯的含量为30wt%,共聚聚丙烯的熔融指数为3.5g/10min,共聚聚丙烯的聚合单元包括乙烯、丁烯、己烯、辛烯中的至少一种;塑化增强树脂中含有均聚聚丙烯时,均聚聚丙烯的含量为30wt%,均聚聚丙烯的熔融指数为3.5g/10min;塑化增强树脂中含有聚乙烯时,聚乙烯的含量为40wt%,聚乙烯的熔融指数为 25g/10min;
38.再搅拌5分钟,搅拌混合得到预混物,高速加热混合机转速为15hz。
39.参照例3
40.与上述参照例1不同之处在于:
41.其玻璃化转变温度为20℃;
42.塑化增强树脂中含有共聚聚丙烯时,共聚聚丙烯的含量为60wt%,共聚聚丙烯的熔融指数为5.0g/10min,共聚聚丙烯的聚合单元包括乙烯、丁烯、己烯、辛烯中的至少一种;塑化增强树脂中含有均聚聚丙烯时,均聚聚丙烯的含量为50wt%,均聚聚丙烯的熔融指数为5.0g/10min;塑化增强树脂中含有聚乙烯时,聚乙烯的含量为60wt%,聚乙烯的熔融指数
为 50g/10min;
43.再搅拌8分钟,搅拌混合得到预混物,高速加热混合机转速为25hz。
44.实施例1
45.一种高强度高回弹性tpe材料,其中包括以下重量份数的原料:氢化苯乙烯类热塑性弹性体100份、填充油150份、塑化增强树脂33份、高弹组合物50份、填料58份、抗氧剂1份、润滑剂0.8份、着色剂7份。
46.其中,氢化苯乙烯类热塑性弹性体采用sebs7554,高弹组合物采用热塑性聚酯弹性体,填充油采用石蜡油,填料为800目的轻质碳酸钙,抗氧剂是1010抗氧剂与168抗氧剂按1:1的质量比混合所得,润滑剂采用硅酮母粒。塑化增强树脂采用的共聚聚丙烯的熔融指数为5.0g/10min,均聚聚丙烯的熔融指数为10g/10min。
47.上述高强度高回弹性tpe材料的制备方法,包括如下步骤:先将sebs 在搅拌机内进行慢速加温以22hz的转速混合3min,再缓慢加入石蜡油,以22hz的转速混合30min,然后加入碳酸钙、抗氧剂、着色剂、润滑剂、聚酯弹性体和聚丙烯,控制温度不高于75℃,一起混合20min,出料后,经同向平行双螺杆挤出机造粒即得。其中,同向平行双螺杆挤出机的喂料转速为15rpm/min,螺杆转速为400rpm/min,螺杆长径比为52:1,加工一区温度为170℃、二区温度为180℃、三区温度为190℃、四区温度为200℃、五区温度为210℃、六区温度为220℃、七区温度为220℃、八区温度为220℃、十区温度为220℃、十一区温度为210℃、十二区温度为 210℃、十三区温度为205℃。在机头的前一区使用真空泵进行抽提,真空压力低于0.01mpa。
48.实施例2
49.一种高强度高回弹性tpe材料,其中包括以下重量份数的原料:氢化苯乙烯类热塑性弹性体90份、填充油130份、塑化增强树脂30份、高弹组合物0份、填料35份、抗氧剂1份、润滑剂0.8份、着色剂7份。
50.其中,氢化苯乙烯类热塑性弹性体采用sebsyh
‑
503t,其他配方原料及制备方法同实施例1。
51.实施例3
‑652.在实施例3
‑
6中,制备方法同实施例1的制备方法,按照表1相应原料配比得到高强度高回弹性tpe材料。
53.表1实施例3
‑
6原材料配比表(单位:重量份):
54.原料实施例3实施例4实施例5sebs100100100pp232932石蜡油100120100轻质碳酸钙555555聚酯弹性体757548抗氧剂111润滑剂0.80.80.8着色剂777
55.实施例4与实施例3和5的原料区别在于:实施例4中,氢化苯乙烯类热塑性弹性体
采用sebsyh
‑
502。
56.试验例1
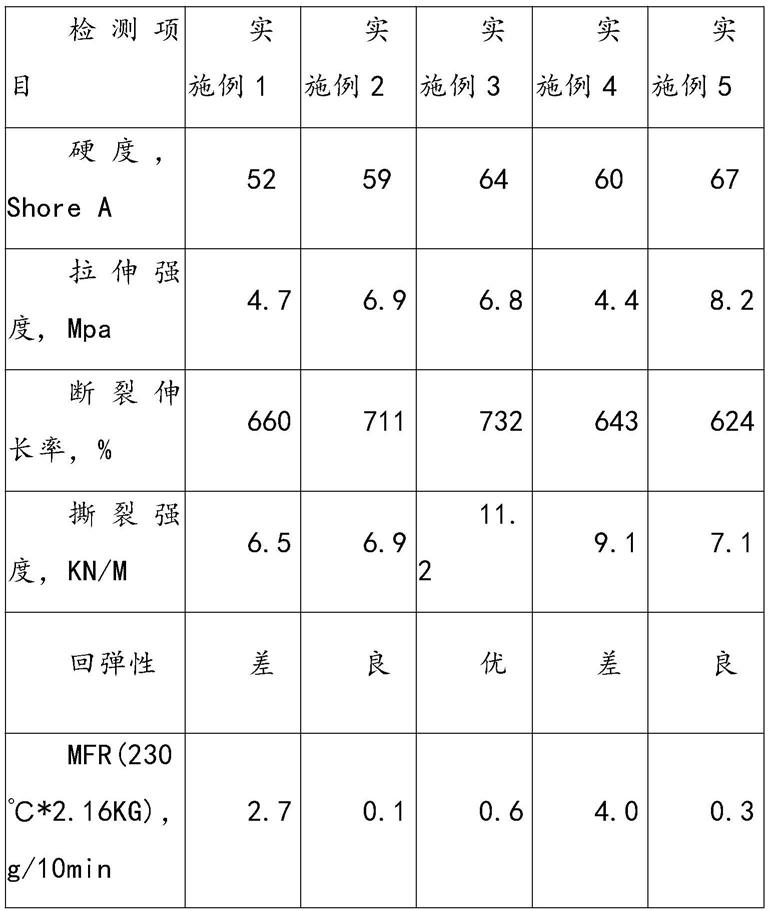
57.表2各实施例的各项物理性能对比:
[0058][0059]
拉伸强度:测量标准为din53504,拉伸测试速率为200mm/min;
[0060]
撕裂强度:测量标准为iso34
‑
1方法a;
[0061]
由上表可以看出本发明所得,实施例3制备的弹性体材料回弹性、撕裂强度优于其他实施例,且硬度适中,有良好的触感和柔软性,由实施例 1
‑
4可看出,原材料sebs的牌号对tpe材料撕裂强度影响较大;结合实施例1
‑
3可看出,高弹组合物热塑性聚酯弹性体的重量份数对tpe材料的手感和回弹性影响较大。
[0062]
以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1