一种航天烧蚀防热短切纤维/酚醛高密度预混料、手工预混制备方法及其复合材料与流程
1.本发明属于新材料中的复合材料技术领域,具体涉及一种航天烧防热短切纤维/酚醛高密度预混料、手工预混制备方法及其复合材料。
背景技术:
2.航天飞行器在高温等恶劣环境下,如洲际导弹鼻锥再入大气层时产生的气动热或固体火箭发动机推进剂燃烧产生的超高温和高速粒子冲刷等,所以需要进行气动热防护和发动机热防护。航天烧蚀防热复合材料材料是指通过材料自身烧蚀引起质量损失,吸收并带走大量的热量,阻止外部热量向结构内部传递,从而保护飞行器内部结构在一定温度范围内正常工作。传统的玻璃纤维布/酚醛预浸料或碳纤维布/酚醛预浸料等连续中间材料制备航天烧蚀防热复合材料制品,如固体火箭发动机喷管、导弹端头帽等结构简单的大型制品具有优势。但存在一些缺点,第一,特殊的飞行器部件具有复杂、小型、薄壁、异型等结构特点,采用传统连续预浸料等中间材料不易于结构复杂的复合材料制品的成型;第二,采用传统连续预浸料等中间材料制备复合材料需要预留加工余量,固化后再通过机械加工得到要求的尺寸。第三,采用传统连续预浸料等中间材料制备的复合材料具有层间剪切强度较低的问题。而采用航天烧蚀防热短切纤维/酚醛高密度预混料可以避免以上问题,不仅可以成型结构复杂的小型复合材料制品,而且可以净尺寸成型,甚至由于采用航天烧蚀防热短切纤维/酚醛高密度预混料模压得到的复合材料,纤维近似空间随机取向,减弱了层间概念,具有更高的剪切强度。所以为了满足飞行器复杂结构部件对热防护材料的新需求,航天烧蚀防热短切纤维/酚醛高密度预混料可作为理想防热材料之一。
3.航天烧蚀防热短切纤维/酚醛高密度预混料是采用手工预混工艺由耐高温短切纤维、高残碳酚醛树脂在助剂作用下,按照一定比例,通过切纱、烘纱、配胶、手工预混、撕松、铺放、晾置、烘干、测试、包装、储存、启用等工序制备得到的具有一定预固化度、呈散乱状态、纤维无一定方向的中间材料。再通过模压工艺将预混料在密闭模具内于一定温度和压力下制备得到复合材料制品。该手混法制备得到的预混料不仅具有模压流动性好,适宜制造形状复杂的小型复合材料制品、树脂含量精度高等工艺性优点,而且采用该预混料通过模压工艺成型的复合材料具有耐烧蚀、耐高温、隔热、阻燃等优异特性同时具有一定的机械强度,可应用于航天烧蚀防热和民用等领域。
技术实现要素:
4.本发明解决的技术问题是采用传统的玻璃纤维布/酚醛预浸料或碳纤维布/酚醛预浸料等连续中间材料制备航天烧蚀防热复合材料制品存在一些缺点,第一,特殊的飞行器部件具有复杂、小型、薄壁、异型等结构特点,采用传统连续预浸料等中间材料不易于结构复杂的复合材料制品的成型;第二,采用传统连续预浸料等中间材料制备复合材料需要预留加工余量,固化后再通过机械加工得到要求的尺寸。第三,采用传统连续预浸料等中间
材料制备的复合材料具有层间剪切强度较低的问题。
5.为了解决上述问题,本发明提供一种一种航天烧蚀防热短切纤维/酚醛高密度预混料、手工预混制备方法及其复合材料。由耐高温短切纤维、高残碳酚醛树脂在助剂作用下,以一定的比例,通过切纱、烘纱、配胶、手工预混、撕松、铺放、晾置、烘干、测试、包装、储存、启用等工序制备得到的具有一定预固化度、呈散乱状态、纤维无一定方向的预混料。预混料再通过模压工艺在密闭模具内于一定温度和压力下制备得到复合材料制品。这种采用航天烧蚀防热短切纤维/酚醛高密度预混料制备复合材料制品的方法可以避免以上问题,不仅满足成型结构复杂的小型复合材料制品,而且可以净尺寸成型,甚至由于采用航天烧蚀防热短切纤维/酚醛高密度预混料模压得到的复合材料,纤维近似空间随机取向,减弱了层间概念,具有更高的剪切强度。除此之外,该手工预混法制备得到的预混料还具有模压流动性好,树脂含量精度高等工艺性优点,而且采用该预混料通过模压工艺成型的复合材料具有耐烧蚀、耐高温、隔热、阻燃等优异特性同时具有一定的机械强度。
6.其中,航天烧蚀防热短切纤维/酚醛高密度预混料是指采用耐高温短切纤维、高残碳酚醛树脂在助剂作用下,通过切纱、烘纱、配胶、手工预混、撕松、铺放、晾置、烘干、测试、包装、储存、启用等工序制备得到的具有一定预固化度、呈散乱状态、纤维无一定方向的中间材料,具有模压流动性好,适宜制造形状复杂的小型复合材料制品、树脂含量精度高等工艺性优点;手工预混制备方法指采用手工揉料的方式将树脂和纤维混合均匀,再结合其他工序制备得到预混料的一种工艺;复合材料是指将航天烧蚀防热短切纤维/酚醛高密度预混料通过模压工艺在密闭模具内在一定温度和压力下制备得到制品,具有耐烧蚀、耐高温、隔热、阻燃等优异特性同时具有一定的机械强度,由于减弱了层间概念,剪切强度更好。
7.优选地,短切纤维的长度为(5~250)mm,包括无碱玻璃纤维短切纱、高硅氧玻璃纤维短切纱、高强玻璃纤维短切纱、石英纤维短切纱、氧化铝纤维短切纱、粘胶基碳纤维短切纱、聚丙烯腈基碳纤维短切纱等耐高温短切纤维。
8.优选地,酚醛为湿法树脂,树脂含量为(40~70)%,包括氨酚醛、镁酚醛、钡酚醛、硼酚醛、硼
‑
硅酚醛、环氧改性酚醛、苯并噁嗪、无机改性酚醛、纳米改性酚醛等耐烧蚀、高残碳、耐高温树脂。
9.优选地,助剂为无水乙醇、丙酮、石油醚、丁酮、乙酸乙酯等低沸点溶剂。
10.优选地,酚醛树脂与短纤维的质量比为(90~250):100;所述溶剂的添加量为所述酚醛树脂质量的(10~35)%。为了使树脂浸透纤维并混合均匀,需配置一定黏度的树脂溶液。溶剂加入量的多少就起到调节树脂溶液黏度的作用。一般来讲,树脂黏度降低有利于树脂对纤维的浸透。但若黏度过低,在预混过程中,极易造成纤维的离析,或影响预混料的挥发份等质量指标,进一步影响复合材料的性能。
11.本发明的另一方面提供一种制备上述的航天烧蚀防热短切纤维/酚醛高密度预混料的手工预混制备方法,包括以下步骤:
12.采用手工预混法制备航天烧蚀防热短切纤维/酚醛高密度预混料,由耐高温短切纤维、高残碳酚醛树脂在助剂作用下,按照一定比例,通过切纱、烘纱、配胶、手工预混、撕松、铺放、晾置、烘干、测试、包装、储存、启用等工序制备得到的具有一定预固化度、呈散乱状态、纤维无一定方向的中间材料。
13.优选地,切纱工序是将长纤维采用手工剪切或切割机机械切割等方式,剪切成(5
~250)mm的短纤维。
14.优选地,所述烘纱工序是将短切纤维置于(120
±
5)℃烘箱中4h以上,或者(100
±
5)℃烘箱中8h以上。
15.优选地,配胶工序是将树脂与助剂按照合适配比搅拌均匀形成适当浓度的胶液。
16.优选地,手工预混工序是将配好的树脂溶液与短切纤维采用手工揉料方法均匀混合得到湿态预混料。
17.优选地,撕松工序是将湿态预混料采用手工撕松或者采用撕松机机械撕松得到离散的湿态预混料。
18.优选地,铺放工序是将离散的湿态预混料均匀铺放于钢丝网或玻璃钢网格篦子上。
19.优选地,晾置工序是将铺放的预混料室温晾置(2~24h)以上。
20.优选地,烘干工序是将室温晾置后的预混料置于(50~180)℃烘箱中加热(10~180)min。
21.优选地,测试工序是采用烘干法检测挥发份含量,采用溶解法(有机纤维预混料)或烧蚀法(无机纤维预混料)检测树脂含量,采用溶解法联合烧蚀法综合检测不溶性树脂含量(有机纤维预混料不适用)。
22.优选地,包装工序是将成品预混料置于密封塑料袋中。
23.优选地,储存工序是将成品预混料置于室温避光密封储存。
24.优选地,启用工序是将成品预混料储存(1~30)天之后开始使用。
25.本发明的再一方面提供一种航天烧蚀防热短切纤维/酚醛复合材料,上述的手工预混法制备得到的航天烧蚀防热短切纤维/酚醛高密度预混料为原料制备得到,包括以下步骤:
26.(80
±
5)℃装模,合模后,加接触压(10
±
1)mpa,在(30~60)min升温到(100
±
5)℃,加全压(50
±
10)mpa,加压前泄气(3~5)次,再以≤10℃/10min的速度升温至(150
±
5)℃,按照产品厚度计算保温时间(1~15)min/mm,自然降温,小于60℃脱模。得到所述航天烧蚀防热短切纤维/酚醛复合材料。
27.优选地,航天烧蚀防热短切纤维/酚醛复合材料的制备方法,包括以下步骤:
28.80℃装模,合模后,加接触压10mpa,在30min升温到100℃,加全压60mpa,加压前泄气3次,再以10℃/10min的速度升温至150℃,按照产品厚度计算保温时间1min/mm,自然降温,小于60℃脱模。得到所述航天烧蚀防热短切纤维/酚醛复合材料。
29.本发明与现有技术相比,具有以下有益效果:
30.1.本发明的航天烧蚀防热短切纤维/酚醛高密度预混料克服了传统连续预浸料等中间材料不易于成型具有复杂、小型、薄壁、异型等结构特点的复合材料制品。
31.2.本发明的航天烧蚀防热短切纤维/酚醛高密度预混料具有净尺寸成型复合材料优势,克服了传统连续预浸料等中间材料制备复合材料需要预留余量,然后再通过机械加工得到要求尺寸等缺点。
32.3.本发明的航天烧蚀防热短切纤维/酚醛高密度预混料中的纤维近似空间随机取向,减弱了层间概念,具有更高的剪切强度。克服了传统连续预浸料等中间材料制备复合材料制品层间剪切强度较弱的缺点。
33.4.本发明的航天烧蚀防热短切纤维/酚醛高密度预混料具有模压流动性好等工艺性优点。
34.5.本发明的航天烧蚀防热短切纤维/酚醛高密度预混料手工预混制备方法可得到树脂含量精度高、具有一定固化度的中间材料。
35.6.预混料通过模压工艺成型的复合材料具有耐烧蚀、耐高温、隔热、阻燃等优异特性同时具有一定的机械强度,由于减弱了层间概念,剪切强度更好。
附图说明
36.图1是本发明实施例1得到的高硅氧短切纤维/氨酚醛预混料的制备流程图;
37.图2是本发明实施例1得到的高硅氧短切纤维/氨酚醛预混料的实物图;
38.图3是本发明实施例1得到的高硅氧短切纤维/氨酚醛预混料的dsc图;
39.图4是本发明实施例1得到的高硅氧短切纤维/氨酚醛复合材料的制备流程图;
40.图5是本发明实施例1得到的高硅氧短切纤维/氨酚醛复合材料的宏观形貌图;
41.图6是本发明实施例1得到的高硅氧短切纤维/氨酚醛复合材料的氧
‑
乙炔烧蚀试验后的宏观形貌图;
具体实施方式
42.下面将结合本发明的实施例,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.实施例1
44.本实施例所述的高硅氧短切纤维/氨酚醛预混料及其复合材料,制备原料包括高硅氧短切纤维、氨酚醛树脂、无水乙醇。
45.其中,氨酚醛树脂采用牌号为616的产品,其树脂含量为60%。高硅氧短切纤维长度为50mm。
46.本实施例所述的高硅氧短切纤维/氨酚醛预混料及其复合材料的制备方法具体如下:
47.1.用100目~200目的铜质或不锈钢滤网过滤树脂;
48.2.高硅氧短切纤维切割长度24mm,在(120
±
5)℃的烘箱中4h;
49.3.用500ml酒精将3.03kg氨酚醛树脂稀释,搅拌均匀后形成适当浓度的液体;
50.4.称取3kg高硅氧纤维,采用手工操作方法撕开其中的纱结,而后将纤维与配好的树脂溶液均匀混合2分钟以上;
51.5.将混合好的料用撕松机撕松两遍;
52.6.将撕松好的料均匀铺放在网篦上;
53.7.室温晾置2h;
54.8.80℃烘料10min;
55.9.测试三项指标,合格后装袋密封,三天后启用高硅氧短切纤维/氨酚醛预混料;
56.10.80℃装模,合模后,加接触压10mpa,在50min升温到100℃,加全压40mpa,加压
前泄气3次,再以5℃/10min的速度升温至150℃,按照产品厚度计算保温时间2min/mm,自然降温,小于60℃脱模,得到高硅氧短切纤维/氨酚醛复合材料。
57.对本实施例所得到的高硅氧短切纤维/氨酚醛预混料进行检测,测得树脂含量为42.71%,挥发份含量为2.46%,不溶性树脂含量为9.57%。所得到的高硅氧短切纤维/氨酚醛复合材料进行检测,测得其密度为1.69g/cm3,圆柱拉伸强度为27.7mpa,八字模拉伸强度为36.3mpa,压缩强度为293mpa,弯曲强度为86.4mpa,冲压式剪切强度78.0mpa,冲击韧性为15.7kj/m2,导热系数为0.387w/(m﹒k),平均比热容为1.17
×
103,线膨胀系数为10
×
10
‑6,氧
‑
乙炔线烧蚀率0.0616mm/s。
58.实施例2
59.本实施例所述的高硅氧短切纤维/镁酚醛预混料及其复合材料,制备原料包括高硅氧短切纤维、镁酚醛树脂、无水乙醇。
60.其中,镁酚醛树脂的树脂含量为55%。高硅氧短切纤维长度为50mm。
61.本实施例所述的高硅氧短切纤维/镁酚醛预混料及其复合材料的制备方法具体如下:
62.1.用100目~200目的铜质或不锈钢滤网过滤树脂;
63.2.高硅氧短切纤维切割长度50mm,在120
±
5℃的烘箱中4h;
64.3.用1400ml酒精将3.7kg镁酚醛树脂稀释,搅拌均匀后形成适当浓度的液体;
65.4.称取3kg高硅氧纤维,采用手工操作方法撕开其中的纱结,而后将纤维与配好的树脂溶液均匀混合2分钟以上;
66.5.将混合好的料用撕松机撕松两遍;
67.6.将撕松好的料均匀铺放在网篦上;
68.7.室温晾置2h;
69.8.80℃烘料15min;
70.9.测试三项指标,合格后装袋密封,七天后启用高硅氧短切纤维/镁酚醛预混料;
71.10.80℃装模,合模后,加接触压10mpa,在50min升温到100℃,加全压60mpa,加压前泄气3次,再以10℃/10min的速度升温至150℃,按照产品厚度计算保温时间2min/mm,自然降温,小于60℃脱模,得到高硅氧短切纤维/镁酚醛复合材料。
72.实施例3
73.本实施例所述的粘胶基短切碳纤维/氨酚醛预混料及其复合材料,制备原料包括粘胶基短切碳纤维、氨酚醛树脂、无水乙醇。
74.其中,氨酚醛树脂采用牌号为616的产品,其树脂含量为60%。粘胶基短切碳纤维长度为20m。
75.本实施例所述的粘胶基短切碳纤维/氨酚醛预混料及其复合材料的制备方法具体如下:
76.1.用100目~200目的铜质或不锈钢滤网过滤树脂;
77.2.粘胶基短切碳纤维切割长度40mm,在120
±
5℃的烘箱中4h;
78.3.用900ml酒精将1.50kg氨酚醛树脂稀释,搅拌均匀后形成适当浓度的液体;
79.4.称取1.00kg粘胶基短切碳纤维,采用手工操作方法撕开其中的纱结,而后将纤维与配好的树脂溶液均匀混合2分钟以上;
80.5.撕松好的料均匀铺放在网篦上;
81.6.室温晾置2h;
82.7.80℃烘料15min;
83.8.测试两项指标,合格后装袋密封,三天后启用粘胶基短切碳纤维/氨酚醛预混料;
84.9.80℃装模,合模后,加接触压10mpa,在50min升温到100℃,加全压60mpa,加压前泄气3次,再以10℃/10min的速度升温至150℃,按照产品厚度计算保温时间2min/mm,自然降温,小于60℃脱模,得到粘胶基短切碳纤维/氨酚醛复合材料。
85.实施例4
86.本实施例所述的聚丙烯腈基短切碳纤维/镁酚醛预混料及其复合材料,制备方法、原料与实施例3中均相同,区别在于其中将粘胶基短切碳纤维改为聚丙烯腈基短切碳纤维。
87.实施例5
88.本实施例所述的聚丙烯腈基短切碳纤维/镁酚醛预混料及其复合材料,制备方法、原料与实施例4中均相同,区别在于树脂含量为(50
±
4)%。
89.实施例6
90.本实施例所述的粘胶基短切碳纤维/氨酚醛预混料及其复合材料,制备方法、原料与实施例3中均相同,区别在于其中将氨酚醛树脂改为镁酚醛树脂。
91.实施例7
92.本实施例所述的无碱玻璃纤维短切纱/镁酚醛预混料及其复合材料,制备方法、原料与实施例2中均相同,区别在于其中将高硅氧纱改为无碱玻璃纤维短切纱。
93.实施例8
94.本实施例所述的石英纤维短切纱/镁酚醛预混料及其复合材料,制备方法、原料与实施例2中均相同,区别在于其中将高硅氧纱改为石英纤维短切纱。
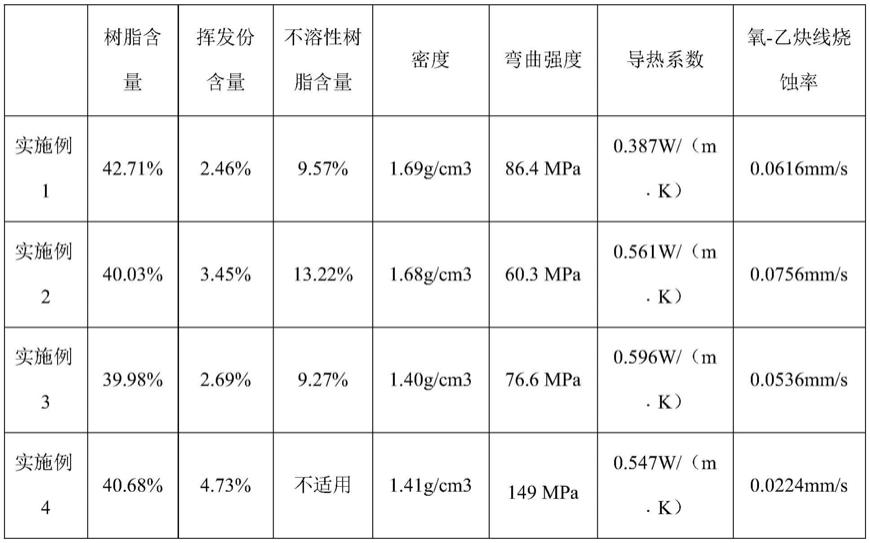
95.预混料和复合材料性能测试
96.对上述各实施例中得到的预混料的树脂含量、挥发份含量、不溶性树脂含量进行测试,对复合材料的密度、机械性能、隔热性能、烧蚀性能进行测试,测试结果如表1所示。
97.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
98.表1短切纤维预混料及其复合材料的性能
[0099][0100]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1