一种低介电常数低介电损耗的聚苯醚基复合材料及其制备方法与流程
1.本发明涉及高分子材料领域,具体涉及一种低介电常数低介电损耗的聚苯醚基复合材料及其制备方法的制备。
背景技术:
2.伴随物联网的兴起和移动互联网内容的日渐丰富,尤其海量数据云端到客户端的储存、传输,高清视频的实时传送,对移动通信网络的传输速率提出更高的要求,第五代 (5g)无线移动通信技术应运而生并得到快速发展。同时,5g也将渗透到其他各种行业领域, 与工业设施、医疗仪器、车联网等深度融合,有效满足工业、医疗、交通等行业的多样化业务需求,实现真正的“万物互联”。高频段毫米波在5g通信中具有显著的优势,如足够的带宽、小型化的天线和设备、较高的天线增益等。因此低介电常数低介电损耗材料成为通信行业新的材料方向。
3.改性塑料的介电常数对5g通讯毫米波信号的传输速度、信号延迟、信号损失等都会产生很大影响,降低改性塑料的介电常数有利于提高智能终端的信号传输速度、降低信号延迟、减少信号损失,因而当前世界各国科学界和产业界都已意识到5g时代材料发展的重要性,正致力于研究开发具有高性价比、环境友好的低介电、低损耗改性材料。
4.目前应用较为广泛的介电高分子材料有聚乙烯(pe)、环氧树脂(ep)、氰酸酯树脂 (ce)、聚苯醚(ppe/ppo)和聚四氟乙烯(ptfe)等。聚苯醚具有很好的电学性能,是工程塑料中介电损耗因子最小的,且受频率和温度的影响较小,但是其脆性太大,难以加工。
5.解决现有技术存在的ppo缺口冲击强度低、价格高等问题,现有专利文献cn103172997(一种低密度聚苯醚/聚苯乙烯共混合金材料及其制备方法)公开了一种采用聚苯醚与聚苯乙烯共混的合金材料,相对于金属型材料而言,成本较低,节约能源,实现了以塑代钢的目的,而且塑料合金有极好的耐腐蚀性,聚苯醚有很好的绝缘性,同时增韧剂改善了材料的缺口冲击强度。又因材料具有很好的强度和韧性,质量轻,可广泛用于汽车、电子电器等行业。而针对低介电、低损耗的改性问题,现有技术却并没有给出相应的解决措施,该材料还不能满足对损耗要求高的5g材料的应用需求。
技术实现要素:
6.为了解决上述问题,本发明提供了一种低介电常数低介电损耗的聚苯醚基复合材料,在现有聚苯醚/聚苯乙烯共混合金材料配方的基础上,通过引入氟树脂、相容剂等,该材料的介电常数、介电损耗明显降低,在5ghz下测试,其介电常数低于2.40,介电损耗低于0.002,满足了5g材料的应用需求。
7.本发明的另一目的在于提供一种低介电常数低介电损耗的聚苯醚基复合材料的制备方法,将混合均匀的物料投入到双螺杆挤出机,经熔融挤出、造粒,即制备得到低介电常数低介电损耗的复合材料产品。该方法工艺简单,在满足材料具有低介电常数、低介电损
耗性能的同时,并能保持其机械强度和韧性。
8.本发明通过下述技术方案实现:一种低介电常数低介电损耗的聚苯醚基复合材料,由以下按重量百分比计的组分组成:聚苯醚树脂30-50%;聚苯乙烯树脂30-50%;相容剂5-10%;增韧剂5-10%;氟树脂2-20%;空心玻璃微珠2-20%;抗氧剂0.2-0.4%;其它助剂0.5-1%。
9.所述聚苯醚树脂为(2,6-二甲基苯)醚与2,3,6-三甲基苯酚的共聚树脂,或2,6-二甲基苯酚与2,3,6-三甲基苯酚的共聚树脂;所述聚苯醚树脂的特征粘度为0.35~0.5dl/g。例如,可选自蓝星集团生产的商品牌号lxr035、lxr038、lxr040、lxr045、lxr048和lxr050中的任意一种,各牌号商品的粘度分别为 0.35dl/g、0.38dl/g、0.40dl/g、0.45dl/g、0.48dl/g和0.50dl/g。
10.所述聚苯乙烯树脂为聚苯乙烯gpps-666d或聚苯乙烯ps-gpps525。
11.所述相容剂为ppe-g-mah,接枝率为1.0-1.7%;例如,可选用沈阳科通生产的,商品牌号为kt-24的相容剂。
12.所述增韧剂为丁苯橡胶、氢化丁苯橡胶、接枝氢化丁苯橡胶和乙丙橡胶中的一种或几种;例如,可选用沈阳科通生产的,商品牌号为kt-25的sebs-g-mah增韧剂。
13.所述空心玻璃微珠的比重为0.1~0.4g/cc,粒径为5~100μm。
14.所述抗氧剂为四[β-(3,5-二叔丁基-4-轻基苯基)丙酸]季戊四醇酯主抗氧剂和三(2,4-二叔丁基)亚磷酸苯酯辅抗氧剂的混合物;例如,可选用ciba公司生产,商品牌号分别为irganox1010和irganox168的混合物。
[0015]
所述氟树脂为聚全氟乙丙烯、乙烯-四氟乙烯共聚物中的一种或者多种,例如,可选用氟树脂f46(820)。
[0016]
所述其它助剂包括润滑剂、热稳定剂、紫外光吸收剂中的一种或者多种。
[0017]
进一步,所述润滑剂选用季戊四醇硬脂酸酯或硅酮中的任意一种,例如,可选用龙沙公司生产的商品牌号为pets的润滑剂,或中蓝晨光gm-100a润滑剂。
[0018]
所述热稳定剂选用亚铜盐类,如布吕格曼公司生产的商品牌号h3336的热稳定剂。
[0019]
所述紫外光吸收剂选用羟苯基苯并三唑类,如汽巴公司生产的商品牌号uv234的紫外光吸收剂。
[0020]
本发明一种低介电常数低介电损耗的聚苯醚基复合材料的制备方法,包括以下步骤:a:按照重量配比称取各组分,先将聚苯醚树脂、聚苯乙烯树脂、氟树脂、空心玻璃微珠、相容剂和增韧剂,倒入搅拌设备,混合均匀后,再倒入抗氧剂和其它助剂,搅拌混合均匀;b:将a中混合好的物料投入到双螺杆挤出机的加料斗,通过侧喂料加入到挤出机
中,经熔融挤出、造粒,得复合材料产品;挤出工艺如下:双螺杆挤出机一区温度220-240℃,二区温度230-250℃,三区温度260-270℃,四区温度250-270℃,机头260-270℃,停留时间2-3min,压力为12-18mpa。
[0021]
与现有技术相比,本发明具有以下优点及有益效果:本发明利用氟树脂具有的优异耐高低温性能、介电性能、化学稳定性等特性,将其与聚苯醚树脂、聚苯乙烯树脂组成三相体系,并通过添加相容剂以及空心玻璃微珠、增韧剂和抗氧剂等,获得介电常数(5ghz)更低(2.25~2.40)和介电损耗(5ghz)更低(0.001~0.002),并具有与现有技术相当的拉伸强度(51~55/mpa)和弯曲强度(65~75/mpa)的低介电常数低介电损耗的聚苯醚基复合材料,满足了5g材料的应用需求。
具体实施方式
[0022]
下面结合对比例、实施例对本发明作进一步地详细说明,但本发明的实施方式不限于此。
[0023]
实施例1:按照重量配比称取各组分,先将聚苯醚树脂(lxr035,0.35dl/g)45%、聚苯乙烯树脂(gpps-666d)33.6%、氟树脂f46(820)5%、空心玻璃微珠(比重为0.1~0.4g/cc,粒径为5~100μm)5%、相容剂(ppe-g-mahkt-24)5%、增韧剂(sebs-g-mah kt-25)5%,倒入搅拌设备,混合均匀后,再倒入抗氧剂1010/168 0.2/0.2%和其它助剂(中蓝晨光gm-100a 0.5%、h3336热稳定剂0.5%),搅拌混合均匀;将混合好的物料投入到双螺杆挤出机的加料斗,通过侧喂料加入到挤出机中,经熔融挤出、造粒,得复合材料产品;其中,双螺杆挤出机一区温度230℃,二区温度250℃,三区温度270℃,四区温度260℃,机头260℃,停留时间2-3min,压力为14mpa。
[0024]
实施例2:按照重量配比称取各组分,先将聚苯醚树脂(lxr038,0.38dl/g)40%、聚苯乙烯树脂(gpps-666d)33.6%、氟树脂f46(820)10%、空心玻璃微珠(比重为0.1~0.4g/cc,粒径为5~100μm)5%、相容剂(ppe-g-mahkt-24)5%、增韧剂(sebs-g-mahkt-25)5%,倒入搅拌设备,混合均匀后,再倒入抗氧剂1010/168 0.2/0.2%和其它助剂(pets润滑剂0.5%、h3336热稳定剂0.3%、uv234紫外光吸收剂0.2%),搅拌混合均匀;将混合好的物料投入到双螺杆挤出机的加料斗,通过侧喂料加入到挤出机中,经熔融挤出、造粒,得复合材料产品;其中,双螺杆挤出机一区温度220℃,二区温度230℃,三区温度260℃,四区温度250℃,机头270℃,停留时间2-3min,压力为12mpa。
[0025]
实施例3:按照重量配比称取各组分,先将聚苯醚树脂(lxr040,0.40dl/g)30%、聚苯乙烯树脂(ps-gpps525)35%、氟树脂(聚全氟乙丙烯)20%、空心玻璃微珠(比重为0.1~0.4g/cc,粒径为5~100μm)2%、相容剂(ppe-g-mahkt-24)7%、增韧剂(sebs-g-mahkt-25)5%,倒入搅拌设备,混合均匀后,再倒入抗氧剂1010/168 0.1/0.1%和其它助剂(h3336热稳定剂0.4%、uv234紫外光吸收剂0.4%),搅拌混合均匀;将混合好的物料投入到双螺杆挤出机的加料斗,通过侧喂料加入到挤出机中,经熔融挤出、造粒,得复合材料产品;其中,双螺杆挤出机一区温度240℃,二区温度250℃,三区温度260℃,四区温度260℃,机头270℃,停留时间2-3min,
压力为15mpa。
[0026]
实施例4:按照重量配比称取各组分,先将聚苯醚树脂(lxr045,0.45dl/g)50%、聚苯乙烯树脂(gpps-666d)27%、氟树脂(乙烯-四氟乙烯共聚物)2%、空心玻璃微珠(比重为0.1~0.4g/cc,粒径为5~100μm)10%、相容剂(ppe-g-mahkt-24)5%、增韧剂(丁苯橡胶)5%,倒入搅拌设备,混合均匀后,再倒入抗氧剂1010/168 0.2/0.2%和其它助剂(pets润滑剂0.3%、uv234紫外光吸收剂0.3%),搅拌混合均匀;将混合好的物料投入到双螺杆挤出机的加料斗,通过侧喂料加入到挤出机中,经熔融挤出、造粒,得复合材料产品;其中,双螺杆挤出机一区温度230℃,二区温度240℃,三区温度260℃,四区温度260℃,机头270℃,停留时间2-3min,压力为18mpa。
[0027]
实施例5:按照重量配比称取各组分,先将聚苯醚树脂(lxr048,0.48dl/g)32%、聚苯乙烯树脂(gpps-666d)50%、氟树脂(乙烯-四氟乙烯共聚物)5%、空心玻璃微珠(比重为0.1~0.4g/cc,粒径为5~100μm)2%、相容剂(ppe-g-mahkt-24)5%、增韧剂(氢化丁苯橡胶)5%,倒入搅拌设备,混合均匀后,再倒入抗氧剂1010/168 0.2/0.2%和其它助剂(pets润滑剂0.2%、h3336热稳定剂0.2%、uv234紫外光吸收剂0.2%),搅拌混合均匀;将混合好的物料投入到双螺杆挤出机的加料斗,通过侧喂料加入到挤出机中,经熔融挤出、造粒,得复合材料产品;其中,双螺杆挤出机一区温度230℃,二区温度250℃,三区温度270℃,四区温度260℃,机头260℃,停留时间2-3min,压力为16mpa。
[0028]
实施例6:按照重量配比称取各组分,先将聚苯醚树脂(lxr050,0.50dl/g)32%、聚苯乙烯树脂(ps-gpps525)50%、氟树脂(乙烯-四氟乙烯共聚物)5%、空心玻璃微珠(比重为0.1~0.4g/cc,粒径为5~100μm)2%、相容剂(ppe-g-mah kt-24)5%、增韧剂(氢化丁苯橡胶)5%,倒入搅拌设备,混合均匀后,再倒入抗氧剂1010/168 0.2/0.2%和其它助剂(pets润滑剂0.2%、h3336热稳定剂0.2%、uv234紫外光吸收剂0.2%),搅拌混合均匀;将混合好的物料投入到双螺杆挤出机的加料斗,通过侧喂料加入到挤出机中,经熔融挤出、造粒,得复合材料产品;其中,双螺杆挤出机一区温度230℃,二区温度250℃,三区温度260℃,四区温度260℃,机头260℃,停留时间2-3min,压力为16mpa。
[0029]
实施例7:按照重量配比称取各组分,先将聚苯醚树脂(lxr035,0.35dl/g)34%、聚苯乙烯树脂(gpps-666d)30%、氟树脂f46(820)5%、空心玻璃微珠(比重为0.1~0.4g/cc,粒径为5~100μm)20%、相容剂(ppe-g-mah kt-24)5%、增韧剂(乙丙橡胶)5%,倒入搅拌设备,混合均匀后,再倒入抗氧剂1010/168 0.2/0.2%和其它助剂(中蓝晨光gm-100a 0.3%、uv234紫外光吸收剂0.3%),搅拌混合均匀;将混合好的物料投入到双螺杆挤出机的加料斗,通过侧喂料加入到挤出机中,经熔融挤出、造粒,得复合材料产品;其中,双螺杆挤出机一区温度230℃,二区温度240℃,三区温度260℃,四区温度270℃,机头260℃,停留时间2-3min,压力为13mpa。
[0030]
实施例8:按照重量配比称取各组分,先将聚苯醚树脂(lxr035,0.35dl/g)30%、聚苯乙烯树脂(ps-gpps525)33%、氟树脂f46(820)16%、空心玻璃微珠(比重为0.1~0.4g/cc,粒径为5~
100μm)5%、相容剂(ppe-g-mahkt-24)10%、增韧剂(乙丙橡胶)5%,倒入搅拌设备,混合均匀后,再倒入抗氧剂1010/168 0.2/0.1%和其它助剂(中蓝晨光gm-100a 0.4%、h3336热稳定剂0.3%),搅拌混合均匀;将混合好的物料投入到双螺杆挤出机的加料斗,通过侧喂料加入到挤出机中,经熔融挤出、造粒,得复合材料产品;其中,双螺杆挤出机一区温度220℃,二区温度240℃,三区温度270℃,四区温度260℃,机头260℃,停留时间2-3min,压力为15mpa。
[0031]
实施例9:按照重量配比称取各组分,先将聚苯醚树脂(lxr035,0.35dl/g)35%、聚苯乙烯树脂(ps-gpps525)33%、氟树脂f46(820)10%、空心玻璃微珠(比重为0.1~0.4g/cc,粒径为5~100μm)5%、相容剂(ppe-g-mahkt-24)6%、增韧剂(sebs-g-mahkt-25)10%,倒入搅拌设备,混合均匀后,再倒入抗氧剂1010/168 0.2/0.2%和其它助剂(pets润滑剂0.3%、uv234紫外光吸收剂0.3%),搅拌混合均匀;将混合好的物料投入到双螺杆挤出机的加料斗,通过侧喂料加入到挤出机中,经熔融挤出、造粒,得复合材料产品;其中,双螺杆挤出机一区温度230℃,二区温度240℃,三区温度260℃,四区温度270℃,机头260℃,停留时间2-3min,压力为14mpa。
[0032]
对比例1:本对比例为与实施例1进行比较的实例,区别在于:原料组分中不含氟树脂、空心玻璃微珠。
[0033]
按照重量配比称取各组分,先将聚苯醚树脂(lxr035,0.35dl/g)45%、聚苯乙烯树脂(gpps-666d)43.6%、相容剂(ppe-g-mahkt-24)5%、增韧剂(sebs-g-mahkt-25)5%,倒入搅拌设备,混合均匀后,再倒入抗氧剂1010/168 0.2/0.2%和其它助剂(中蓝晨光gm-100a 0.5%、h3336热稳定剂0.5%),搅拌混合均匀;将混合好的物料投入到双螺杆挤出机的加料斗,通过侧喂料加入到挤出机中,经熔融挤出、造粒,得复合材料产品;其中,双螺杆挤出机一区温度230℃,二区温度250℃,三区温度270℃,四区温度260℃,机头260℃,停留时间2-3min,压力为14mpa。
[0034]
对比例2:本对比例为与实施例1进行比较的实例,区别在于:原料组分中不含氟树脂。
[0035]
按照重量配比称取各组分,先将聚苯醚树脂(lxr035,0.35dl/g)45%、聚苯乙烯树脂(gpps-666d)38.6%、空心玻璃微珠(比重为0.1~0.4g/cc,粒径为5~100μm)5%、相容剂(ppe-g-mahkt-24)5%、增韧剂(sebs-g-mahkt-25)5%,倒入搅拌设备,混合均匀后,再倒入抗氧剂1010/168 0.2/0.2%和其它助剂(中蓝晨光gm-100a 0.5%、h3336热稳定剂0.5%),搅拌混合均匀;将混合好的物料投入到双螺杆挤出机的加料斗,通过侧喂料加入到挤出机中,经熔融挤出、造粒,得复合材料产品;其中,双螺杆挤出机一区温度230℃,二区温度250℃,三区温度270℃,四区温度260℃,机头260℃,停留时间2-3min,压力为14mpa。
[0036]
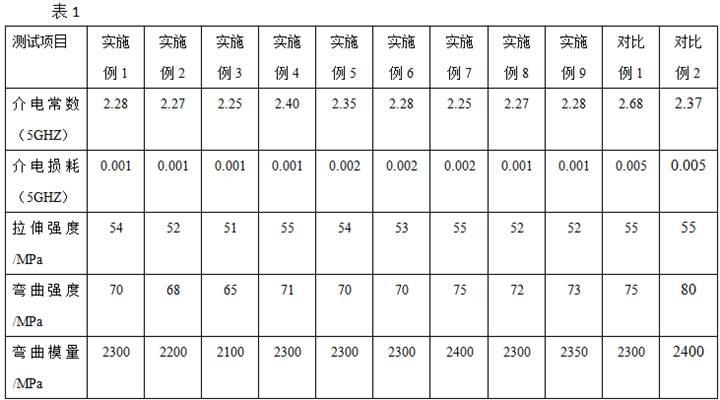
将上述各实施例1-9及对比例1-2制备的复合材料用注塑机制成圆片,安装gb/t 1409送测介电常数和介电损耗,其测试结果如下表1所示:
注:拉伸强度测试参照gb/t 1040,弯曲强度和弯曲模量测试参照gb/t 9341。
[0037]
由上述测试结果可知,本发明的配方在5ghz下进行测试,其介电常数低于2.4,介电损耗低于0.002,介电性能明显好于聚苯醚与聚苯乙烯共混合金材料,并能达到5g通讯对材料的介电要求,为通信行业提供了一种低介电常数低介电损耗的新材料,非常适合应用于5g材料等相关领域。
[0038]
以上所述,仅是本发明的较佳实施例,并非对本发明做任何形式上的限制,凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化,均落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1