表面改性的金属氧化物及其制备的手套的制作方法
1.本发明涉及一种表面改性的金属氧化物及其制备的手套,具体而言,使用所述表面改性的金属氧化物来制备添加剂母料,随后用于乳胶配制物中以制备手套,其中本发明的添加剂母料改善了手套的机械性能。
背景技术:
2.在手套制造行业,手套通常用于保护使用者,以达到卫生和安全的目的。由于其厚度和成本效益,低重量丙烯腈丁二烯橡胶手套已有广泛需求。
3.然而,低重量丙烯腈丁二烯橡胶手套的手套制造商正在面临在满足扯断力的标准要求方面的挑战,所述扯断力非常依赖于手套的厚度和/或手套重量。
4.综上所述,需要一种方法来确定胶乳配制物,以生产今后可克服上述缺点的具有改进的机械性能(例如但不限于扯断力)的丙烯腈丁二烯橡胶手套。
技术实现要素:
5.本发明涉及一种表面改性的金属氧化物,其包含金属氧化物、表面改性剂、分散剂、稳定剂、ph调节剂、增稠剂和溶剂。添加剂母料包含促进剂、活化剂和交联剂,其中活化剂是如上所述的表面改性的金属氧化物。一种乳胶配制物及其制备的手套至少包含基础聚合物、稳定剂、ph调节剂、分散剂和消泡剂,其特征在于,所述乳胶配制物进一步包含如上所述的添加剂母料。
6.在考虑本发明优选实施方案的以下具体实施方式后,本发明的另外方面、特征和优势对于本领域技术人员将是显而易见的。
具体实施方式
7.本文公开了本发明优选实施方案的具体实施方式。然而,应当理解的是,这些实施方案仅是本发明的示例,其可通过各种形式来实施。因此,本文公开的细节不应被解释为限制性的,而是仅仅作为针对权利要求书以及用于教导本发明领域技术人员的基础。在说明书中使用的数值数据或范围不应被解释为限制性的。
8.本发明涉及一种表面改性的金属氧化物及其制备的手套,具体而言,使用所述表面改性的金属氧化物来制备添加剂母料,随后用于乳胶配制物中制备手套。
9.本发明的手套实现了改进的机械性能,例如但不限于扯断力,其细节将在实施例部分中讨论。出于本发明的目的,术语“表面改性的”通常也可称为“表面处理的”或“表面功能化的”。
10.出于本发明的目的,术语“表面改性的”可被称为通过表面改性剂辅助的金属氧化物的表面改性。所述表面改性剂是硅烷偶联剂,其作为无机金属氧化物和有机乳胶之间的界面,提供了在这些不同的化合物之间的强结合。表面改性的金属氧化物中硅烷偶联剂的存在改善了机械性能,例如但不限于手套的扯断力。
11.本发明的第一实施方案讨论了表面改性的金属氧化物,其中金属氧化物是活性氧化锌。所用的活性氧化锌不同于医药级氧化锌(纯度为99.9%)、白色密封氧化锌(最低纯度为99.7%)和红色密封氧化锌(最低纯度为99.5%)。与常用级别的氧化锌级相比,本发明的表面改性的金属氧化物具有更高的表面积30至60m2/g和更小的粒径20nm,其中白色密封氧化锌具有更低的表面积4至6m2/g和更大的粒径200nm。表面改性的金属氧化物用于但不限于表面改性的金属氧化物的分散形式。术语“活性”与术语“活化”可互换使用。术语“活性氧化锌”通常用于表示具有高表面积和化学反应性的氧化锌。
12.由含有上述常用级别的氧化锌的添加剂母料的乳胶配制物制成的手套不能满足扯断力至少为6n的en 455标准要求。通常在2.7克至3.3克范围内的低重量丙烯腈丁二烯橡胶(nbr)手套,特别是3克的低重量nbr手套上观察到后者。
13.本发明的表面改性的金属氧化物包含:
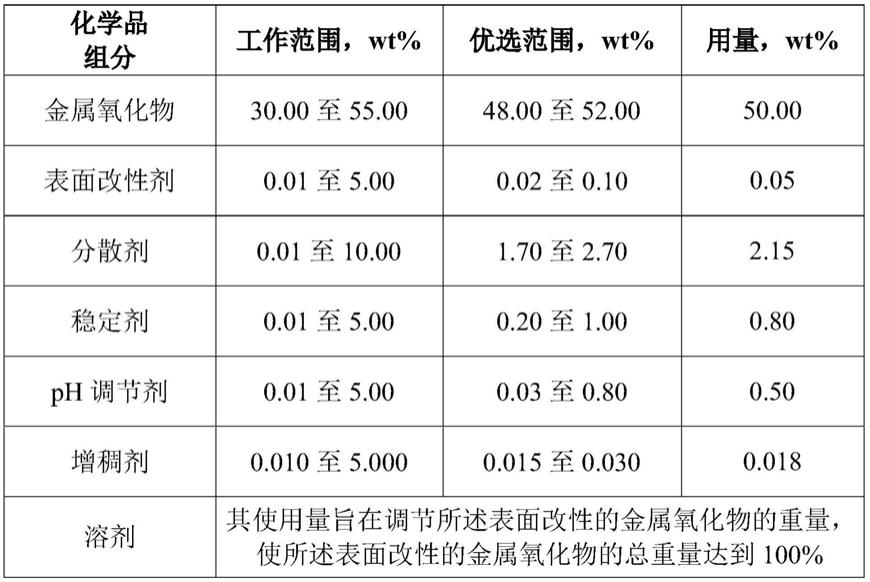
14.金属氧化物,其中所述金属氧化物为活性氧化锌。所使用的金属氧化物的量的范围为所述表面改性的金属氧化物总重量的30.00%至55.00%,优选范围48.00%至52.00%,最优选50.00%,其中所使用的金属氧化物处于但不限于粉末形式;
15.表面改性剂,其中所述表面改性剂为硅烷偶联剂。所述硅烷偶联剂选自由环氧官能有机硅烷组成的组,所述环氧官能有机硅烷比如2-(3,4-环氧环己基)乙基三乙氧基硅烷、(3-环氧丙氧基丙基)三甲氧基硅烷和(3-环氧丙氧基丙基)三乙氧基硅烷,优选(3-环氧丙氧基丙基)三甲氧基硅烷。所使用的表面改性剂的量的范围为所述表面改性的金属氧化物总重量的0.01%至5.00%,优选范围0.02%至0.10%,最优选0.05%;
16.分散剂,其中所述分散剂选自由以下组成的组:聚丙烯酸钠盐、马来酸-丙烯酸共聚物或其衍生的盐、萘磺酸钠盐及其混合物,优选萘磺酸钠盐。所使用的分散剂的量的范围为所述表面改性的金属氧化物总重量的0.01%至10.00%,优选范围1.70%至2.70%,最优选2.15%;
17.稳定剂,其中所述稳定剂是任何胺衍生物,优选异丙基羟胺。所使用的稳定剂的量的范围为所述表面改性的金属氧化物总重量的0.01%至5.00%,优选范围0.20%至1.00%,最优选0.80%;
18.ph调节剂,其中所述ph调节剂选自由以下组成的组:氢氧化铵、氢氧化钾、氢氧化钠、氢氧化镁及其混合物,优选氢氧化铵。所使用的ph调节剂的量的范围为所述表面改性的金属氧化物总重量的0.01%至5.00%,优选范围0.03%至0.80%,最优选0.50%;ph调节剂的重要功能是控制表面改性的金属氧化物的ph值,使其可与乳胶配制物的ph值相容。否则,所得手套将不能满足机械性能特别是扯断力的标准要求。例如,低ph值的表面改性的金属氧化物(ph值范围在ph值8.0至8.5之间)与高ph值乳胶(ph值在ph值9.0至12.0之间)混合不仅会使胶乳化合物不稳定,而且会引起生产过程中出现问题;
19.增稠剂,其中所述增稠剂选自由以下组成的组:羟乙基纤维素、羧甲基纤维素、羟丙基甲基纤维素、丙烯酸共聚物、基于多糖的增稠剂、淀粉衍生物增稠剂及其混合物,优选基于多糖的增稠剂。所使用的增稠剂的量的范围为所述表面改性的金属氧化物总重量的0.010%至5.000%,优选范围0.015%至0.030%,最优选0.018%;以及
20.溶剂,其中所述溶剂选自自来水、蒸馏水和去离子水,优选去离子水。所使用的溶剂的量旨在调节所述表面改性的金属氧化物的重量,使所述表面改性的金属氧化物的总重
量达到100%。
21.表1显示了用于制备本发明的所述表面改性的金属氧化物的化学组分及其比例(如上所述)。
22.表1:用于制备本发明的表面改性的金属氧化物的化学组分及其比例
[0023][0024]
使用一种方法制备具有在表1中列出的化学组分的本发明的表面改性的金属氧化物,所述方法包括以下步骤:
[0025]
i.将金属氧化物、分散剂、稳定剂、ph调节剂、增稠剂和溶剂不按特定的顺序相继混合,得到金属氧化物分散液,其中进行混合的持续时间范围为15分钟至30分钟,优选20分钟,速度范围在400rpm至800rpm之间,优选600rpm;和
[0026]
ii.将表面改性剂混合到在步骤(i)中得到的金属氧化物分散液中,得到本发明的表面改性的金属氧化物,其中进行混合的持续时间范围为20分钟至40分钟,优选30分钟,速度范围在300rpm至500rpm之间,优选400rpm。所述表面改性的金属氧化物的ph值范围在9至11之间。所述表面改性的金属氧化物的总固体含量范围在48至53重量%之间,优选50重量%。
[0027]
本发明的第二实施方案讨论了本发明的添加剂母料的配制物,其中添加剂母料的配制物包含:
[0028]
促进剂,其中所述促进剂为二乙基二硫代氨基甲酸锌(zdec)、二丁基二硫代氨基甲酸锌(zdbc)及其混合物,优选其混合物。所使用的促进剂的量的范围在0.4phr至1.0phr之间,优选范围在0.6phr至0.8phr之间,最优选0.7phr;
[0029]
活化剂,其中所述活化剂是如上讨论的表面改性的金属氧化物。所使用的活化剂的量的范围在1.0phr至2.2phr之间,优选范围在1.3phr至1.8phr之间,最优选1.6phr;和
[0030]
交联剂,其中所述交联剂是硫。所使用的交联剂的量的范围在0.4phr至2.0phr之间,优选范围在0.7phr至1.4phr之间,最优选1.2phr。
[0031]
本发明的添加剂母料以(但不限于)分散体的形式使用。表2显示了用于制备本发明的添加剂母料在将其掺入乳胶配制物中制备手套之前的化学组分及其比例(如上所述)。
[0032]
表2:用于制备本发明的添加剂母料的化学组分及其比例
[0033][0034]
本发明的第三个实施方案讨论了随后用于制备本发明的手套的乳胶配制物,其中所述乳胶配制物至少包含:
[0035]
基础聚合物,其中所述基础聚合物是丙烯腈丁二烯橡胶(nbr)乳胶。所使用的基础聚合物的量为100phr(也称为每百份橡胶的份数),其中每百份橡胶的份数用作计量其他化学品的基础;
[0036]
稳定剂,其中所述稳定剂选自由以下组成的组:非离子和阴离子表面活性剂、脂肪酸盐、胺衍生物、十二烷基苯磺酸钠、甲磺酸甲酯、甲代烯丙基磺酸钠、萘磺酸钠、氢氧化钠、氢氧化钾和氢氧化钙,优选十二烷基苯磺酸钠。所使用的稳定剂的量的范围在0.01phr至5.00phr之间,优选范围在0.50phr至1.00phr之间,最优选0.70phr;
[0037]
ph调节剂,其中所述ph调节剂选自由以下组成的组:氢氧化钾、氢氧化铵、氢氧化钠、氢氧化镁及其混合物,优选氢氧化钾和氢氧化铵的混合物。所使用的氢氧化钾和氢氧化铵的混合物的量的范围在0.02phr至7.00phr之间,优选范围在1.95phr至2.60phr之间,最优选2.30phr。
[0038]
添加剂母料(如上所述),其中所使用的添加剂母料的量的范围在2.50phr至4.50phr之间,优选范围在3.20phr至3.90phr之间,最优选3.50phr;
[0039]
分散剂,其中所述分散剂选自由以下组成的组:聚丙烯酸钠盐、马来酸-丙烯酸共聚物、其衍生的盐、萘磺酸钠盐及其混合物,优选萘磺酸钠盐。所使用的分散剂的量的范围在0.01phr至5.00phr之间,优选范围在0.40phr至0.80phr之间,最优选0.50phr;和
[0040]
消泡剂,其中所述消泡剂选自由以下组成的组:油基乳液,比如矿物油、植物油、白油或任何其他不溶于发泡介质的油;硅酮基乳液,比如硅酮二醇、氟硅酮、聚二甲基硅氧烷或其他改性的硅酮流体;水基乳液、环氧乙烷和环氧丙烷基乳液,优选聚二甲基硅氧烷。所使用的消泡剂的量的范围在0.01phr至1.00phr之间,优选范围在0.02phr至0.06phr之间,最优选0.04phr。
[0041]
本发明的乳胶配制物进一步包含:
[0042]
不透明增强剂,其中所述不透明增强剂选自由以下组成的组:二氧化钛、锌白、硫化锌、立德粉、水合氧化铝、碳酸钙、沉淀硫酸钡(blanc fixe)、重晶石、滑石、二氧化硅和瓷土,优选二氧化钛。所使用的不透明增强剂的量的范围在0.00phr至5.00phr之间,优选范围
在1.20phr至1.50phr之间,最优选1.40phr;
[0043]
填料,其中所述填料选自由以下组成的组:硅酸盐,比如硅酸镁、硅酸铝、链硅酸钙、层状硅酸盐,以及非硅酸盐,比如碳酸钙、二氧化硅、氢氧化铝、炭黑和有机基填料,优选硅酸铝。所使用的填料的量的范围在0.00phr至10.00phr之间,优选范围在5.00phr至8.00phr之间,最优选2.70phr;或者
[0044]
颜料,其中所述颜料可以为任何颜色。所使用的颜料的量的范围在0.00phr至2.00phr之间,优选范围在0.10phr至0.30phr之间,最优选0.15phr。
[0045]
表3显示了用于制备本发明的手套的乳胶配制物的化学组分及其比例(如上所述)。
[0046]
表3:本发明的乳胶配制物的化学组分及其比例
[0047]
化学组分工作范围,phr优选范围,phr用量,phr基础聚合物100100100稳定剂0.01至5.000.50至1.000.70ph调节剂0.02至7.001.95至2.602.30添加剂母料2.50至4.503.20至3.903.50分散剂0.01至5.000.40至0.800.50消泡剂0.01至1.000.02至0.060.04不透明增强剂0.00至5.001.20至1.501.40填料0.00至10.005.00至8.002.70颜料0.00至2.000.10至0.300.15
[0048]
乳胶制剂含有范围在12.5重量%至13.5重量%之间、优选范围在12.8重量%至13.2重量%之间、最优选13.0重量%的总固体含量。在用于制备本发明的手套之前,使制备的乳胶配制物成熟一定的持续时间,所述持续时间的范围在16小时至36小时之间,优选范围在20小时至28小时之间,最优选22小时。
[0049]
使用上述公开的乳胶配制物,采用手套制造行业公知的方法,制备了本发明的手套。制备手套的方法包括以下步骤:
[0050]
i.将模型在54℃至60℃之间的温度范围的凝固剂溶液中浸渍,持续时间范围在4秒至20秒之间,以在模型上涂覆凝固层,其中将所述模型在步骤(i)中使用之前进行洗涤,并且其中所述凝固剂溶液是任何常规的凝固剂溶液;
[0051]
ii.将在步骤(i)中获得的涂覆在模型上的凝固剂层在120℃至140℃之间的温度范围干燥,持续时间范围在5分钟至10分钟之间;
[0052]
iii.将在步骤(ii)中获得的涂覆在模型上的凝固剂层浸入至少一个容纳在40℃至60℃之间的温度范围的本发明乳胶配制物(如上所述)的乳胶浸渍槽中,持续时间范围在3秒至20秒之间,从而产生至少一个涂覆在所述模型上的乳胶层,其中所述乳胶配制物具有范围在12.5重量%至13.5重量%之间的总固体含量;
[0053]
iv.将在步骤(iii)中获得的涂覆在模型上的乳胶层在120℃至135℃之间的温度范围干燥,持续时间范围在30秒至20分钟之间;
[0054]
v.将在步骤(iv)中获得的涂覆在模型上的胶乳层用温度范围在30℃至70℃之间的热水预浸出,持续时间范围在2秒至10秒之间,以浸出化学残留物而形成预浸出的乳胶
膜;
[0055]
vi.将在步骤(v)中获得的涂覆在模型上的预浸出的乳胶膜在100℃至150℃之间的温度范围固化,持续时间范围在10分钟至30分钟之间,以产生乳胶膜;
[0056]
vii.将在步骤(vi)中获得的涂覆在模型上的乳胶膜用在环境温度下的氯水处理,持续时间范围在3秒至6秒之间,以获得处理的乳胶膜;
[0057]
viii.将在步骤(vii)中获得的涂覆在模型上的处理的乳胶膜用温度范围在30℃至70℃之间的热水进行后浸出,持续时间范围在2秒至10秒之间,以浸出化学残留物而获得后浸出的乳胶膜;
[0058]
ix.将在步骤(viii)中获得的涂覆在模型上的浸出后的乳胶膜在50℃至60℃之间的温度范围干燥,持续时间范围在4秒至8秒之间,以产生含有表面改性的金属氧化物的手套;和
[0059]
x.将在步骤(ix)中获得的手套从所述模型剥离。
[0060]
在非限制性意义上,构建以下实施例来展示本发明。
[0061]
实施例1:
[0062]
本发明的表面改性的金属氧化物
[0063]
使用如表1中总结的化学组分和比例,采用如在第一实施方案之下所述的方法,制备本发明的表面改性的金属氧化物。
[0064]
实施例2
[0065]
本发明的添加剂母料
[0066]
使用如表2中总结的化学组分和比例制备本发明的添加剂母料。测试了本发明的添加剂母料和两种常规的添加剂母料的化学规格,即,总固体含量、ph、粘度(brookfield,速度为20rpm时的rv02)和粒径。
[0067]
表4显示了本发明的添加剂母料与两种常规的添加剂母料的化学规格的比较。
[0068]
表4:本发明的添加剂母料和常规的添加剂母料的化学规格
[0069][0070]
附注:
[0071]
样品a:本发明的添加剂母料
[0072]
样品b:具有非表面改性的活性氧化锌的常规添加剂母料
[0073]
样品c:具有常规氧化锌的常规添加剂母料
[0074]
基于表4中获得的结果,值得注意的是,本发明的添加剂母料满足化学规格的内部要求。
[0075]
实施例3
[0076]
本发明的手套
[0077]
使用如表3中总结的乳胶配制物,采用手套制造行业公知的方法(如在第三实施方案之下所述),制备本发明的手套。
[0078]
根据astm d6319和en 455标准要求测试了本发明中制备的手套和两种常规手套的机械性能,比如拉伸强度、扯断伸长率、扯断力和300%时的模量。得到的结果总结在表5中。
[0079]
表5:本发明手套和常规手套在老化前后的机械性能结果
[0080][0081]
*老化条件:在100℃的温度下加热22小时的时间段
[0082]
附注:
[0083]
样品a:本发明的手套
[0084]
样品b:具有非表面改性的活性氧化锌的常规手套
[0085]
样品c:具有常规氧化锌的常规手套
[0086]
基于表5中获得的结果,显而易见的是,本发明的手套在老化前后均满足机械性能的标准要求。
[0087]
相比于具有非表面改性的活性氧化锌的常规手套和具有常规氧化锌的常规手套,本发明的手套具有更好的扯断力。
[0088]
总的来说,本发明的手套能够克服常规的缺点,因为本发明的手套实现了改进的机械性能,例如但不限于扯断力。
[0089]
本文使用的术语是仅仅出于描述特定的示例性实施方案的目的,而不意图限制。除非上下文另清楚地指出,如本文使用的,单数形式“一个/种(a/an)”和“该”也旨在包括复数形式。术语“包含(comprise)”、“包含(comprising)”、“包括(including)”和“具有(having)”包括并且因此指定所陈述的特征、整体、步骤、操作、要素和/或组分的存在,但是不排除一个或多个其他特征、整体、步骤、操作、要素、组分和/或其组的存在或添加。
[0090]
本文所述的方法、步骤、过程和操作不应被解释它们为一定需要以所讨论或说明的特定顺序来执行,除非特别确定为执行的顺序。还应当理解的是,可以采用另外的或替代
的步骤。表述“至少”或“至少一个”的使用表明使用一个或多个要素,因为所述使用可以在多个实施方案之一中实现一个或多个期望的目的或结果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1