一种草酸二甲酯加氢制备乙醇酸甲酯和/或乙二醇的方法与流程
本发明属于乙醇酸甲酯和乙二醇生产,具体涉及一种草酸二甲酯加氢制备乙醇酸甲酯和/或乙二醇的方法。
背景技术:
1、乙醇酸甲酯是一类重要的化工产品和中间体,由于其同时具有羟基和酯基官能团,使得它兼有醇和酯的化学性质,能够发生羰化反应、水解反应、氧化反应等,广泛用于化工、医药、农药、饲料、燃料和香料等许多领域。
2、近年来,由于合成气经草酸酯生成乙二醇技术的不断成熟,进一步发展其中间产物草酸酯的下游产品链条已经成为该催化领域的研究热点和重点。其中,通过草酸二甲酯加氢路线生产乙醇酸甲酯,进而开发下游产品,形成高端煤化工产品链条,是前景十分看好的技术路线。草酸二甲酯加氢生成乙醇酸甲酯的主要反应如下:
3、主反应:ch3ooccooch3+2h2→hoch2cooch3+ch3oh
4、副反应:hoch2cooch3+2h2→hoch2ch2oh+ch3oh。
5、中国专利cn104109095b中公开了一种草酸酯加氢生产乙醇酸酯的方法,采用反应原料分段进料的方法提高草酸酯的转化率与乙醇酸酯的选择性,其中在草酸酯原料添加了溶剂,溶剂通常为甲醇。
6、中国专利cn104262152a中公开了一种草酸酯加氢生产乙醇酸酯的方法,采用将草酸二甲酯的甲醇溶液和含有氢气的原料气混合进料在反应器中与含银催化剂接触反应的方法,主要解决现有技术中草酸二甲酯转化率低和乙醇酸甲酯选择性低的问题。
7、根据现有技术公开,在反应原料中添加甲醇,有利于提高反应性能,解决草酸二甲酯转化率低和乙醇酸甲酯选择性低的问题。但是,甲醇的添加大幅度增加了生成过程的能耗,增加的能耗主要来自甲醇进入反应器后的加热及甲醇的分离。因此,解决由于反应原料中添加甲醇带来的能耗问题具有重要意义。
技术实现思路
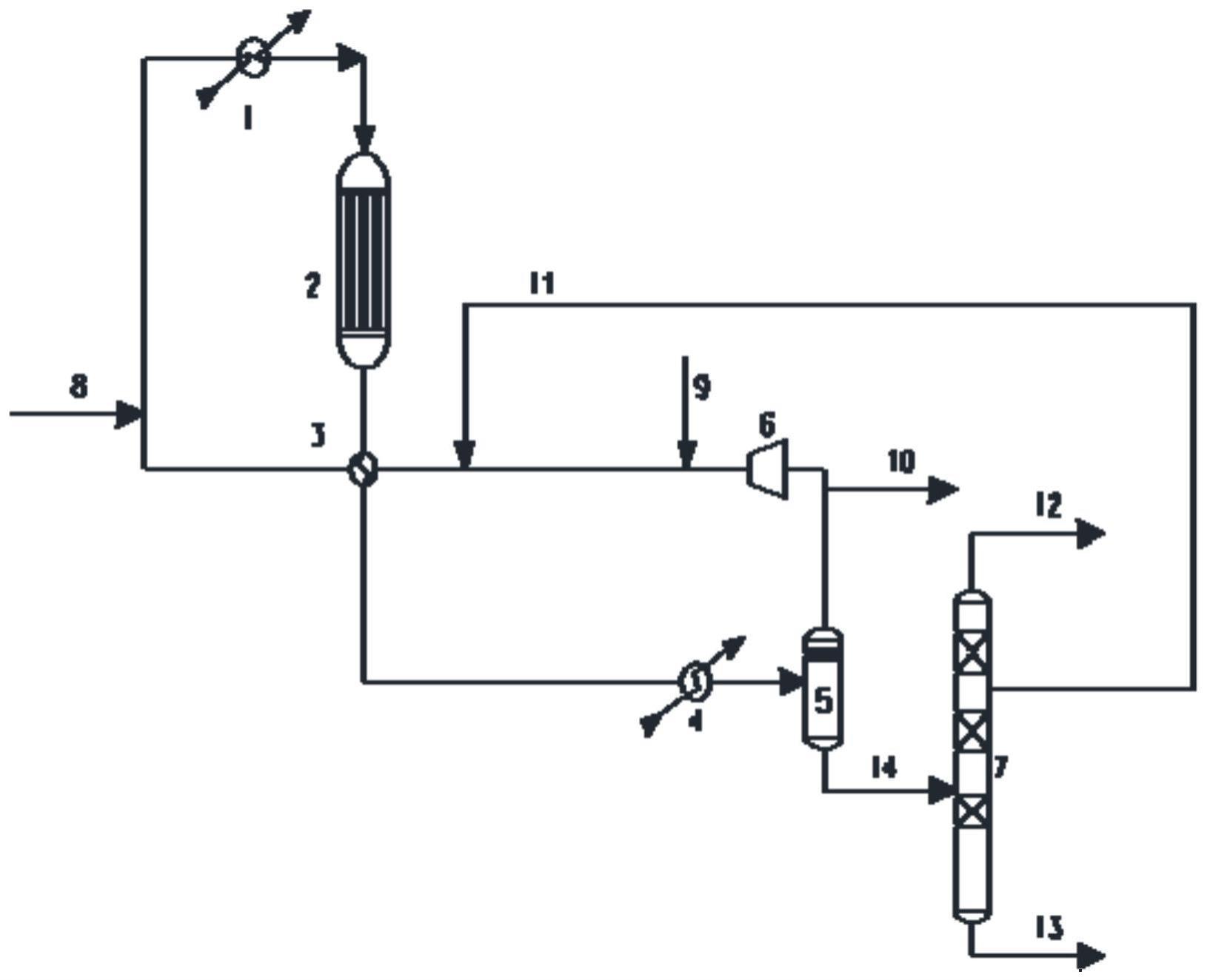
1、针对现有技术中存在的问题,本发明提供了一种草酸二甲酯加氢制备乙醇酸甲酯和/或乙二醇的方法,该方法先将甲醇与氢气混合经换热器预热后再与草酸二甲酯混合后进行加氢反应,可以更大幅度地提高换热器的换热效率,降低后续进料加热器的热负荷,降低蒸汽消耗,从而节约能耗。特别地,通过将草酸二甲酯加氢制备乙醇酸甲酯和/或乙二醇的过程中得到的液相反应产物经甲醇回收塔分离且从侧线采出甲醇作为循环甲醇用作反应原料,可以更高效地分离循环甲醇中的杂质、回收反应产物热量,提高反应的选择性。
2、本发明提供了一种草酸二甲酯加氢制备乙醇酸甲酯和/或乙二醇的方法,其包括以下步骤:
3、(1)将甲醇与氢气混合后通入换热器进行预热,得到混合料;
4、(2)将步骤(1)所得混合料与草酸二甲酯混合,后经进料加热器加热,进行加氢反应生成包括乙醇酸甲酯和/或乙二醇的反应产物。
5、根据本发明的一些实施方式,所述甲醇为草酸二甲酯加氢制备乙醇酸甲酯和/或乙二醇的过程中回收得到的回收甲醇。
6、根据本发明的一些实施方式,所述回收甲醇的纯度为95%-99.99%,优选为98%-99.9%。
7、根据本发明的一些实施方式,所述回收甲醇中水的质量含量为0-0.5%,优选为0.005-0.05%。
8、根据本发明的一些实施方式,所述回收甲醇中乙酸甲酯的质量含量为0-1%,优选为0.02-0.1%。
9、根据本发明的一些实施方式,所述氢气包括草酸二甲酯加氢制备乙醇酸甲酯和/或乙二醇的过程中循环利用的循环氢气。
10、根据本发明,所述回收甲醇中可能包括杂质甲酸甲酯、乙酸甲酯、乙醇和水,由于反应过程中过加氢会生成水和乙醇,循环利用的甲醇中水含量必须控制,过高的水含量会降低反应性能,同时,副产的乙酸甲酯也必须控制含量,过高的乙酸甲酯含量会降低反应的选择性。本发明通过控制所述回收甲醇中水和乙酸甲酯的含量提高了反应的反应性能和选择性。根据本发明,理论上回收甲醇中水和乙酸甲酯的含量越低越好,但基于甲醇回收成本的考虑,优选控制回收甲醇中水的质量含量为0.005-0.05%,乙酸甲酯的质量含量为0.02-0.1%,既能提高反应的反应性能和选择性,又能节约能耗,是最经济的选择。
11、根据本发明的一些实施方式,所述加氢反应中甲醇和草酸二甲酯加入量的重量比为(0.1:1)-(9:1),优选(0.5:1)-(3:1)。
12、根据本发明的一些实施方式,所述换热器的热端温差为10-50℃,优选为15-35℃。
13、根据本发明的一些实施方式,所述甲醇与氢气的混合可以在所述换热器中进行。
14、根据本发明的一些实施方式,所述换热器中包含液体分布器。
15、根据本发明,将甲醇首先与氢气混合后,再进入换热器预热,可以更大幅度的提高换热器的换热效率,有利于最大限度的提高去往反应进料加热器的温度,降低进料加热器的热负荷,降低蒸汽消耗。
16、根据本发明的一些实施方式,所述回收甲醇通过包括以下步骤的方法回收得到:
17、s1、将草酸二甲酯加氢制备乙醇酸甲酯和/或乙二醇过程中得到的反应产物分离得到加氢液相产物;
18、s2、将所得加氢液相产物通入精馏塔进行分离,从所述精馏塔的侧线采出所述回收甲醇。
19、根据本发明,加氢反应过程中会生成乙酸甲酯等轻组分,采用侧线采出甲醇进行循环利用可以有效降低所述甲醇中的轻组分,提高循环利用甲醇的纯度。
20、根据本发明的一些实施方式,所述精馏塔的侧线采出的位置距所述加氢液相产物通入精馏塔的进料位置至少10块理论板。
21、根据本发明的一些实施方式,所述精馏塔的理论板数为20-80块,所述进料位置位于从上至下第15-70块理论板,所述回收甲醇侧线采出的位置位于从上至下第2-20块理论板。
22、根据本发明的一些实施方式,所述精馏塔的理论板数为30-60块,所述进料位置位于从上至下第20-50块理论板,所述回收甲醇侧线采出的位置位于从上至下第5-10块理论板。
23、根据本发明的一些实施方式,所述精馏塔的操作压力为-0.08-0.1mpag。
24、根据本发明的一些实施方式,所述精馏塔塔顶操作温度为40-80℃,塔釜操作温度为100-180℃。
25、根据本发明的一些实施方式,所述精馏塔的操作压力为-0.06~-0.03mpag。
26、根据本发明的一些实施方式,所述精馏塔塔顶操作温度为45-60℃,塔釜操作温度为110-150℃。
27、根据本发明,控制精馏塔塔顶操作温度大于40℃,使得塔顶可以采用常规循环水冷却,控制精馏塔塔釜操作温度低于150℃,可降低乙醇酸甲酯、乙二醇的聚合损失。
28、根据本发明的一些实施方式,所述精馏塔操作时的回流液/侧线采出液重量为(1.2:1)-(3:1),优选为(1.6:1)-(2.2:1)。
29、根据本发明的一些实施方式,所述加氢反应中氢气与草酸二甲酯的摩尔比为(40-150):1,优选为(60-100):1。
30、根据本发明的一些实施方式,所述加氢反应的反应压力为2.0-4.0mpag。
31、根据本发明的一些实施方式,所述加氢反应的温度为160-250℃,优选为180℃-240℃。
32、根据本发明的一些实施方式,所述加氢反应在加氢反应器中进行,所述加氢反应器为列管式固定床反应器。
33、与现有技术相比,本发明具有以下优势:
34、(1)甲醇和草酸二甲酯分开进料,甲醇进入换热器,可以更大幅度的提高换热器的换热效率,提高了回收的热量,有利于最大限度的提高去往反应进料加热器的温度,降低进料加热器的热负荷,降低蒸汽消耗。
35、(2)草酸二甲酯与经换热器换热后的物料混合,避免了与低温氢气混合结晶的问题。
36、(3)流程简单,可通过侧线采出甲醇的方式得到高纯度的回收甲醇,可提高反应的性能和选择性。
- 还没有人留言评论。精彩留言会获得点赞!