一种玻璃钢天线罩及其制备工艺的制作方法
1.本发明涉及天线罩技术领域,具体为一种玻璃钢天线罩及其制备工艺。
背景技术:
2.随着社会进步和人类文明的高速发展,5g天线对其外部保护罩有着低介电常数、轻量化、薄壁化,因此复合材料天线罩产业将面临巨大的发展与挑战。
3.玻璃钢天线罩由于具有耐候性好,绝缘、强度高、尺寸稳定和生产效率高等优点,目前已广泛用于无线和移动通信基站天线的保护外壳等多个领域,玻璃钢天线罩一般都以不饱和聚酯为主要原料再加入填料和相关助剂挤出成型的,传统玻璃钢拉挤传统工艺中一般以玻璃纤维、玻璃纤维织物毡、不饱和树脂为主要原材料,成密实状,因此生产出来的玻璃钢天线罩dk值较高达到3.8左右,会降低天线罩产品的透波性能,使得无线电信号衰减较大,难以满足现有5g天线对外罩的要求。
技术实现要素:
4.本发明的目的在于提供一种玻璃钢天线罩及其制备工艺,具备了通过以聚氨酯树脂为主体,采用三维玻璃纤维织物与聚氨酯树脂的改性,与不同种类的引发剂联用,并优化其固化体系中复配及添加比例,改善树脂与玻璃纤维、树脂与玻纤毡、玻纤与玻纤毡的界面粘结力,以提高产品透波性能,降低产品的介电常数并提高产品韧性的效果,解决了传统玻璃钢拉挤传统工艺中一般以玻璃纤维、玻璃纤维织物毡、不饱和树脂为主要原材料,成密实状,因此生产出来的玻璃钢天线罩dk值较高达到3.8左右,会降低天线罩产品的透波性能,使得无线电信号衰减较大,难以满足现有5g天线对外罩的要求的问题。
5.为实现上述目的,本发明提供如下技术方案:一种玻璃钢天线罩,按原料重量份,包括热固性合成树脂溶液22%~28%、玻璃纤维60%~63%、玻纤织物毡5%~8%、填料5%、助剂2%。
6.可选的,所述热固性合成树脂溶液为聚氨酯树酯,所述玻纤织物毡为玻璃纤维毡或三维玻纤织物毡。
7.可选的,按原料重量份,包括所述聚氨酯树酯28%、玻璃纤维60%、三维玻纤织物毡5%、填料5%、助剂2%。
8.可选的,所述填料为氢氧化铝、高岭土、白炭黑,所述填料的粒径范围为10~250微米。
9.本发明提供如下制备方法:一种玻璃钢天线罩的制备工艺,包括以下步骤:
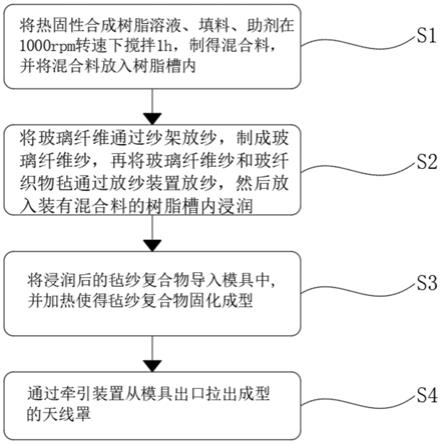
10.s1:将热固性合成树脂溶液、填料、助剂在1000rpm转速下搅拌1h,制得混合料,并将混合料放入树脂槽内;
11.s2:将玻璃纤维通过纱架放纱,制成玻璃纤维纱,再将玻璃纤维纱和玻纤织物毡通过放纱装置放纱,然后放入装有混合料的树脂槽内浸润;
12.s3:将浸润后的毡纱复合物导入模具中,并加热使得毡纱复合物固化成型;
13.s4:通过牵引装置从模具出口拉出成型的天线罩。
14.可选的,所述步骤s1中,将填料在搅拌前进行改性处理,改性处理方式为酸碱蚀刻处理或偶联剂处理。
15.可选的,所述步骤s3中加热采用分段式加热,一区加热至100℃,二区加热至145℃,最后降温至130℃。
16.可选的,所述步骤s4中将牵引速度设置为200mm/min、交替触发时间4s、间隔时间30s、暂停时间10s,气压550kpa。
17.与现有技术相比,本发明的有益效果如下:
18.一、本发明过采用三维玻纤织物毡,三维玻纤织物织物浸透树脂迅速,易于操作,具有省工、省时、省料的特点,综合性价比较高,该织物制成品具有更轻、更强、更高的特点,抗冲击,不分层,保温隔热,隔音效果优异,同时具有减振吸能的特点,由于立体结构避免树脂固化集中,能得到更好的表面效果和更小的收缩变形,能够降低产品介电,满足5g天线对外罩的要求。
19.二、本发明通过添加玻璃微珠为填料,玻璃微珠价格低廉、能够产品的韧性,并不降低其本身的刚度、熔点高,可提高被填充物的阻燃性能和维卡软化点,电绝缘性好,可用于高绝缘聚合物的填充、并且增加被填充物的流动性,增加塑料的加工性能、同时提高工程塑料的表面流平,解决玻纤增强的表面问题、可以有效减少被填充物的收缩率,并经改性以提高天线罩的透波性能。
20.三、本发明通过设置热固性合成树脂溶液为聚氨酯树酯,聚氨酯树酯硬度范围宽、强度高、吸震、抗辐射和耐透气性能好,性能的可调节范围大,多项物理机械性能指标均可通过对原材料的选择和配方的调整,在一定范围内变化,从而满足用户对制品性能的不同要求。
附图说明
21.图1为本发明工艺流程图;
22.图2为本发明为各实施例产品的介电常数图。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.实施例一,请参阅图1和图2,本发明提供一种技术方案:一种玻璃钢天线罩,按原料重量份,包括聚氨酯树酯28%、玻璃纤维60%、三维玻纤织物毡5%、填料5%、助剂2%,产品介电常数见图2。
25.请参阅图1和图2,本发明提供一种制备方法,一种玻璃钢天线罩的制备工艺,包括以下步骤:
26.s1:将热固性合成树脂溶液、玻璃纤维、填料、助剂在400rpm转速下搅拌1h,制得混合料,并将混合料放入树脂槽内;
27.s2:将玻璃纤维通过纱架纺纱,制成玻璃纤维纱,再将玻璃纤维纱和玻纤织物毡通过放纱装置放纱,然后放入装有混合料的树脂槽内浸润;
28.s3:将浸润后的毡纱复合物导入模具中,并加热使得毡纱复合物固化成型;
29.s4:通过牵引装置从模具出口拉出成型的天线罩。
30.实施例二,请参阅图1和图2,本发明提供一种技术方案:一种玻璃钢天线罩,按原料重量份,包括聚氨酯树酯25%、玻璃纤维60%,玻璃纤维毡8%,填料5%,助剂2%,产品介电常数见图2。
31.请参阅图1和图2,本发明提供一种制备方法,一种玻璃钢天线罩的制备工艺,包括以下步骤:具体制备步骤同实施例一。
32.实施例三,请参阅图1和图2,本发明提供一种技术方案:一种玻璃钢天线罩,按原料重量份,包括聚氨酯树酯25%、玻璃纤维60%,玻璃纤维毡8%,填料5%,助剂2%,产品介电常数见图2。
33.请参阅图1和图2,本发明提供一种制备方法,一种玻璃钢天线罩的制备工艺,包括以下步骤:具体制备步骤同实施例一。
34.实施例四,请参阅图1和图2,本发明提供一种技术方案:一种玻璃钢天线罩,按原料重量份,包括聚氨酯树酯22%、玻璃纤维63%,玻璃纤维毡5%,填料8%,助剂2%,产品介电常数见图2。
35.请参阅图1和图2,本发明提供一种制备方法,一种玻璃钢天线罩的制备工艺,包括以下步骤:具体制备步骤同实施例一。
36.进一步的,热固性合成树脂溶液为聚氨酯树酯,所述玻纤织物毡为玻璃纤维毡或三维玻纤织物毡,热固性合成树脂溶液为聚氨酯树酯,聚氨酯树酯硬度范围宽、强度高、吸震、抗辐射和耐透气性能好,性能的可调节范围大,多项物理机械性能指标均可通过对原材料的选择和配方的调整,在一定范围内变化,从而满足用户对制品性能的不同要求,通过设置玻纤织物毡为三维玻纤织物毡,三维玻纤织物织物浸透树脂迅速,易于操作,具有省工、省时、省料的特点,综合性价比较高,该织物制成品具有更轻、更强、更高的特点,抗冲击,不分层,保温隔热,隔音效果优异,同时具有减振吸能的特点,由于立体结构避免树脂固化集中,能得到更好的表面效果和更小的收缩变形,能够降低产品介电,满足5g天线对外罩的要求。
37.进一步的,组合物效果最佳配方为聚氨酯树酯28%、玻璃纤维60%、三维玻纤织物毡5%、填料5%、助剂2%,通过三维玻璃纤维织物与聚氨酯树脂的改性,与不同种类的引发剂联用,并优化其固化体系中复配及添加比例,改善树脂与玻璃纤维、树脂与玻纤毡的界面粘结力,以降低产品的介电常数,改善树脂固化后的韧性,以解决产品壁厚降低后引起产品脆,易开裂、分层等问题,由图2可知采用此配方比的产品介电常数最低,实现介电常数由3.8降低到3.0,解决了玻璃钢天线罩产品在5g通讯中的应用。
38.进一步的,填料为氢氧化铝、高岭土、白炭黑及其混合物,所述填料的粒径范围为10~250微米,价格低廉、并不降低其本身的刚度、熔点高,可提高被填充物的阻燃性能和维卡软化点,电绝缘性好,可用于高绝缘聚合物的填充、并且增加被填充物的流动性,增加加工性能、同时提高表面流平,解决玻纤增强的表面问题、可以有效减少被填充物的收缩率。
39.进一步的,实施例一中的步骤s1中,将氢氧化铝、高岭土、白炭黑及其混合物填料
在搅拌前进行改性处理,改性处理方式为酸碱蚀刻处理或偶联剂处理,通过对改性,能够改善填料和树脂间的界面结合力以及填料的分散性,增强树脂与填料之间的结合力,提高了天线罩的透波性能。
40.进一步的,实施例一中的步骤s3中加热采用分段式加热,先加热至100℃,再加热至145℃,最后降温至130℃,通过采用分段式加热能够使产品固化更为均匀,提高成品质量。
41.进一步的,实施例一中的步骤s4中将牵引速度设置为200mm/min、交替触发时间4s、间隔时间30s、暂停时间10s,气压550kpa,从而稳定快速的将产品成型,以便后续处理。
42.由图2可知实施例一中产品的介电常数最低,并且该实施例制备的天线罩具有很好的机械强度和电性能,介电损耗较低,实现了介电常数由3.8降低到3.0,增强了天线透波性能,满足玻璃钢天线罩产品在5g通讯中的正常应用。
43.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1