一种耐腐蚀阻燃高分子仿古封檐板及其加工方法与流程
1.本发明涉及高分子材料技术领域,具体是涉及一种耐腐蚀阻燃高分子仿古封檐板及其加工方法。
背景技术:
2.仿古建筑是指专门用于模仿与替代古代建筑、传统寺观、传统造景、历史建筑、文物建筑、古村落群,还原历史风貌概况的建筑。仿古建筑形式有广义和狭义之分,广义的仿古建筑形式是指利用现代建筑材料或传统建筑材料,对古建筑形式进行符合传统文化特征的再创造;狭义的仿古建筑形式是指利用传统建筑材料,在特定范围内对古建筑的复原,严格讲属于文物修复范畴,本文所论及的只是广义的仿古建筑形式。
3.随着社会逐渐建立起对中式仿古风格建筑的广泛认同,同时因环保、质轻、易于设计和成型等优点,未来高分子仿古瓦和与之配套的封檐板的使用量将会大幅提升。
4.现有的高分子仿古封檐板大部分以合成pvc树脂为基础骨架原料,通过配以各种辅料经高温高压模压而成,由于配方的成分不同,在湿气、雨水等恶劣环境下的长期暴露中容易因高分子材料腐蚀而出现破损、断裂、褪色等各种质量问题。
5.进一步的,建筑材料对防火性能要求极为严苛,而现有的高分子仿古封檐板阻燃特性不佳,不能在可能的情况下有效预防火灾的发生。
技术实现要素:
6.本发明解决的问题:有的高分子仿古封檐板阻燃特性不佳,不能在可能的情况下有效预防火灾的发生。
7.本发明提供的方案为:
8.一种耐腐蚀阻燃高分子仿古封檐板,高分子仿古封檐板成分如下:pvc树脂粉料、碳酸钙颗粒、玄武岩纤维、cpe粉末、petg粉末、甲基锡稳定剂、聚丙烯润滑剂、硅烷偶联剂、抗氧剂、阻燃剂、固化剂、增稠剂、石墨粉、细砂、聚氨酯、笼型聚倍半硅氧烷粒子。
9.进一步地,高分子仿古封檐板各成分含量重量份如下:60-80重量份的 pvc树脂粉料,30-40重量份的碳酸钙颗粒,5-10重量份的玄武岩纤维,10-15 重量份的cpe粉末,2-5重量份的petg粉末,3-6重量份的甲基锡稳定剂,3
‑ꢀ
4重量份的聚丙烯润滑剂,0.1-0.5重量份的硅烷偶联剂,1-3重量份的抗氧剂, 1-2重量份的阻燃剂,1-3重量份的固化剂,1-2重量份的增稠剂、4-8重量份的石墨粉,10-15重量份的细沙,1重量份的聚氨酯,0.1重量份的笼型聚倍半硅氧烷粒子,本发明通过在配方中加入petg和石墨粉防腐蚀材料增加仿古封檐板的耐腐蚀效果,通过在仿古封檐板表面涂敷混合聚氨酯和笼型聚倍半硅氧烷粒子的超疏水层提高防水效果。
10.进一步地,抗氧剂为抗氧剂1010、抗氧剂1076、抗氧剂164、抗氧剂ca、抗氧剂dnp、抗氧剂dltp、抗氧剂tnp、抗氧剂tpp、抗氧剂mb和抗氧剂 264中的一种或多种组成的混合物,多种抗氧剂的组合能达到更好的抗氧化效果。
11.更进一步地,阻燃剂为三氧化二锑、硼酸锌、水合氢氧化铝、水合氢氧化镁、无卤磷系阻燃剂中的一种或多种组成的混合物,多种阻燃剂的组合能达到更好的阻燃效果。
12.优选地,耐腐蚀阻燃高分子仿古封檐板形成的封檐板结构包括:
13.用于保护仿古建筑免受雨水侵蚀的两个子封檐板,
14.用于连接两个子封檐板并使得封檐板满足各种檐角角度要求的阻尼转轴。
15.优选地,子封檐板靠近阻尼转轴一端设有数个第一固定螺丝,便于在适配不同房檐后,通过第一固定螺丝进行进一步的固定。
16.优选地,子封檐板远离阻尼转轴一端设有c型的固定连接件,固定连接件通过一侧的第二固定螺丝固定有承接杆,固定连接件末端设有半圆形的卡位件,便于卡合固定。
17.本发明还提供了一种腐蚀阻燃高分子仿古封檐板的加工方法,包括以下步骤:
18.s1、将碳酸钙颗粒、玄武岩纤维、石墨粉和细砂逐一加入到研磨机内进行粉碎,通过70-100目筛过滤,得到混合粉料,待用;
19.s2、将步骤s1得到的混合粉料加入到高速混料机内,依次加入pvc树脂粉料、cpe粉末、petg粉末、增稠剂、甲基锡稳定剂和硅烷偶联剂高速搅拌均匀,搅拌速率为800-1000r/min同时将高速混合机的温度逐渐提升到40℃
‑ꢀ
50℃,在该温度下持续搅拌2-3h后停止,将温度恢复至室温,待用;
20.s3、在冷却3h后,再逐一加入抗氧剂和阻燃剂混合搅拌,搅拌速率为 1000-1300r/min,持续搅拌1h后,再逐一加入聚丙烯润滑剂和固化剂,并且边加入边搅拌,在搅拌过程中,将搅拌塑料调节至700-800r/min,继续搅拌1-2h 后停止,将温度恢复至室温,待用;
21.s4、将步骤s3制得的混合粘稠状原料取出并加入到双螺杆挤出机内,利用双螺杆挤出机挤压成熔融状态后,再通过挤出机挤压到注塑机内,并且控制注塑机的模内温度在230-250℃之间,螺杆转速在10-12r/min之间,注塑成型得到片层状高分子材料,待用;
22.s5、利用带不同花纹的模具成形机将步骤s4制得的片层状高分子材料压制成仿古封檐板,并且控制成形机的模内温度在180-200℃之间,待用;
23.s6、将聚氨酯与笼型聚倍半硅氧烷粒子的混合涂料均匀涂刷或喷涂在仿古封檐板表面,在干燥通风条件下自然固化,重复涂刷或喷涂、固化步骤直至固化后表面层厚度为10-30μm。
24.进一步优选地,步骤s6中的混合涂料在使用前进行充分搅拌,混合涂料的使用方式分别为:喷涂和涂刷,其中,喷涂时间小于4h,喷涂效果为无流挂现象,涂刷方向为顺纹理方向,每次固化时间为8-12h,使得涂料的使用达到最佳效果。
25.本发明的有益效果是:
26.本发明设计合理,在结构上设置有两片子封檐板,通过阻尼转轴让封檐板能够弯折,以适应不同规格的屋檐,通过在现有高分子仿古封檐板配方中加入 petg和石墨粉防腐蚀材料增加仿古封檐板的耐腐蚀效果,进一步的,通过在仿古封檐板表面涂敷混合聚氨酯和笼型聚倍半硅氧烷粒子的超疏水层提高防水效果,进一步提高耐腐蚀性能,通过在现有高分子仿古封檐板配方中加入一种或多种阻燃剂以改善仿古封檐板的阻燃特性。
附图说明
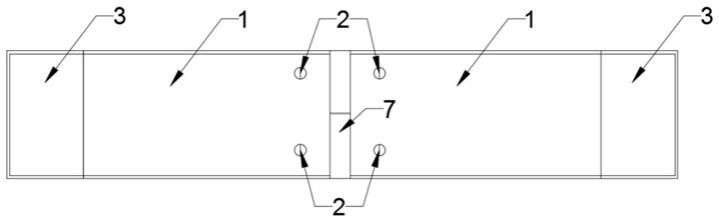
27.图1是实施例1仿古封檐板整体结构图;
28.图2是实施例1中固定连接件的结构图;
29.其中,1-子封檐板、2-第一固定螺丝、3-固定连接件、4-承接杆、5-第二固定螺丝、6-卡位件、7-阻尼转轴。
具体实施方式
30.为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步地详细描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
31.在本发明实施例中使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本发明。在本发明实施例和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义,“多种”一般包含至少两种。
32.应当理解,尽管在本发明实施例中可能采用术语第一、第二、第三等来描述
……
,但这些
……
不应限于这些术语。这些术语仅用来将
……
区分开。例如,在不脱离本发明实施例范围的情况下,第一
……
也可以被称为第二
……
,类似地,第二
……
也可以被称为第一
……
。
33.实施例1
34.本实施例为一种耐腐蚀阻燃高分子仿古封檐板,成分及含量重量份如下:
35.60重量份的pvc树脂粉料、40重量份的碳酸钙颗粒、10重量份的玄武岩纤维、15重量份的cpe粉末、5重量份的petg粉末、6重量份的甲基锡稳定剂、4重量份的聚丙烯润滑剂、0.5重量份的硅烷偶联剂、3重量份的抗氧剂、2 重量份的阻燃剂、3重量份的固化剂、2重量份的增稠剂、8重量份的石墨粉、 15重量份的细沙、1重量份的聚氨酯、0.1重量份的笼型聚倍半硅氧烷粒子。
36.抗氧剂组成物的质量百分比为:抗氧剂1010:抗氧剂1076=50%:50%。
37.阻燃剂的组成物的质量百分比为:三氧化二锑:硼酸锌=50%:50%。
38.实施例2
39.本实施例为基于实施例1的一种耐腐蚀阻燃高分子仿古封檐板的加工方法,包括以下步骤:
40.s1、将碳酸钙颗粒、玄武岩纤维、石墨粉和细砂逐一加入到研磨机内进行粉碎,通过70目筛过滤,得到混合粉料,待用;
41.s2、将步骤s1得到的混合粉料加入到高速混料机内,依次加入pvc树脂粉料、cpe粉末、petg粉末、增稠剂、甲基锡稳定剂和硅烷偶联剂高速搅拌均匀,在搅拌过程中,将搅拌速率调节为800r/min,同时将高速混合机的温度逐渐提升到40℃,在该温度下持续搅拌2h后停止,将温度恢复至室温,待用;
42.s3、在冷却4h后,再逐一加入抗氧剂和阻燃剂混合搅拌,在搅拌过程中,将搅拌速率调节至1000r/min,持续搅拌1h后,再逐一加入聚丙烯润滑剂和固化剂,并且边加入边搅拌,在搅拌过程中,将搅拌塑料调节至700r/min,继续搅拌1h后停止,将温度恢复至室温,待用;
43.s4、将步骤s3制得的混合粘稠状原料取出并加入到双螺杆挤出机内,利用双螺杆
挤出机挤压成熔融状态后,再通过挤出机挤压到注塑机内,并且控制注塑机的模内温度为230℃,螺杆转速为10r/min,注塑成型得到片层状高分子材料,待用;
44.s5、利用带不同花纹的模具成形机将步骤s4制得的片层状高分子材料压制成仿古封檐板,并且控制成形机的模内温度在180℃,待用;
45.s6、将聚氨酯与笼型聚倍半硅氧烷粒子的混合涂料均匀涂刷在仿古封檐板表面,在干燥通风条件下自然固化,重复涂刷、固化步骤直至固化后表面层厚度为10μm,涂刷方向为顺纹理方向,每次固化时间为8h。
46.实施例3
47.本实施例为一种耐腐蚀阻燃高分子仿古封檐板,成分及含量重量份如下:
48.65重量份的pvc树脂粉料,37.5重量份的碳酸钙颗粒,8重量份的玄武岩纤维,13重量份的cpe粉末,4重量份的petg粉末,5重量份的甲基锡稳定剂,3.8重量份的聚丙烯润滑剂,0.4重量份的硅烷偶联剂,2.5重量份的抗氧剂, 1.8重量份的阻燃剂,2.4重量份的固化剂,1.7重量份的增稠剂、6.5重量份的石墨粉,13.5重量份的细沙,0.93重量份的聚氨酯,0.093重量份的笼型聚倍半硅氧烷粒子。
49.抗氧剂组成物的质量百分比为:抗氧剂164:抗氧剂ca:抗氧剂dnp= 30%:40%:30%。
50.阻燃剂的组成物的质量百分比为:三氧化二锑:硼酸锌:水合氢氧化铝= 30%:30%:40%。
51.实施例4
52.本实施例为基于实施例3的一种耐腐蚀阻燃高分子仿古封檐板的加工方法,包括以下步骤:
53.s1、将碳酸钙颗粒、玄武岩纤维、石墨粉和细砂逐一加入到研磨机内进行粉碎,通过80目筛过滤,得到混合粉料,待用;
54.s2、将步骤s1得到的混合粉料加入到高速混料机内,依次加入pvc树脂粉料、cpe粉末、petg粉末、增稠剂、甲基锡稳定剂和硅烷偶联剂高速搅拌均匀,在搅拌过程中,将搅拌速率调节为900r/min,同时将高速混合机的温度逐渐提升到45℃,在该温度下持续搅拌2.5h后停止,将温度恢复至室温,待用;
55.s3、在冷却5h后,再逐一加入抗氧剂和阻燃剂混合搅拌,在搅拌过程中,将搅拌速率调节至1100r/min,持续搅拌1h后,再逐一加入聚丙烯润滑剂和固化剂,并且边加入边搅拌,在搅拌过程中,将搅拌塑料调节至720r/min,继续搅拌1h后停止,将温度恢复至室温,待用;
56.s4、将步骤s3制得的混合粘稠状原料取出并加入到双螺杆挤出机内,利用双螺杆挤出机挤压成熔融状态后,再通过挤出机挤压到注塑机内,并且控制注塑机的模内温度为235℃,螺杆转速为10r/min,注塑成型得到片层状高分子材料,待用;
57.s5、利用带不同花纹的模具成形机将步骤s4制得的片层状高分子材料压制成仿古封檐板,并且控制成形机的模内温度在190℃,待用;
58.s6、将聚氨酯与笼型聚倍半硅氧烷粒子的混合涂料均匀喷涂在仿古封檐板表面,喷涂时间为3h,喷涂效果为无流挂现象,在干燥通风条件下自然固化,重复喷涂、固化步骤直至固化后表面层厚度为15μm。
59.实施例5
60.本实施例为一种耐腐蚀阻燃高分子仿古封檐板,成分及含量重量份如下:
61.70重量份的pvc树脂粉料,35重量份的碳酸钙颗粒,6重量份的玄武岩纤维,11.8重量份的cpe粉末,3重量份的petg粉末,4重量份的甲基锡稳定剂, 3.5重量份的聚丙烯润滑剂,0.3重量份的硅烷偶联剂,2重量份的抗氧剂,1.5 重量份的阻燃剂,2重量份的固化剂,1.5重量份的增稠剂、6重量份的石墨粉, 12重量份的细沙,0.87重量份的聚氨酯,0.087重量份的笼型聚倍半硅氧烷粒子。
62.抗氧剂组成物的质量百分比为:抗氧剂dltp:抗氧剂tnp=40%:60%。
63.阻燃剂的组成物的质量百分比为:水合氢氧化铝:水合氢氧化镁=50%: 50%。
64.实施例6
65.本实施例为基于实施例5的一种耐腐蚀阻燃高分子仿古封檐板的加工方法,包括以下步骤:
66.s1、将碳酸钙颗粒、玄武岩纤维、石墨粉和细砂逐一加入到研磨机内进行粉碎,通过90目筛过滤,得到混合粉料,待用;
67.s2、将步骤s1得到的混合粉料加入到高速混料机内,依次加入pvc树脂粉料、cpe粉末、petg粉末、增稠剂、甲基锡稳定剂和硅烷偶联剂高速搅拌均匀,在搅拌过程中,将搅拌速率调节为900r/min,同时将高速混合机的温度逐渐提升到45℃,在该温度下持续搅拌2.5h后停止,将温度恢复至室温,待用;
68.s3、在冷却3h后,再逐一加入抗氧剂和阻燃剂混合搅拌,在搅拌过程中,将搅拌速率调节至1200r/min,持续搅拌1h后,再逐一加入聚丙烯润滑剂和固化剂,并且边加入边搅拌,在搅拌过程中,将搅拌塑料调节至750r/min,继续搅拌2h后停止,将温度恢复至室温,待用;
69.s4、将步骤s3制得的混合粘稠状原料取出并加入到双螺杆挤出机内,利用双螺杆挤出机挤压成熔融状态后,再通过挤出机挤压到注塑机内,并且控制注塑机的模内温度在250℃,螺杆转速在12r/min,注塑成型得到片层状高分子材料,待用;
70.s5、利用带不同花纹的模具成形机将步骤s4制得的片层状高分子材料压制成仿古封檐板,并且控制成形机的模内温度在200℃,待用;
71.s6、将聚氨酯与笼型聚倍半硅氧烷粒子的混合涂料均匀喷涂在仿古封檐板表面,喷涂时间为3h,喷涂效果为无流挂现象,在干燥通风条件下自然固化,重复喷涂、固化步骤直至固化后表面层厚度为20μm。
72.实施例7
73.本实施例为一种耐腐蚀阻燃高分子仿古封檐板,成分及含量重量份如下:
74.80重量份的pvc树脂粉料,30重量份的碳酸钙颗粒,5.5重量份的玄武岩纤维,10.5重量份的cpe粉末,2.8重量份的petg粉末,3重量份的甲基锡稳定剂,3.2重量份的聚丙烯润滑剂,0.2重量份的硅烷偶联剂,1.8重量份的抗氧剂,1.4重量份的阻燃剂,1.9重量份的固化剂,1.4重量份的增稠剂、5重量份的石墨粉,11重量份的细沙,0.85重量份的聚氨酯,0.085重量份的笼型聚倍半硅氧烷粒子。
75.抗氧剂组成物的质量百分比为:抗氧剂tpp:抗氧剂mb:抗氧剂264= 40%:30%:30%。
76.阻燃剂的组成物的质量百分比为:水合氢氧化铝:水合氢氧化镁:无卤磷系阻燃剂=50%:20%:30%。
77.实施例8
78.本实施例为基于实施例7的一种耐腐蚀阻燃高分子仿古封檐板的加工方法,包括以下步骤:
79.s1、将碳酸钙颗粒、玄武岩纤维、石墨粉和细砂逐一加入到研磨机内进行粉碎,通过70目筛过滤,得到混合粉料,待用;
80.s2、将步骤s1得到的混合粉料加入到高速混料机内,依次加入pvc树脂粉料、cpe粉末、petg粉末、增稠剂、甲基锡稳定剂和硅烷偶联剂高速搅拌均匀,在搅拌过程中,将搅拌速率调节为1000r/min,同时将高速混合机的温度逐渐提升到50℃,在该温度下持续搅拌3h后停止,将温度恢复至室温,待用;
81.s3、在冷却3h后,再逐一加入抗氧剂和阻燃剂混合搅拌,在搅拌过程中,将搅拌速率调节至1300r/min,持续搅拌1h后,再逐一加入聚丙烯润滑剂和固化剂,并且边加入边搅拌,在搅拌过程中,将搅拌塑料调节至800r/min,继续搅拌2h后停止,将温度恢复至室温,待用;
82.s4、将步骤s3制得的混合粘稠状原料取出并加入到双螺杆挤出机内,利用双螺杆挤出机挤压成熔融状态后,再通过挤出机挤压到注塑机内,并且控制注塑机的模内温度在250℃,螺杆转速在12r/min,注塑成型得到片层状高分子材料,待用;
83.s5、利用带不同花纹的模具成形机将步骤s4制得的片层状高分子材料压制成仿古封檐板,并且控制成形机的模内温度在200℃,待用;
84.s6、将聚氨酯与笼型聚倍半硅氧烷粒子的混合涂料均匀喷涂在仿古封檐板表面,喷涂时间为3h,喷涂效果为无流挂现象,在干燥通风条件下自然固化,重复喷涂、固化步骤直至固化后表面层厚度为30μm。
85.实施例9
86.如图1所示,本实施例为一种耐腐蚀阻燃高分子仿古封檐板,其结构包括:
87.用于保护仿古建筑免受雨水侵蚀的两个子封檐板1,子封檐板1靠近阻尼转轴7一端设有数个第一固定螺丝2,子封檐板1远离阻尼转轴7一端设有c 型的固定连接件3,如图2所示,固定连接件3通过一侧的第二固定螺丝5固定有承接杆4,固定连接件3末端设有半圆形的卡位件6,
88.用于连接两个子封檐板1并使得封檐板满足各种檐角角度要求的阻尼转轴 7。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1