易加工抗滴落低烟无卤阻燃聚烯烃隔氧料及其制备方法与流程
1.本发明属于电缆料技术领域,特别涉及一种易加工抗滴落低烟无卤阻燃聚烯烃隔氧料及其制备方法。
背景技术:
2.传统电力电缆隔氧料是以聚烯烃树脂为基料,添加无机阻燃剂、填充剂、抗氧剂、润滑剂等助剂,并通过适当的比例经过螺杆挤出塑化后混合在一起的产品。其中的无机阻燃剂可以提高树脂阻燃性能,填充剂可以降低材料成本,抗氧剂可以提高产品耐热性能,延缓产品老化;润滑剂可以改善产品加工性能,使物料更容易脱模流动。传统力电缆隔氧料由于需要添加大量的阻燃剂、填充剂,使得材料的基础性能较差,密度较高,且阻燃性能仅仅满足氧指数要求。
技术实现要素:
3.为解决上述技术问题,本发明的目的在于提供一种易加工抗滴落低烟无卤阻燃聚烯烃隔氧料及其制备方法;该聚烯烃隔氧料具有优异的阻燃性能,同时具有较优异的力学性能、耐高温压力性、抗滴落性,且易于加工,生产成本低。
4.为实现上述技术目的,达到上述技术效果,本发明通过以下技术方案实现:
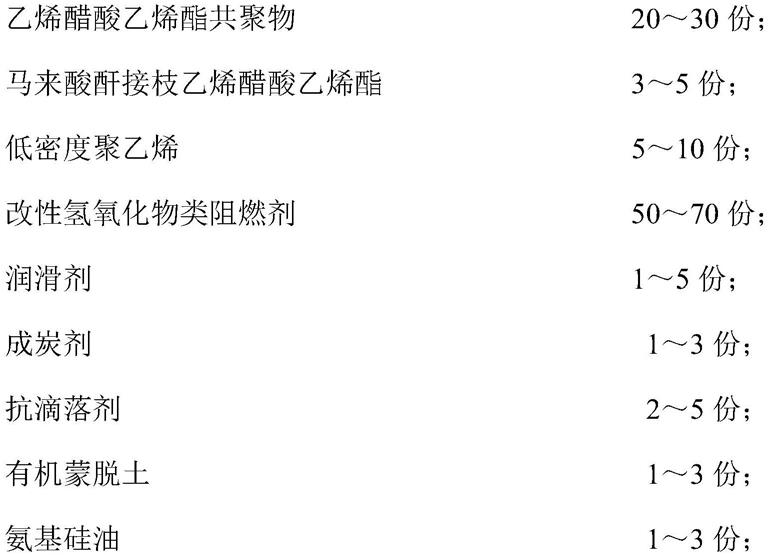
5.一种易加工抗滴落低烟无卤阻燃聚烯烃隔氧料,按照重量份数包括以下组分:
[0006][0007]
所述改性氢氧化物类阻燃剂是采用苯乙烯单体在氢氧化物颗粒表面进行原位聚合改性制得。
[0008]
进一步的,所述乙烯醋酸乙烯酯共聚物中的醋酸乙烯的含量大于28%。
[0009]
进一步的,马来酸酐接枝乙烯醋酸乙烯酯中的醋酸乙烯的含量大于18%。
[0010]
进一步的,所述低密度聚乙烯在190℃和负荷2.16kg条件下的熔融指数为40~60g/10min。
[0011]
优选的,所述润滑剂为硬脂酸锌、硬脂酸钙、聚乙烯蜡、硅酮中的至少一种。
[0012]
优选的,所述氢氧化物类阻燃剂为氢氧化铝、氢氧化镁中的一种或两种的组合物。
[0013]
优选的,所述成炭剂为硼酸锌、三氧化二锑、高岭土中的至少一种。
[0014]
本发明进一步提供了一种易加工抗滴落低烟无卤阻燃聚烯烃隔氧料的制备方法,包括以下步骤:
[0015]
(1)将乙烯醋酸乙烯酯共聚物、马来酸酐接枝乙烯醋酸乙烯酯、低密度聚乙烯、改性氢氧化物类阻燃剂、润滑剂、成炭剂、抗滴落剂、有机蒙脱土、氨基硅油按比例称量,放入高混机进行混合均匀;
[0016]
(2)将步骤(1)中混合后的物料加入双螺杆挤出机中进行混合塑化,然后经单螺杆挤出机挤出造粒;粒料再经过摇滚机进行干燥,最后成品打包。
[0017]
进一步的,所述双螺杆挤出机的加热温度为160~200℃。
[0018]
进一步的,所述单螺杆挤出机的加热温度为140~160℃。
[0019]
本发明的有益效果是:本发明以乙烯醋酸乙烯酯共聚物为基料,加入马来酸酐接枝的乙烯醋酸乙烯酯,可以提高乙烯醋酸乙烯酯共聚物与改性氢氧化物类阻燃剂以及其他组分的相容性;加入的低密度聚乙烯可以提高材料的加工性能。
[0020]
其中的改性氢氧化物类阻燃剂是采用苯乙烯单体在氢氧化物颗粒表面进行原位聚合改性制得。该改性氢氧化物类阻燃剂的分散性较好,可以均匀的分散于乙烯醋酸乙烯酯共聚物中,从而提高了隔氧料的阻燃性能以及力学性能;而且该改性氢氧化物类阻燃剂的吸水率较小,不易凝聚,提高了整个隔氧料的耐水性。
[0021]
此外,氢氧化物类阻燃剂与成炭剂以及抗滴落剂复配可以进一步提高隔氧料的阻燃性能,使得隔氧料燃烧时无滴落物,且燃烧过程中烟密度较低。
[0022]
有机蒙脱土、氨基硅油以及改性氢氧化物类阻燃剂三者之间具有很好的协同阻燃作用,提高隔氧料的阻燃性能;其中的氨基硅油具有柔顺剂的作用,可以提高阻燃剂在基料中的分散性,且还可以使得隔氧料在燃烧时表面产生密实炭层,极大的提高了氧指数;此外,氨基硅油的加入,还可以起到增塑剂的作用,从而可以提高隔氧料的冲击强度和断裂伸长率等力学性能。
[0023]
该聚烯烃隔氧料具有优异的阻燃性能,可以同时满足氧指数要求以及ul-90v0级别燃烧要求,同时具有较优异的力学性能、耐高温压力性、抗滴落性,且易于加工,生产成本低。
具体实施方式
[0024]
下面将结合具体实施例对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0025]
本发明提供了一种易加工抗滴落低烟无卤阻燃聚烯烃隔氧料,按照重量份数包括
以下组分:
[0026][0027]
所述改性氢氧化物类阻燃剂是采用苯乙烯单体在氢氧化物颗粒表面进行原位聚合改性制得。具体制备过程为:将质量比为15:1的氢氧化物和苯乙烯加入到适量的水中,然后加入适量过硫酸钾,在80-90℃下,反应3-5h,反应结束后,经冷却、过滤、烘干、研磨、过筛,得到该改性氢氧化物类阻燃剂。
[0028]
其中,所述乙烯醋酸乙烯酯共聚物中的醋酸乙烯的含量大于28%。
[0029]
其中,马来酸酐接枝乙烯醋酸乙烯酯中的醋酸乙烯的含量大于18%。
[0030]
其中,所述低密度聚乙烯在190℃和负荷2.16kg条件下的熔融指数为40~60g/10min。
[0031]
其中,所述润滑剂优选为硬脂酸锌、硬脂酸钙、聚乙烯蜡、硅酮中的至少一种。
[0032]
其中,所述氢氧化物类阻燃剂优选为氢氧化铝、氢氧化镁中的一种或两种的组合物。
[0033]
其中,所述成炭剂优选为硼酸锌、三氧化二锑、高岭土中的至少一种。
[0034]
上述易加工抗滴落低烟无卤阻燃聚烯烃隔氧料的制备方法,包括以下步骤:
[0035]
(1)将乙烯醋酸乙烯酯共聚物、马来酸酐接枝乙烯醋酸乙烯酯、低密度聚乙烯、改性氢氧化物类阻燃剂、润滑剂、成炭剂、抗滴落剂、有机蒙脱土、氨基硅油按比例称量,放入高混机进行混合均匀;
[0036]
(2)将步骤(1)中混合后的物料加入双螺杆挤出机中进行混合塑化,然后经单螺杆挤出机挤出造粒;粒料再经过摇滚机进行干燥,最后成品打包。
[0037]
其中,所述双螺杆挤出机的加热温度为160~200℃;所述单螺杆挤出机的加热温度为140~160℃。
[0038]
实施例1
[0039]
该实施例1的易加工抗滴落低烟无卤阻燃聚烯烃隔氧料,按照重量份数包括以下组分:
[0040][0041]
所述改性氢氧化镁是采用苯乙烯单体在氢氧化镁颗粒表面进行原位聚合改性制得。
[0042]
该易加工抗滴落低烟无卤阻燃聚烯烃隔氧料的制备方法,包括以下步骤:
[0043]
(1)将乙烯醋酸乙烯酯共聚物、马来酸酐接枝乙烯醋酸乙烯酯、低密度聚乙烯、改性氢氧化镁、硬脂酸锌、硼酸锌、聚四氟乙烯抗滴落剂、有机蒙脱土、氨基硅油按比例称量,放入高混机中进行混合均匀;
[0044]
(2)将步骤(1)中混合后的物料加入双螺杆挤出机中进行混合塑化,然后经单螺杆挤出机挤出造粒;粒料再经过摇滚机进行干燥,最后成品打包。
[0045]
其中,所述双螺杆挤出机的各区的具体加热温度为160℃、165℃、170℃、180℃、190℃、200℃、185℃、180℃、175℃、170℃;所述单螺杆挤出机的加热温度为140~160℃。
[0046]
实施例2
[0047]
该实施例2的易加工抗滴落低烟无卤阻燃聚烯烃隔氧料,按照重量份数包括以下组分:
[0048][0049]
所述改性氢氧化镁是采用苯乙烯单体在氢氧化镁颗粒表面进行原位聚合改性制得。
[0050]
该易加工抗滴落低烟无卤阻燃聚烯烃隔氧料的制备方法,包括以下步骤:
[0051]
(1)将乙烯醋酸乙烯酯共聚物、马来酸酐接枝乙烯醋酸乙烯酯、低密度聚乙烯、改性氢氧化镁、硬脂酸锌、硼酸锌、聚四氟乙烯抗滴落剂、有机蒙脱土、氨基硅油按比例称量,放入高混机中进行混合均匀;
[0052]
(2)将步骤(1)中混合后的物料加入双螺杆挤出机中进行混合塑化,然后经单螺杆挤出机挤出造粒;粒料再经过摇滚机进行干燥,最后成品打包。
[0053]
其中,所述双螺杆挤出机的各区的具体加热温度为160℃、165℃、170℃、180℃、190℃、200℃、185℃、180℃、175℃、170℃;所述单螺杆挤出机的加热温度为140~160℃。
[0054]
实施例3
[0055]
该实施例3的易加工抗滴落低烟无卤阻燃聚烯烃隔氧料,按照重量份数包括以下组分:
[0056][0057]
所述改性氢氧化铝是采用苯乙烯单体在氢氧化铝颗粒表面进行原位聚合改性制得。
[0058]
该易加工抗滴落低烟无卤阻燃聚烯烃隔氧料的制备方法,包括以下步骤:
[0059]
(1)将乙烯醋酸乙烯酯共聚物、马来酸酐接枝乙烯醋酸乙烯酯、低密度聚乙烯、改性氢氧化铝、硅酮、高岭土、聚四氟乙烯抗滴落剂、有机蒙脱土、氨基硅油按比例称量,放入高混机进行混合均匀;
[0060]
(2)将步骤(1)中混合后的物料加入双螺杆挤出机中进行混合塑化,然后经单螺杆挤出机挤出造粒;粒料再经过摇滚机进行干燥,最后成品打包。
[0061]
其中,所述双螺杆挤出机的各区的具体加热温度为160℃、165℃、170℃、180℃、190℃、200℃、185℃、180℃、175℃、170℃;所述单螺杆挤出机的加热温度为140~160℃。
[0062]
实施例4
[0063]
该实施例4的易加工抗滴落低烟无卤阻燃聚烯烃隔氧料,按照重量份数包括以下组分:
[0064][0065]
所述改性氢氧化铝是采用苯乙烯单体在氢氧化铝颗粒表面进行原位聚合改性制得。
[0066]
该易加工抗滴落低烟无卤阻燃聚烯烃隔氧料的制备方法,包括以下步骤:
[0067]
(1)将乙烯醋酸乙烯酯共聚物、马来酸酐接枝乙烯醋酸乙烯酯、低密度聚乙烯、改性氢氧化铝、硅酮、高岭土、聚四氟乙烯抗滴落剂、有机蒙脱土、氨基硅油按比例称量,放入高混机进行混合均匀;
[0068]
(2)将步骤(1)中混合后的物料加入双螺杆挤出机中进行混合塑化,然后经单螺杆挤出机挤出造粒;粒料再经过摇滚机进行干燥,最后成品打包。
[0069]
其中,所述双螺杆挤出机的各区的具体加热温度为160℃、165℃、170℃、180℃、190℃、200℃、185℃、180℃、175℃、170℃;所述单螺杆挤出机的加热温度为140~160℃。
[0070]
对比例1
[0071]
该对比例1的阻燃聚烯烃隔氧料,按照重量份数包括以下组分:
[0072][0073]
对比例2
[0074]
该对比例2的阻燃聚烯烃隔氧料,按照重量份数包括以下组分:
[0075][0076][0077]
对比例1和对比例2的隔氧料的制备工艺与实施例1相同。
[0078]
将实施例1至4的护套料挤出形成线材,并将所得的线材进行综合性能测试,其性能结果如表1所示:
[0079]
表1
[0080][0081]
将对比例1和对比例2的护套料挤出形成线材,并将所得的线材进行燃烧性能测试,测得的氧指数均小于30%,垂直燃烧ul-94级别为v-1级。
[0082]
由以上性能测试可知,本发明实施例的阻燃聚烯烃隔氧料具有优异的阻燃性能,同时具有较优异的力学性能、耐高温压力性、抗滴落性。
[0083]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1