一种牡蛎壳粉增强的3D打印复合材料及制备方法
一种牡蛎壳粉增强的3d打印复合材料及制备方法
技术领域
1.本发明属于3d打印复合材料的制备设计领域,具体涉及一种牡蛎壳粉增强的3d打印复合材料及制备方法。
背景技术:
2.3d打印技术,是以计算机三维设计模型为蓝本,通过软件分层离散和数控成型系统,利用激光束、热熔喷嘴等方式将金属粉末、陶瓷粉末、塑料、细胞组织等特殊材料进行逐层堆积黏结,最终叠加成型,制造出实体产品。3d打印技术的局限和瓶颈主要体现在材料上。目前,打印材料主要是塑料、树脂、石膏、陶瓷、砂和金属等,能用于3d打印的材料非常有限。况且,3d打印仍是比较昂贵的技术。由于用于增材制造的材料研发难度大、而使用量不大等原因,导致3d打印制造成本较高,而制造效率不高。目前,3d打印技术在我国主要应用于新产品研发,且制造成本高,制造效率低,制造精度尚不能令人满意。
3.sla技术是光固化主流技术。sla成型技术不仅世界上最早出现并实现商品化的一种快速成形技术,也是研究最深入、应用最广泛的快速成形技术之一。sla技术主要应用的材料就是光敏树脂。光敏树脂是一种具备精确和耐久特性的立体光造型树脂。它被用于固态激光的光固化成型法。可应用于于汽车,医疗,消费电子等工业领域的母模,概念模型,一般部件,功能性部件的制作。
4.中国专利cn112390969a公布了一种碳纤维增强3d打印材料及其制备工艺,该工艺包括以下步骤:s1;涂抹机构对碳纤维进行涂抹预处理,挤压支架将碳纤维推入吹料机构内;s2;吹料机构将伸出的碳纤维切断并推入走丝机构内,通风机构通过风力推动走丝机构内的碳纤维进入挤压支架内;s3;挤压机构将挤压支架内的打印材料和切断的碳纤维挤成型推出挤压支架;一种碳纤维增强3d打印材料,所述碳纤维增强3d打印材料由3d打印丝和多段碳纤维组成,多段碳纤维依次分别插入3d打印丝内;可以在增加3d打印丝强度的基础上,还能在打印过程中进行停顿和更换位置打印。然而碳纤维价格较高,且颜色偏暗,不利于推广。
5.中国专利cn108424605a公布了一种聚醚醚酮3d打印材料,制备聚醚醚酮3d打印材料的原料及其重量份包括:聚醚醚酮100份,亚甲基双丙烯酰胺10份~100份,聚醚酰亚胺2份~10份;制备聚醚醚酮3d打印材料的方法,包括以下步骤:
6.步骤i,将所述重量份的聚醚醚酮溶于浓硫酸中得到磺化聚醚醚酮;
7.步骤ii,将所述重量份的亚甲基双丙烯酰胺溶于水中得到亚甲基双丙烯酰胺溶液;
8.步骤iii,将步骤i得到的磺化聚醚醚酮与步骤ii得到的亚甲基双丙烯酰胺溶液混合,得到peek-mba;
9.步骤iv,将步骤iii得到的peek-mba进行干燥,然后与所述重量份的聚醚酰亚胺混合,用双螺杆挤出机共混挤出,得到peek-mba-pei共混物;
10.步骤v,将步骤iv得到的peek-mba-pei共混物加入到锥形异向双螺杆挤出机中进
行挤出成形,得到peek-mba-pei丝材,即为所述聚醚醚酮3d打印材料。其有很多技术方案用于设计打印材料,但是为了解决光敏树脂带来的技术问题的设计方案依旧欠缺。
11.因为光敏树脂的优点就是表面光滑且精度高、防水防湿、交货周期快、价格也低,但是同时其缺点就是强度和韧性稍差,所以亟需设计一款可以使模型具有外观光泽度好,抗磨损能力高,使用寿命较长的3d打印材料。
技术实现要素:
12.为解决上述问题,克服光敏树脂强度和韧性稍差的问题,以求获得打印出的模型更具有外观光泽度好,抗磨损能力高,使用寿命较长;利用牡蛎壳粉和光敏树脂来作为3d打印的材料。
13.为达到上述效果,本发明设计一种牡蛎壳粉增强的3d打印复合材料的制备方法。
14.一种牡蛎壳粉增强的3d打印复合材料的制备方法,所述复合材料的成分包括粉末状牡蛎壳粉和光敏树脂,其制备方法包括以下步骤;
15.s1、将牡蛎壳表面洗净;
16.s2、粉碎研磨;
17.s3、用100目筛子筛选;
18.s4、将s3得到的粉末进行透析和除杂;
19.s5、将s4得到的粉末进行烘干,得到粉末状牡蛎壳粉;
20.s6、加入粉末状牡蛎壳粉至光敏树脂中,混合搅拌形成混合物;
21.s7、搅拌一段时间后,做超声处理,得到3d打印复合材料;
22.s8、将3d打印复合材料放入sla光敏树脂3d打印机料槽,打印出所需形状的复合材料。
23.优选地,所述步骤s1中,用1m hcl低浓度盐酸将牡蛎壳表面洗净。
24.优选地,所述步骤s3中,粉碎后的牡蛎壳粉颗粒粒径小于150微米。
25.优选地,所述步骤s4中,将s3得到的粉末置于透析袋中,用超纯水进行透析,直至 ph《10为止;除杂主要为除去过量的碱和氯离子。
26.优选地,所述步骤s5中,所述烘干条件为在60℃环境下。
27.优选地,所述步骤s6中,混合比例为5-20wt%粉末状牡蛎壳粉和80-95wt%光敏树脂。
28.优选地,所述步骤s7中,搅拌时间为2小时;超声处理频率为10-50khz,时间为1-3 小时。
29.本技术的优点和效果如下:
30.1、一种牡蛎壳粉增强的3d打印复合材料的制备方法,通过本材料制备方法能达到打印成型的模型精细度高,打印成型后的成品外观光泽度好,抗磨损能力高,硬度强,使用寿命较长的技术效果。
31.2、一种牡蛎壳粉增强的3d打印复合材料的制备方法使用牡蛎壳,牡蛎壳资源广泛,来源丰富,取材来自生活垃圾回收,不破坏生态环境,成本较低,同时有利于环保。
32.上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,从而可依照说明书的内容予以实施,并且为了让本技术的上述和其他目的、特征和优点能
够更明显易懂,以下以本技术的较佳实施例并配合附图详细说明如后。
33.根据下文结合附图对本技术具体实施例的详细描述,本领域技术人员将会更加明了本技术的上述及其他目的、优点和特征。
附图说明
34.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
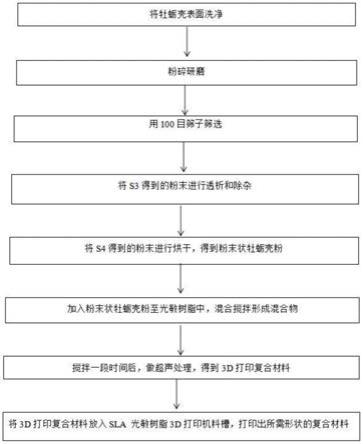
35.图1为一种牡蛎壳粉增强的3d打印复合材料的制备方法流程图;
36.图2为牡蛎壳粉的电镜图(a)和sem-mapping图(b)氧(c)碳(d)钙(e)钠;
37.图3为牡蛎壳粉eds谱图;
38.图4为采用一种牡蛎壳粉增强的3d打印复合材料的制备方法打印的成品图;
39.图5为本材料与只用光敏树脂打印的成品硬度对比。
具体实施方式
40.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。在下面的描述中,提供诸如具体的配置和组件的特定细节仅仅是为了帮助全面理解本技术的实施例。因此,本领域技术人员应该清楚,可以对这里描述的实施例进行各种改变和修改而不脱离本技术的范围和精神。另外,为了清楚和简洁,实施例中省略了对已知功能和构造的描述。
41.应该理解,说明书通篇中提到的“一个实施例”或“本实施例”意味着与实施例有关的特定特征、结构或特性包括在本技术的至少一个实施例中。因此,在整个说明书各处出现的“一个实施例”或“本实施例”未必一定指相同的实施例。此外,这些特定的特征、结构或特性可以任意适合的方式结合在一个或多个实施例中。
42.此外,本技术可以在不同例子中重复参考数字和/或字母。这种重复是为了简化和清楚的目的,其本身并不指示所讨论各种实施例和/或设置之间的关系。
43.本文中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,单独存在b,同时存在a和b三种情况,本文中术语“/和”是描述另一种关联对象关系,表示可以存在两种关系,例如,a/和b,可以表示:单独存在a,单独存在a和b两种情况,另外,本文中字符“/”,一般表示前后关联对象是一种“或”关系。
44.本文中术语“至少一种”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和b的至少一种,可以表示:单独存在a,同时存在a和b,单独存在b 这三种情况。
45.还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间
存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含。
46.实施例1
47.请参考图1,本实施例主要介绍一种牡蛎壳粉增强的3d打印复合材料的制备方法,其包括:
48.s1、将牡蛎壳表面洗净;
49.s2、粉碎研磨;
50.s3、用100目筛子筛选;
51.s4、将s3得到的粉末进行透析和除杂;
52.s5、将s4得到的粉末进行烘干,得到粉末状牡蛎壳粉;
53.s6、加入粉末状牡蛎壳粉至光敏树脂中,混合搅拌形成混合物;
54.s7、搅拌一段时间后,做超声处理,得到3d打印复合材料;
55.s8、将3d打印复合材料放入sla光敏树脂3d打印机料槽。
56.进一步的,所述步骤s1中,用1m hcl低浓度盐酸将牡蛎壳表面洗净。
57.进一步的,所述步骤s3中,粉碎后的牡蛎壳粉颗粒粒径小于150微米。
58.进一步的,所述步骤s4中,将s3得到的粉末置于透析袋中,用超纯水进行透析,直至ph《10为止;除杂主要为除去过量的碱和氯离子。
59.进一步的,所述步骤s5中,所述烘干条件为在60℃环境下。
60.进一步的,所述步骤s6中,混合比例为5-20wt%粉末状牡蛎壳粉和80-95wt%光敏树脂。
61.进一步的,所述步骤s7中,搅拌时间为2小时;超声处理频率为10-50khz,时间为 1-3小时。
62.请参考图3,图3为牡蛎壳粉eds谱图,显示牡蛎壳粉中含有较多的氧、碳、钙元素。
63.结合图2sem-mapping中的图(b)氧(c)碳(d)钙(e)钠,可以明显看出,牡蛎壳粉中的元素均匀分布,适用于制备3d打印复合材料。
64.通过图2(a)牡蛎壳粉的sem电镜图在3微米状态下的牡蛎壳粉末,呈现多层鳞片样的晶块状,并未破坏牡蛎壳的微观晶体结构,由此进一步证明了本发明的牡蛎壳粉复合到 3d打印树脂中具有硬度增强的效果。通过将牡蛎壳粉颗粒大小设置为小于150微米的筛孔后,宏观上呈现粉末状,适用于150微米以上精度的3d打印。
65.本技术通过本材料制备方法能达到打印成型的模型精细度高,打印成型后的成品外观光泽度好,抗磨损能力高,硬度强,使用寿命较长的技术效果。
66.打印的效果请参考图4,可以明显看出本技术的打印效果之好,相对于碳纤维材料来说,光泽度明显优于碳纤维复合材料。
67.本技术使用牡蛎壳,而牡蛎壳资源广泛,来源丰富,生产成本低,同时有利于环保,更利于推广。
68.实施例2
69.基于上述实施例1,本实施例主要介绍了采用维氏硬度计测试一种牡蛎壳粉增强的3d 打印复合材料硬度的方法及结果如下:
70.s1、实验前准备
71.1.硬度计精度的检查:在没装试件时启动,检查各部机构的动作情况,然后用标准维氏硬度块检查示值精度;
72.2.试样的准备:试件表面应平滑,试件的制作,试样面必须光洁;
73.3.试台的选择:能保证试件平稳的置放其上,并使表面与压头垂直;
74.4.试验力的选择:根据试件的厚度、预计硬度及硬化层的深度来选择试验力。
75.s2、试验步骤
76.1.打开电源开关,显示屏亮,大约5秒左右自动进入主页面,此时会显示相关数值;
77.2.开机后的设置如与你的实验条件不符,请按(ok)键进入选择菜单设置所需实验条件,按(ok)键和上下方向键选择所需设置,确认按(ok)键,设置完成返回主页面按(start)即可;
78.3.将被测物品放置工作台,转动防护罩,根据需要选择20或40倍物镜处于被测物品位置,眼睛接近目镜观察,转动升降手轮调节上下,直至测试物品表面成像清晰,聚焦过程结束;
79.4.将防护罩逆时针转动,将压头处于被测物品位置,按(start)键开始加荷,同时屏幕下方滚动条开始填充,直至仪器发出嘟的声音,表示加卸荷结束;
80.5.将防护罩顺时针转动,使物镜处于测试物品位置,从目镜观察压痕成像,调节升降手轮,直至压痕成像清晰位置,转动目镜两边的鼓轮,使两条刻线内侧无限接近,按下(clr) 键,零位确定完成;
81.6.反向转动日镜两边鼓轮,两刻线逐渐分开,转动左鼓轮,使左刻线内侧与压痕左边缘相切,转动右鼓轮,使右刻线内侧与压痕右边缘像切,按下按钮,d1测量结束;
82.7.将月镜转动90
°
转动鼓轮.使下刻线内侧与压痕下边的边缘相切,转动测量鼓轮,使上刻线内测与片痕上边缘相切,按下按钮,d2测量完成,仪器自动计算硬度值并显示,本次测试完成;
83.测试结果请参考图5。将牡蛎壳粉和光敏树脂打印材料和光敏树脂打印材料进行硬度测试,平均硬度测试结果分别为6.0hv0.025和2.9hv0.025,表明添加了牡蛎壳粉的光敏材料硬度提高了106.8%。经过上述测试,可以得出本技术采用的一种牡蛎壳粉增强的3d 打印复合材料的制备方法打印出的硬度远远高于单一使用的光敏树脂硬度。
84.以上所述仅为本发明的优选实施例而已,其并非因此限制本发明的保护范围,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,通过常规的替代或者能够实现相同的功能在不脱离本发明的原理和精神的情况下对这些实施例进行变化、修改、替换、整合和参数变更均落入本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1