一种适用于5G通信基站的光电复合缆用PVC护套材料及其制备方法与流程
一种适用于5g通信基站的光电复合缆用pvc护套材料及其制备方法
技术领域
1.本发明涉及电线电缆用高分子材料技术领域,特别涉及一种适用于5g通信基站的光电复合缆用耐寒高阻燃抗紫外线pvc护套材料及其制备方法。
背景技术:
2.随着科技社会的快速发展,光电复合传输技术在现实生活中的应用越来越广泛。但是传统环境下,通常对电能的传输和通信信号的传输手段是不同的,在单独进行电能或者通信信号传输时,两种能量不会出现干扰的情况。5g时代,光电复合缆将电能和通信信号传输集于一体,既可以有效解决5g设备等电能需求及通信信号的传输问题,同时可以节省敷设空间和成本,所以相较于传统电能和通信信号的传输场景,5g通信基站的传输场景用对光电复合缆需求变得越来越大,同时也提出了更高的安全性要求。
3.室外通信基站由于无人值守,出于基站安装、维护和管理的成本和工作效率的考虑,光电复合缆采用pvc基材作为护套材料,其相较于无卤低烟聚烯烃材料,具有的柔软性、耐高低温(-40℃-105℃)、阻燃、抗紫外线及高速挤出等优点,既能够满足线缆的常规要求,又可以满足5g通信基站对光电复合缆结构紧凑、空间占用小及传输效率高、安全性高的特征。发明一种新型5g光电复合缆用耐寒高阻燃抗紫外线pvc护套材料及其制备方法迫在眉睫。
4.目前常规pvc材料通常采用pvc树脂粉作为基材,对苯二甲酸二辛脂、邻苯二甲酸二辛脂、偏苯三酸三辛酯、环氧大豆油等作为增塑剂以改善pvc材质的柔软性,但由于其耐高低温性能的矛盾性很难实现5g光电复合缆对护套材料的-40-105℃的应用环境要求。同时,采用传统的丁腈橡胶等材料不仅造成材料成本的大幅上升,也不利于材料的机械性能和耐温等级的提高。另外,采用传统的三氧化二锑、氢氧化镁等常用阻燃剂无法实现护套材料燃烧时成壳性能的体现,进而造成整根光电复合缆的阻燃性能失效。
技术实现要素:
5.为了解决现有技术中已有-20℃-105℃耐温等级pvc绝缘料硬度硬而不易弯曲、耐紫外线性能差、阻燃成壳性差的缺陷,本发明的目的在于提供一种具备耐温范围宽(-40-105℃),且较软、易弯曲、阻燃、抗紫外线,耐温等级为105℃的5g光电复合缆用耐寒高阻燃抗紫外线pvc护套材料及其制备方法。
6.为了实现上述目的及其他相关目的,本发明采用如下技术方案:
7.本发明的第一方面,提供了一种5g光电复合缆用耐寒高阻燃抗紫外线pvc护套材料,其原料包括下列重量份的组分:pvc树脂100份;增塑剂43-66份;环保钙锌复合热稳定剂4-10份;抗氧剂0.1-0.8份;氧化聚乙烯蜡0.2-0.4份;润滑剂0.5-1份;乙烯三元共聚物4-8份;氯化聚乙烯4-20份,自制复合阻燃剂20-40份;氯乙烯-醋酸乙烯共聚树脂4-10份;甲基丙烯酸甲酯类加工助剂0.5-4份。
8.较优的,所述pvc树脂选用pvc树脂聚合度为1300-2500,k值为70-85。
9.较优的,所述增塑剂选用增塑剂a、增塑剂b和增塑剂c三者的组合。其中,所述增塑剂a选用邻苯二甲酸二十一烷基酯,30-40份;所述增塑剂b选用添加抗氧剂1010比例为0.5-3的偏苯三酸酯类增塑剂,10-20份;所述增塑剂c选用环氧大豆油,3-6份。
10.较优的,所述润滑剂选用润滑剂g60。所述润滑剂g60的主要成分是含脂肪醇的二羧酸脂。可通过市售途径购买获得。
11.较优的,所述热稳定剂选用复合环保型热稳定剂;更优的,所述热稳定剂选用德国熊牌公司生产的ka-90566,8655其中的一种。均可通过市售途径购买获得。
12.较优的,所述抗氧剂选用抗氧剂选用1010。
13.较优的,所述所述乙烯三元共聚物选用杜邦elvaloyhp441,hp741,hp4051的至少一种。均可通过市售途径购买获得。
14.较优的,所述氯化聚乙烯选用氯含量为30-40%的橡胶型cpe135b,更优的,所述cpe选用潍坊亚星公司生产的cpe135b。
15.较优的,自制阻燃剂选用三氧化二锑,硼酸锌,氧化锌,锡酸锌,羟基锡酸锌,氢氧化镁,氢氧化铝,纳米蒙脱土不同比例加入硅烷偶联剂均匀分散共混制得。
16.较优的,所述氯乙烯-醋酸乙烯共聚树脂选用德国vinnolit产k704。
17.较优的,所述甲基丙烯酸甲酯类加工助剂选用日本三菱p-551j。
18.本发明的第二方面,还提供了所述5g光电复合缆用耐寒高阻燃抗紫外线pvc护套材料的制备方法,包括下列步骤:
19.a、将各原料组分按配比置入高速捏合机中加热进行搅拌,高速捏合机温度控制在100-140℃,捏合时间为5-10分钟;
20.b、将搅拌均匀的原料投入到110l密炼机中,密炼温度为160-180℃;密炼时间8-15分钟后待产品塑化均匀成团后,将团装共混物通过双锥喂料加入至双螺杆挤出机中进行挤出造料,双螺杆造料机各段加热温度按加热段数从120-160℃均分。
21.c、挤出造料的成品烘干即得本发明的5g光电复合缆用耐寒高阻燃抗紫外线pvc护套材料。
22.本发明的第三方面,还提供了所述5g光电复合缆用耐寒高阻燃抗紫外线pvc护套材料在通信5g光电复合电线电缆领域中的应用。
23.与现有技术相比,本发明的有益效果为:
24.(1)本发明的5g光电复合缆用耐寒高阻燃抗紫外线pvc护套材料,性能优于gb8815-2008标准规定的关于90℃ii型聚氯乙烯护套料的全部性能,且加工性能优良;
25.(2)本发明的5g光电复合缆用耐寒高阻燃抗紫外线pvc护套材料,具备环保性能,符合rohs2.0、reach标准要求;
26.(3)本发明的5g光电复合缆用耐寒高阻燃抗紫外线pvc护套材料,制成电缆可满足华为公司企业标准中规定光电复合缆全部性能要求;
27.(4)本发明的5g光电复合缆用耐寒高阻燃抗紫外线pvc护套材料,制成电缆可满足5g基站对护套材料要求的阻燃、耐-40℃-105℃环境使用、反复弯曲。扭转、卷绕、曲绕的要求。
具体实施方式
28.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。
29.须知,下列实施例中未具体注明的工艺设备或装置均采用本领域内的常规设备或装置;所有压力值和范围都是指绝对压力。
30.此外应理解,本发明中提到的一个或多个方法步骤并不排斥在所述组合步骤前后还可以存在其他方法步骤或在这些明确提到的步骤之间还可以插入其他方法步骤,除非另有说明;还应理解,本发明中提到的一个或多个设备/装置之间的组合连接关系并不排斥在所述组合设备/装置前后还可以存在其他设备/装置或在这些明确提到的两个设备/装置之间还可以插入其他设备/装置,除非另有说明。而且,除非另有说明,各方法步骤的编号仅为鉴别各方法步骤的便利工具,而非为限制各方法步骤的排列次序或限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容的情况下,当亦视为本发明可实施的范畴。
31.实施例1
32.1.实验材料
33.pvc树脂台塑s-70 100份;增塑剂a(偏苯三酸三辛酯)30份;煅烧陶土10份;热稳定剂(钙锌复合稳定剂)5份;增塑剂b(聚酯增塑剂)20份;抗氧剂(双酚a)0.1份;聚乙烯蜡0.2份;润滑剂(g60)0.5份;增塑剂c(环氧大豆油)6份;热塑性聚氨酯弹性体20份;填充碳酸钙(轻质活性碳酸钙)25份。
34.pvc树脂台塑s-70 100份;增塑剂a(邻苯二甲酸二十一烷基酯)30份;增塑剂b(添加抗氧剂1010比例为0.5%的偏苯三酸三辛酯)10份;增塑剂c(环氧大豆油)6份;环保钙锌复合热稳定剂4份;抗氧剂0.1份;氧化聚乙烯蜡0.2份;润滑剂0.5份;乙烯三元共聚物(hp4051)4份;氯化聚乙烯cpe135b 4份,自制复合阻燃剂20份;氯乙烯-醋酸乙烯共聚树脂k704 4份;甲基丙烯酸甲酯类加工助剂p-551j 0.5份。
35.2.制备方法:
36.a、将pvc树脂台塑s-70 100份;增塑剂a(邻苯二甲酸二十一烷基酯)30份;增塑剂b(添加抗氧剂1010比例为0.5%的偏苯三酸三辛酯)10份;增塑剂c(环氧大豆油)6份;环保钙锌复合热稳定剂4份;抗氧剂0.1份;氧化聚乙烯蜡0.2份;润滑剂0.5份;乙烯三元共聚物(hp4051)4份;氯化聚乙烯cpe135b 4份,自制复合阻燃剂20份;氯乙烯-醋酸乙烯共聚树脂k704 4份;甲基丙烯酸甲酯类加工助剂p-551j 0.5份置入高速捏合机中加热进行高速搅拌,高速捏合机温度控制在100-140℃,捏合时间为5-10分钟;
37.b、将搅拌均匀的原料投入到110l密炼机中,密炼温度为160-180℃;密炼时间8-15分钟后待产品塑化均匀成团后,将团装共混物通过双锥喂料加入至双螺杆挤出机中进行挤出造料,双螺杆造料机各段加热温度按加热段数从120-160℃均分。
38.c、挤出造料的成品经过烘干后包装入库。
39.实施例2
40.1.实验材料
41.将pvc树脂台塑s-70 100份;增塑剂a(邻苯二甲酸二十一烷基酯)40份;增塑剂b(添加抗氧剂1010比例为0.5%的偏苯三酸三辛酯)20份;增塑剂c(环氧大豆油)3份;环保钙锌复合热稳定剂16份;抗氧剂0.5份;氧化聚乙烯蜡0.2份;润滑剂g60 0.5份;乙烯三元共聚物(hp4051)4份;氯化聚乙烯cpe135b 20份,自制复合阻燃剂40份;氯乙烯-醋酸乙烯共聚树脂k704 10份;甲基丙烯酸甲酯类加工助剂p-551j 4份置入高速捏合机中加热进行高速搅拌,高速捏合机温度控制在100-140℃,捏合时间为5-10分钟;
42.2.制备方法
43.采用本实施例原料,制备5g光电复合缆用耐寒高阻燃抗紫外线pvc护套材料的方法同实施例1。
44.a、按照配比将各原料置入高速捏合机中加热进行高速搅拌,高速捏合机温度控制在100-140℃,捏合时间为5-10分钟;
45.b、将搅拌均匀的原料投入到110l密炼机中,密炼温度为160-180℃;密炼时间8-15分钟后待产品塑化均匀成团后,将团装共混物通过双锥喂料加入至双螺杆挤出机中进行挤出造料,双螺杆造料机各段加热温度按加热段数从120-160℃均分。
46.c、挤出造料的成品经过烘干后包装入库。
47.实施例3
48.1.实验材料
49.将pvc树脂台塑s-70 100份;增塑剂a(邻苯二甲酸二十一烷基酯)35份;增塑剂b(添加抗氧剂1010比例为0.5%的偏苯三酸三辛酯)15份;增塑剂c(环氧大豆油)4份;环保钙锌复合热稳定剂10份;抗氧剂0.2份;氧化聚乙烯蜡0.2份;润滑剂g60 0.2份;乙烯三元共聚物(hp4051)20份;氯化聚乙烯cpe135b 15份,自制复合阻燃剂30份;氯乙烯-醋酸乙烯共聚树脂k704 6份;甲基丙烯酸甲酯类加工助剂p-551j 2份置入高速捏合机中加热进行高速搅拌,高速捏合机温度控制在100-140℃,捏合时间为5-10分钟;
50.2.制备方法
51.采用本实施例原料,制备5g光电复合缆用耐寒高阻燃抗紫外线pvc护套材料的方法同实施例1。
52.a、按照配比将各原料置入高速捏合机中加热进行高速搅拌,高速捏合机温度控制在100-140℃,捏合时间为5-10分钟;
53.b、将搅拌均匀的原料投入到110l密炼机中,密炼温度为160-180℃;密炼时间8-15分钟后待产品塑化均匀成团后,将团装共混物通过双锥喂料加入至双螺杆挤出机中进行挤出造料,双螺杆造料机各段加热温度按加热段数从120-160℃均分。
54.c、挤出造料的成品经过烘干后包装入库。
55.实施例4
56.1.实验材料
57.将pvc树脂台塑s-70 100份;增塑剂a(邻苯二甲酸二十一烷基酯)30份;增塑剂b(添加抗氧剂1010比例为0.5%的偏苯三酸三辛酯)10份;增塑剂c(环氧大豆油)6份;环保钙锌复合热稳定剂8份;抗氧剂0.2份;氧化聚乙烯蜡0.2份;润滑剂g60 0.3份;乙烯三元共聚物(hp4051)10份;氯化聚乙烯cpe135b 10份,自制复合阻燃剂25份;氯乙烯-醋酸乙烯共聚树脂k704 5份;甲基丙烯酸甲酯类加工助剂p-551j 1份置入高速捏合机中加热进行高速搅
拌,高速捏合机温度控制在100-140℃,捏合时间为5-10分钟。
58.2.制备方法
59.采用本实施例原料,制备5g光电复合缆用耐寒高阻燃抗紫外线pvc护套材料的方法同实施例1。
60.a、按照配比将各原料置入高速捏合机中加热进行高速搅拌,高速捏合机温度控制在100-140℃,捏合时间为5-10分钟;
61.b、将搅拌均匀的原料投入到110l密炼机中,密炼温度为160-180℃;密炼时间8-15分钟后待产品塑化均匀成团后,将团装共混物通过双锥喂料加入至双螺杆挤出机中进行挤出造料,双螺杆造料机各段加热温度按加热段数从120-160℃均分。
62.c、挤出造料的成品经过烘干后包装入库。
63.实施例5
64.1.实验材料
65.将pvc树脂台塑s-70 100份;增塑剂a(邻苯二甲酸二十一烷基酯)40份;增塑剂b(添加抗氧剂1010比例为0.5%的偏苯三酸三辛酯)10份;增塑剂c(环氧大豆油)3份;环保钙锌复合热稳定剂12份;抗氧剂0.2份;氧化聚乙烯蜡0.2份;润滑剂g60 0.3份;乙烯三元共聚物(hp4051)8份;氯化聚乙烯cpe135b 6份,自制复合阻燃剂20份;氯乙烯-醋酸乙烯共聚树脂k704 4份;甲基丙烯酸甲酯类加工助剂p-551j 0.5份置入高速捏合机中加热进行高速搅拌,高速捏合机温度控制在100-140℃,捏合时间为5-10分钟。
66.2.制备方法
67.采用本实施例原料,制备5g光电复合缆用耐寒高阻燃抗紫外线pvc护套材料的方法同实施例1。
68.a、按照配比将各原料置入高速捏合机中加热进行高速搅拌,高速捏合机温度控制在100-140℃,捏合时间为5-10分钟;
69.b、将搅拌均匀的原料投入到110l密炼机中,密炼温度为160-180℃;密炼时间8-15分钟后待产品塑化均匀成团后,将团装共混物通过双锥喂料加入至双螺杆挤出机中进行挤出造料,双螺杆造料机各段加热温度按加热段数从120-160℃均分。
70.c、挤出造料的成品经过烘干后包装入库。
71.实施例6
72.1.实验材料
73.将pvc树脂台塑s-70 100份;增塑剂a(邻苯二甲酸二十一烷基酯)30份;增塑剂b(添加抗氧剂1010比例为0.5%的偏苯三酸三辛酯)15份;增塑剂c(环氧大豆油)5份;环保钙锌复合热稳定剂8份;抗氧剂0.2份;氧化聚乙烯蜡0.2份;润滑剂g60 0.4份;乙烯三元共聚物(hp4051)12份;氯化聚乙烯cpe135b 12份,自制复合阻燃剂30份;氯乙烯-醋酸乙烯共聚树脂k704 8份;甲基丙烯酸甲酯类加工助剂p-551j 3份置入高速捏合机中加热进行高速搅拌,高速捏合机温度控制在100-140℃,捏合时间为5-10分钟。
74.2.制备方法
75.采用本实施例原料,制备5g光电复合缆用耐寒高阻燃抗紫外线pvc护套材料的方法同实施例1。
76.a、按照配比将各原料置入高速捏合机中加热进行高速搅拌,高速捏合机温度控制
在100-140℃,捏合时间为5-10分钟;
77.b、将搅拌均匀的原料投入到110l密炼机中,密炼温度为160-180℃;密炼时间8-15分钟后待产品塑化均匀成团后,将团装共混物通过双锥喂料加入至双螺杆挤出机中进行挤出造料,双螺杆造料机各段加热温度按加热段数从120-160℃均分。
78.c、挤出造料的成品经过烘干后包装入库。
79.实施例7
80.将上述实施例1-6制备获得的5g光电复合缆用耐寒高阻燃抗紫外线pvc护套材料参照gb8815-2008标准、rohs2.0标准、reach标准,进行考察,并与现有技术中已有
81.90℃ii型耐温等级pvc护套料,例如上海凯波特种电缆料厂有限公司生产的90度绝缘料牌号为:cvc9002ap进行比较,结果如表1所示:
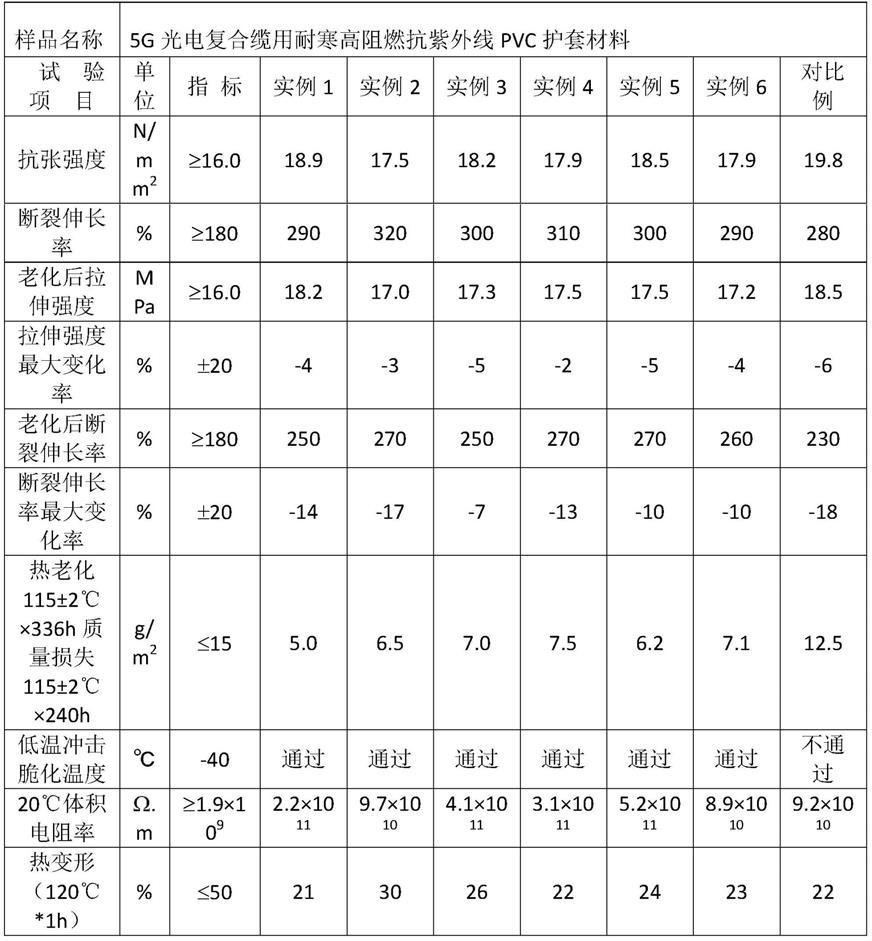
82.表1 5g光电复合缆用耐寒高阻燃抗紫外线pvc护套材料性能检测
83.[0084][0085]
由上述表1中的数据可知,与现有技术中已有90℃耐温等级pvc绝缘料相比,本发明制备获得的5g光电复合缆用耐寒高阻燃抗紫外线pvc护套材料具备耐-40℃-105℃,且较软、易弯曲,阻燃,介电常数高的优点。
[0086]
综上所述,本发明有效克服了现有技术中的种种缺点而具高度产业利用价值。
[0087]
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1