一种3D打印用环保聚丙烯复合材料及其制备方法与流程
一种3d打印用环保聚丙烯复合材料及其制备方法
技术领域
1.本发明属于高分子材料及其成型加工技术领域,涉及一种3d打印用环保聚丙烯复合材料及其制备方法。
背景技术:
2.3d打印技术是一种利用光固化或纸层叠技术的快速成型装置,通过计算机对拟打印的物体进行建模,再将建成的三维模型逐层分区,之后再通过打印机逐层打印出实物。熔融沉积式成型方法(fdm成型工艺)是3d打印热塑性塑料制件最主要的成型方式。而fdm技术对热塑性材料的基本要求是:在加工时具有一定的流动性,而在成型之后则可以快速凝固成型,同时具有良好的粘接效果,目前可应用于fdm成型工艺的热塑性制件包括:改性abs、改性pla等。但abs本身就有很大的气味,pla也会有单体残留,依然存在一定的气味,不够环保,相对于与聚丙烯复合材料来说价格高昂。
3.聚丙烯是我们生活中必不可少的合成材料,也是应用最为广泛、产量增长最快的树脂之一,它具有密度低、熔点高、强度好、易加工价格低廉等优点。近年来,节能减排和低碳经济的呼声越来越高,研发以聚丙烯多相共聚物为代表的组成范围宽广、性能可调性强的高性能聚丙烯树脂,替代高耗能的机械物理共混方法,成为适应人类发展对高分子材料加工制备提出的绿色环保要求的最佳选择。但应用于fdm成型工艺的实例却极少,聚丙烯材料的主要问题是它的粘附性并不好,在第一层打印的结束的时候,无法粘附在打印床上,极易脱落,进而导致后续步骤无法正常打印。因此改善粘附性可以解决聚丙烯难以用于fdm成型工艺。参照gb/t2790-1995检测,当该值在18~35.8n/25mm范围内时,粘附性较好且模型容易取出。数值小于18n/25mm会出现打印材料与打印台脱离,不能进行正常打印,而大于35.8n/25mm时打印材料与打印台粘附性过高,粘附在打印台上难以取下,强行取下会破坏打印形状。而pp材料一般粘附性在3~8n/25mm之间,难以正常打印。
技术实现要素:
4.本发明的目的是解决现有技术中存在的上述问题,提供一种3d打印用环保聚丙烯复合材料及其制备方法。
5.为达到上述目的,本发明采用的技术方案如下:
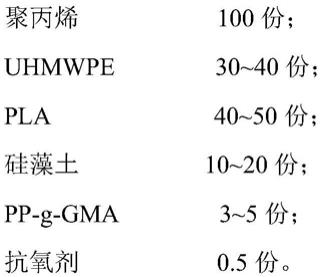
6.一种3d打印用环保聚丙烯复合材料,包括如下质量份数的各组分:
[0007][0008]
[0009]
作为优选的技术方案:
[0010]
如上所述的一种3d打印用环保聚丙烯复合材料,所述聚丙烯的熔融指数(230℃、2.16kg)为1~30g/10min。
[0011]
如上所述的一种3d打印用环保聚丙烯复合材料,所述uhmwpe的重均分子量大于等于100万。
[0012]
如上所述的一种3d打印用环保聚丙烯复合材料,所述pla的熔融流动速率(210℃、2.16kg)为1~30g/10min。
[0013]
如上所述的一种3d打印用环保聚丙烯复合材料,所述硅藻土的粒径为1~5μm。
[0014]
如上所述的一种3d打印用环保聚丙烯复合材料,所述pp-g-gma的gma接枝率为0.8~2.0%。
[0015]
如上所述的一种3d打印用环保聚丙烯复合材料,所述抗氧剂由主抗氧剂和辅助抗氧剂组成,主抗氧剂为抗氧剂1010,辅助抗氧剂为抗氧剂168。
[0016]
如上所述的一种3d打印用环保聚丙烯复合材料,所述3d打印用环保聚丙烯复合材料的180℃剥离强度为20~25n/25mm(180℃剥离强度可用于评价聚丙烯复合材料的粘附性,测试标准为gb/t2790-1995),满足粘附性就可以3d打印,粘附性低,制件会从打印台脱离,无法打印,粘附性过高,制件难以从打印台取出,强行取出会破坏制件,气味按照大众pv3900标准的测试值≤3.5;按照iso179标准测得的冲击强度为40~50kj/m2。
[0017]
本发明还提供制备如上任一项所述的一种3d打印用环保聚丙烯复合材料的方法,包括如下步骤:
[0018]
(1)将pp-g-gma与硅藻土混合后经双螺杆挤出得到中间产物a;
[0019]
(2)将步骤(1)制得的中间产物a与聚丙烯、uhmwpe、pla、和抗氧剂混合均匀后得到混合好的原料;
[0020]
(3)将步骤(2)中混合好的原材料置于双螺杆挤出机中进行熔融挤出造粒得到3d打印用环保聚丙烯复合材料。
[0021]
作为优选的技术方案:
[0022]
如上所述的方法,步骤(2)中各组分在高混机中混合,混合时间为3~5min,高混机的转速300rpm;
[0023]
步骤(3)中双螺杆挤出机的加工温度为180~200℃,螺杆转速为400转/分钟。
[0024]
本发明的原理如下:
[0025]
本发明以聚丙烯为基体树脂,通过添加硅藻土和pp-g-gma混合挤出的中间体提高pp与pla的相容性,进而改善该材料的粘附性。pla属酯类高分子材料,虽然粘附性较好,但与基体树脂聚丙烯相容性并不好,故使用pp-g-gma改善基体树脂聚丙烯与pla的相容性,但这种直接混合的方式改善效果有限;硅藻土具有多孔结构,与pp-g-gma混合挤出的中间体,使得pp-g-gma更好的分散于硅藻土的孔状结构中,再与pp和pla混合挤出的时候,以孔状结构为单元,制得该材料粘附性更高,满足粘附性18~35.8n/25mm可以正常打印的要求,而直接多组分混合的时候粘附性小于18n/25mm,不能很好的进行打印。硅藻土的多孔结构还具有吸附气味的功能,同时具有低气味环保等优点。而添加uhmwpe,可以破坏聚丙烯材料结晶度,降低收缩,改善翘曲等优点,同时又因为超高分子量,提高了熔体强度,在加工的过程中促进了各组分的分散效果,使材料粘附性更加优异。各自发挥其改性功效,进而获得优良的
力学性能和打印效果的低气味环保聚丙烯复合材料。
[0026]
有益效果:
[0027]
(1)本发明通过pp-g-gma与硅藻土混合挤出的中间体改善pp与pla的相容性,使得pp材料具有更好的粘附性,可以更好的用于3d打印行业。
[0028]
(2)本发明的3d打印用环保聚丙烯复合材料,通过添加uhmwpe,改善了材料粘附性,同时又因为本身具有的超高分子量,使得该复合材料具有较高的冲击强度,因此兼具聚丙烯韧性较好和pla强度较高的优点,使3d打印有了更多的应用场景;
[0029]
(3)本发明通过添加多孔结构的硅藻土,吸附了聚丙烯复合材料的异味,具有低气味环保等优点。
具体实施方式
[0030]
下面结合具体实施方式,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
[0031]
本发明实施例中:
[0032]
pp-g-gma选用佳易容sog-02;
[0033]
硅藻土选用celite 577;
[0034]
聚丙烯选用大韩油化cb5108;
[0035]
uhmwpe选用大韩油化u50;
[0036]
pla选用natureworks 2003d;
[0037]
抗氧剂选用巴斯夫1010;
[0038]
制得的3d打印用环保聚丙烯复合材料的主要性能测试标准如下:
[0039]
180℃剥离强度:按gb/t2790-1995测试;
[0040]
气味:按大众pv3900测试;
[0041]
冲击强度:按iso 179测试。
[0042]
实施例1
[0043]
一种3d打印用环保聚丙烯复合材料的制备方法,步骤如下:
[0044]
(1)将pp-g-gma与硅藻土混合后经双螺杆挤出得到中间产物a;其中,pp-g-gma质量份数为3份;硅藻土质量份数为20份;双螺杆挤出机的加工温度为200℃,螺杆转速为400转/分钟;
[0045]
(2)将步骤(1)制得的中间产物a与聚丙烯、uhmwpe、pla和抗氧剂置于转速为300rpm的高混机中混合3min,混合均匀后得到混合好的原料;其中,聚丙烯质量份数为100份、uhmwpe质量份数为30份、pla质量份数为50份、抗氧剂质量份数为0.5份;
[0046]
(3)将步骤(2)中混合好的原材料置于双螺杆挤出机中进行熔融挤出造粒得到3d打印用环保聚丙烯复合材料;双螺杆挤出机的加工温度为200℃,螺杆转速为400转/分钟。
[0047]
对制得的3d打印用环保聚丙烯复合材料进行性能测试,结果如下:
[0048]
180℃剥离强度为23.9n/25mm;气味测试值为3.0;冲击强度为41.0kj/m2。
[0049]
实施例2
[0050]
一种3d打印用环保聚丙烯复合材料的制备方法,步骤如下:
[0051]
(1)将pp-g-gma与硅藻土混合后经双螺杆挤出得到中间产物a;其中,pp-g-gma质量份数为4份;硅藻土质量份数为20份;双螺杆挤出机的加工温度为200℃,螺杆转速为400转/分钟;
[0052]
(2)将步骤(1)制得的中间产物a与聚丙烯、uhmwpe、pla和抗氧剂置于转速为300rpm的高混机中混合4min,混合均匀后得到混合好的原料;其中,聚丙烯质量份数为100份、uhmwpe质量份数为30份、pla质量份数为50份、抗氧剂质量份数为0.5份;
[0053]
(3)将步骤(2)中混合好的原材料置于双螺杆挤出机中进行熔融挤出造粒得到3d打印用环保聚丙烯复合材料;双螺杆挤出机的加工温度为200℃,螺杆转速为400转/分钟。
[0054]
对制得的3d打印用环保聚丙烯复合材料进行性能测试,结果如下:
[0055]
180℃剥离强度为24.5n/25mm;气味测试值为3.0;冲击强度为42.6kj/m2。
[0056]
实施例3
[0057]
一种3d打印用环保聚丙烯复合材料的制备方法,步骤如下:
[0058]
(1)将pp-g-gma与硅藻土混合后经双螺杆挤出得到中间产物a;其中,pp-g-gma质量份数为4份;硅藻土质量份数为15份;双螺杆挤出机的加工温度为200℃,螺杆转速为400转/分钟;
[0059]
(2)将步骤(1)制得的中间产物a与聚丙烯、uhmwpe、pla和抗氧剂置于转速为300rpm的高混机中混合4min,混合均匀后得到混合好的原料;其中,聚丙烯质量份数为100份、uhmwpe质量份数为35份、pla质量份数为45份、抗氧剂质量份数为0.5份;
[0060]
(3)将步骤(2)中混合好的原材料置于双螺杆挤出机中进行熔融挤出造粒得到3d打印用环保聚丙烯复合材料;双螺杆挤出机的加工温度为190℃,螺杆转速为400转/分钟。
[0061]
对制得的3d打印用环保聚丙烯复合材料进行性能测试,结果如下:
[0062]
180℃剥离强度为20.8n/25mm;气味测试值为3.5;冲击强度为45.9kj/m2。
[0063]
实施例4
[0064]
一种3d打印用环保聚丙烯复合材料的制备方法,步骤如下:
[0065]
(1)将pp-g-gma与硅藻土混合后经双螺杆挤出得到中间产物a;其中,pp-g-gma质量份数为5份;硅藻土质量份数为10份;双螺杆挤出机的加工温度为200℃,螺杆转速为400转/分钟;
[0066]
(2)将步骤(1)制得的中间产物a与聚丙烯、uhmwpe、pla和抗氧剂置于转速为300rpm的高混机中混合5min,混合均匀后得到混合好的原料;其中,聚丙烯质量份数为100份、uhmwpe质量份数为40份、pla质量份数为45份、抗氧剂质量份数为0.5份;
[0067]
(3)将步骤(2)中混合好的原材料置于双螺杆挤出机中进行熔融挤出造粒得到3d打印用环保聚丙烯复合材料;双螺杆挤出机的加工温度为180℃,螺杆转速为400转/分钟。
[0068]
对制得的3d打印用环保聚丙烯复合材料进行性能测试,结果如下:
[0069]
180℃剥离强度为23.6n/25mm;气味测试值为3.5;冲击强度为46.3kj/m2。
[0070]
实施例5
[0071]
一种3d打印用环保聚丙烯复合材料的制备方法,步骤如下:
[0072]
(1)将pp-g-gma与硅藻土混合后经双螺杆挤出得到中间产物a;其中,pp-g-gma质量份数为5份;硅藻土质量份数为10份;双螺杆挤出机的加工温度为200℃,螺杆转速为400
转/分钟;
[0073]
(2)将步骤(1)制得的中间产物a与聚丙烯、uhmwpe、pla和抗氧剂置于转速为300rpm的高混机中混合4min,混合均匀后得到混合好的原料;其中,聚丙烯质量份数为100份、uhmwpe质量份数为40份、pla质量份数为40份、抗氧剂质量份数为0.5份;
[0074]
(3)将步骤(2)中混合好的原材料置于双螺杆挤出机中进行熔融挤出造粒得到3d打印用环保聚丙烯复合材料;双螺杆挤出机的加工温度为180℃,螺杆转速为400转/分钟。
[0075]
对制得的3d打印用环保聚丙烯复合材料进行性能测试,结果如下:
[0076]
180℃剥离强度为22.1n/25mm;气味测试值为3.5;冲击强度为49.2kj/m2。
[0077]
实施例6
[0078]
一种3d打印用环保聚丙烯复合材料的制备方法,步骤如下:
[0079]
(1)将pp-g-gma与硅藻土混合后经双螺杆挤出得到中间产物a;其中,pp-g-gma质量份数为5份;硅藻土质量份数为20份;双螺杆挤出机的加工温度为200℃,螺杆转速为400转/分钟;
[0080]
(2)将步骤(1)制得的中间产物a与聚丙烯、uhmwpe、pla和抗氧剂置于转速为300rpm的高混机中混合4min,混合均匀后得到混合好的原料;其中,聚丙烯质量份数为100份、uhmwpe质量份数为40份、pla质量份数为50份、抗氧剂质量份数为0.5份;
[0081]
(3)将步骤(2)中混合好的原材料置于双螺杆挤出机中进行熔融挤出造粒得到3d打印用环保聚丙烯复合材料;双螺杆挤出机的加工温度为180℃,螺杆转速为400转/分钟。
[0082]
对制得的3d打印用环保聚丙烯复合材料进行性能测试,结果如下:
[0083]
180℃剥离强度为25.0n/25mm;气味测试值为3.3;冲击强度为43.6kj/m2。
[0084]
对比例1
[0085]
一种聚丙烯复合材料的制备方法,步骤如下:
[0086]
(1)pp-g-gma、硅藻土、聚丙烯、uhmwpe、pla和抗氧剂置于转速为300rpm的高混机中混合3min,混合均匀后得到混合好的原料;其中,pp-g-gma质量份数为3份、硅藻土质量份数为20份,聚丙烯质量份数为100份、uhmwpe质量份数为30份、pla质量份数为50份、抗氧剂质量份数为0.5份;
[0087]
(2)将步骤(1)中混合好的原材料置于双螺杆挤出机中进行熔融挤出造粒得到3d打印用环保聚丙烯复合材料;双螺杆挤出机的加工温度为200℃,螺杆转速为400转/分钟。
[0088]
对制得的3d打印用环保聚丙烯复合材料进行性能测试,结果如下:
[0089]
180℃剥离强度为16.8n/25mm;气味测试值为3.0;冲击强度为40.5kj/m2[0090]
对比例2
[0091]
一种聚丙烯复合材料的制备方法,步骤如下:
[0092]
(1)将pp-g-gma与硅藻土混合后经双螺杆挤出得到中间产物a;其中,pp-g-gma质量份数为4份;硅藻土质量份数为20份;双螺杆挤出机的加工温度为200℃,螺杆转速为400转/分钟;
[0093]
(2)将步骤(1)制得的中间产物a与聚丙烯、uhmwpe和抗氧剂置于转速为300rpm的高混机中混合4min,混合均匀后得到混合好的原料;其中,聚丙烯质量份数为100份、uhmwpe质量份数为30份、抗氧剂质量份数为0.5份;
[0094]
(3)将步骤(2)中混合好的原材料置于双螺杆挤出机中进行熔融挤出造粒得到3d
打印用环保聚丙烯复合材料;双螺杆挤出机的加工温度为200℃,螺杆转速为400转/分钟。
[0095]
对制得的3d打印用环保聚丙烯复合材料进行性能测试,结果如下:
[0096]
180℃剥离强度为7.6n/25mm;气味测试值为3.0;冲击强度为49.8kj/m2。
[0097]
对比例3
[0098]
一种3d打印用环保聚丙烯复合材料的制备方法,步骤如下:
[0099]
(1)将pp-g-gma与硅藻土混合后经双螺杆挤出得到中间产物a;其中,pp-g-gma质量份数为1份;硅藻土质量份数为15份;双螺杆挤出机的加工温度为190℃,螺杆转速为400转/分钟;
[0100]
(2)将步骤(1)制得的中间产物a与聚丙烯、uhmwpe、pla和抗氧剂置于转速为300rpm的高混机中混合4min,混合均匀后得到混合好的原料;其中,聚丙烯质量份数为100份、uhmwpe质量份数为35份、pla质量份数为45份、抗氧剂质量份数为0.5份;
[0101]
(3)将步骤(2)中混合好的原材料置于双螺杆挤出机中进行熔融挤出造粒得到3d打印用环保聚丙烯复合材料;双螺杆挤出机的加工温度为190℃,螺杆转速为400转/分钟。
[0102]
对制得的3d打印用环保聚丙烯复合材料进行性能测试,结果如下:
[0103]
180℃剥离强度为13.6n/25mm;气味测试值为3.0;冲击强度为32.5kj/m2。
[0104]
对比例4
[0105]
一种3d打印用环保聚丙烯复合材料的制备方法,步骤如下:
[0106]
(1)将pp-g-gma与硅藻土混合后经双螺杆挤出得到中间产物a;其中,pp-g-gma质量份数为8份;硅藻土质量份数为10份;双螺杆挤出机的加工温度为200℃,螺杆转速为400转/分钟;
[0107]
(2)将步骤(1)制得的中间产物a与聚丙烯、uhmwpe、pla和抗氧剂置于转速为300rpm的高混机中混合5min,混合均匀后得到混合好的原料;其中,聚丙烯质量份数为100份、uhmwpe质量份数为40份、pla质量份数为45份、抗氧剂质量份数为0.5份;
[0108]
(3)将步骤(2)中混合好的原材料置于双螺杆挤出机中进行熔融挤出造粒得到3d打印用环保聚丙烯复合材料;双螺杆挤出机的加工温度为180℃,螺杆转速为400转/分钟。
[0109]
对制得的3d打印用环保聚丙烯复合材料进行性能测试,结果如下:
[0110]
180℃剥离强度为23.8n/25mm;气味测试值为4.0;冲击强度为47.6kj/m2。
[0111]
对比例5
[0112]
一种3d打印用环保聚丙烯复合材料的制备方法,步骤如下:
[0113]
(1)将pp-g-gma与硅藻土混合后经双螺杆挤出得到中间产物a;其中,pp-g-gma质量份数为5份;硅藻土质量份数为5份;双螺杆挤出机的加工温度为200℃,螺杆转速为400转/分钟;
[0114]
(2)将步骤(1)制得的中间产物a与聚丙烯、uhmwpe、pla和抗氧剂置于转速为300rpm的高混机中混合4min,混合均匀后得到混合好的原料;其中,聚丙烯质量份数为100份、uhmwpe质量份数为40份、pla质量份数为40份、抗氧剂质量份数为0.5份;
[0115]
(3)将步骤(2)中混合好的原材料置于双螺杆挤出机中进行熔融挤出造粒得到3d打印用环保聚丙烯复合材料;双螺杆挤出机的加工温度为180℃,螺杆转速为400转/分钟。
[0116]
对制得的3d打印用环保聚丙烯复合材料进行性能测试,结果如下:
[0117]
180℃剥离强度为15.7n/25mm;气味测试值为4.0;冲击强度为49.5kj/m2。
[0118]
对比例6
[0119]
一种3d打印用环保聚丙烯复合材料的制备方法,步骤如下:
[0120]
(1)将pp-g-gma与硅藻土混合后经双螺杆挤出得到中间产物a;其中,pp-g-gma质量份数为5份;硅藻土质量份数为40份;双螺杆挤出机的加工温度为200℃,螺杆转速为400转/分钟;
[0121]
(2)将步骤(1)制得的中间产物a与聚丙烯、uhmwpe、pla和抗氧剂置于转速为300rpm的高混机中混合4min,混合均匀后得到混合好的原料;其中,聚丙烯质量份数为100份、uhmwpe质量份数为40份、pla质量份数为50份、抗氧剂质量份数为0.5份;
[0122]
(3)将步骤(2)中混合好的原材料置于双螺杆挤出机中进行熔融挤出造粒得到3d打印用环保聚丙烯复合材料;双螺杆挤出机的加工温度为180℃,螺杆转速为400转/分钟。
[0123]
对制得的3d打印用环保聚丙烯复合材料进行性能测试,结果如下:
[0124]
180℃剥离强度为11.4n/25mm;气味测试值为2.8;冲击强度为16.9kj/m2。
[0125]
由上可以看出,实施例1~6所制得的3d打印用环保聚丙烯复合材料粘附性较好且模型容易取出,粘附性按gb/t2790-1995测得180℃剥离强度值:20.8~25.0n/25mm,满足聚丙烯3d打印fdm成型工艺的基本要求(180℃剥离强度值18~35.8n/25mm)。
[0126]
对比例1直接将各组分混合挤出测得180℃剥离强度值为16.8n/25mm,不能很好的将打印产品从打印台上取出;与实施例1相比,未按照本专利的加工方法,制得材料不能满足180℃剥离强度值18~35.8n/25mm的打印标准。
[0127]
对比例2与实施例2相比未加pla改性,按照本专利加工方法制得材料180℃剥离强度值为7.6n/25mm,不能很好的将打印产品从打印台取出,制得材料不能满足180℃剥离强度值18~35.8n/25mm的打印标准。
[0128]
对比例3与实施例3相比,降低了pp-g-gma的添加量,低于本专利要求的3~5份,按照本专利加工能方法制得材料180℃剥离强度值为13.6n/25mm,因相容剂含量的降低,使得组分相容性变差,粘附性变差;制得材料不能满足180℃剥离强度值18~35.8n/25mm的打印标准。
[0129]
对比例4与实施例4相比,增加了pp-g-gma的添加量,高于本专利要求的3~5份,按照本专利加工方法制得材料,测得180℃剥离强度值为23.8n/25mm,虽然满足180℃剥离强度值18~35.8n/25mm的打印标准,但是pp-g-gma本身气味较大,添加量过多导致制得材料气味较大,按照pv3900测得气味为4.0,有刺激性气味,不具备环保性。
[0130]
对比例5与实施例5相比,降低了硅藻土的添加量,低于本专利要求的10~20份,按照本专利加工方法制得材料,测得180℃剥离强度值为15n/25mm,不能满足180℃剥离强度值18~35.8n/25mm的打印标准。添加量过少,导致分散于硅藻土孔状结构的pp-g-gma过少,不能很好的改善各组分的相容性,导致材料粘附性降低。
[0131]
对比例6与实施例6相比,增加了硅藻土的添加量,高于本专利要求的10~20份,按照本专利加工方法制得材料,测得180℃剥离强度值为11.4n/25mm,不能满足180℃剥离强度值18~35.8n/25mm的打印标准。添加量过多,虽然吸附性更好、气味更低,但硅藻土属无机矿物,过量的硅藻土坏了体系的粘附性,同时导致冲击强度大幅降低。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1