一种高透明耐刮擦的PET复合材料及其制备方法与流程
一种高透明耐刮擦的pet复合材料及其制备方法
技术领域
1.本发明属于有机高分子材料技术领域,尤其涉及一种高透明耐刮擦的pet复合材料及其制备方法。
背景技术:
2.聚对苯二甲酸乙二醇酯等聚酯材料(pet),密度小、无毒无味,具有优异的透明性、光学性能和韧性,良好的机械强度和气体阻隔性,以及优良的耐高低温性、耐化学药品性和耐油性等优点。因此进入20世纪90年代以来,pet材料广泛应用于各类食品、药品、无毒无菌的包装材料,纺织品、精密仪器、电器元件的高档包装材料,以及各种光学基膜与保护膜材料。但pet材料表面硬度低、耐刮擦性差,作为包装材料和薄膜材料容易磨损和刮花,大大影响了使用效果和材料外观,使得pet材料在包装材料和光学保护膜材领域的应用推广受到很大程度的影响。
3.工业应用中,为了不影响pet材料的透明性,主要通过在pet膜上双面涂覆光固化丙烯酸酯硬化涂层来提高其表面硬度和耐刮擦性,成本较高。喷涂工艺,处理效率低,涂层厚度不均匀;涂布工艺,处理效率高,但仅适合于膜材等平面结构材料,不适合应用于电子元器件包装用异型结构件。在改善pet膜表面硬度和耐刮擦性的同时、不影响其韧性、抗冲击性、透明性和加工流变性成为pet材料的重要应用课题之一。
技术实现要素:
4.本发明的目的在于提供一种高透明耐刮擦的pet复合材料及其制备方法,本发明中的pet复合材料表面硬度高、耐刮擦性和耐高温性好,且对pet材料的物理机械性能和光学性能几乎没有影响,并且无需在制品再做二次加硬处理。
5.本发明提供一种高透明耐刮擦pet复合材料,制备原料包括60~80重量份的pet树脂和20~40重量份的改性剂;
6.所述改性剂包括40~100wt%的主改性剂和0~60wt%的辅助改性剂;
7.所述主改性剂为甲基丙烯酸甲酯-甲基丙烯酸类苯酯二元共聚物和/或甲基丙烯酸甲酯-甲基丙烯酸-甲基丙烯酸类苯酯三元共聚物;
8.所述辅助改性剂为甲基丙烯酸甲酯的聚合物。
9.优选的,所述pet树脂包括聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚间苯二甲酸乙二醇酯、聚间苯二甲酸丁二醇酯和聚对苯二甲酸环己烷二甲醇酯中一种或几种。
10.优选的,所述甲基丙烯酸类苯酯包括甲基丙烯酸苯酯、甲基丙烯酸卞酯、2-苯氧基乙基甲基丙烯酸酯和甲基丙烯酸三苯甲酯中一种或几种。
11.优选的,所述主改性剂的数均分子量为20000~150000g/mol;
12.透光率≥92%,雾度≤0.5%(3mm),熔融指数为1g/10min~14g/10min(230℃/负载为3.8kg)。
13.优选的,所述辅助改性剂透光率≥92%,雾度≤0.5%(3mm),熔融指数为1g/10min~14g/10min(230℃/负载为3.8kg)。
14.本发明提供一种如上文所述的高透明耐刮擦pet复合材料的制备方法,包括以下步骤:
15.a)将pet树脂预干燥去除水分,经熔融挤出、冷却切粒,得到结晶破坏的无定形pet树脂;
16.b)将所述无定形pet树脂、主改性剂和辅助改性剂共混造粒、熔融塑化、挤出,得到高透明耐刮擦pet复合材料。
17.优选的,所述步骤a)中预干燥的温度为110~140℃;预干燥的时间为2~5小时。
18.优选的,所述步骤a)采用双螺杆挤出机进行熔融挤出,所述熔融挤出的温度为250~300℃;所述熔融挤出中双螺杆挤出机的螺杆转速为60~120rpm。
19.优选的,所述步骤c)中熔融塑化的温度为250~290℃;挤出的速度为60~120rpm。
20.优选的,所述无定形pet树脂、主改性剂和辅助改性剂的质量比为(60~80):(8~40):(0~24)。
21.本发明提供一种高透明耐刮擦pet复合材料,制备原料包括60~80重量份的pet树脂和20~40重量份的改性剂;所述改性剂包括40~100wt%的主改性剂和0~60wt%的辅助改性剂;所述主改性剂为甲基丙烯酸甲酯-甲基丙烯酸类苯酯二元共聚物和/或甲基丙烯酸甲酯-甲基丙烯酸-甲基丙烯酸类苯酯三元共聚物;所述辅助改性剂为甲基丙烯酸甲酯的聚合物。
22.与现有技术相比,本发明具有以下优点:
23.1)本发明添加的主改性剂和辅助改性剂,均含有甲基丙烯酸甲酯组分,具有良好的表面硬度、耐刮擦性和耐候性,可以显著提高pet材料的耐刮擦性。
24.2)本发明的辅助改性剂为甲基丙烯酸甲酯聚合物(pmma),不仅能显著提高聚酯材料的耐刮擦性和耐候性,而且pmma分子链为非结晶性材料,可以破坏聚酯材料的分子链规整性,避免pet在干燥、储存和加工过程出现重结晶,导致透明性降低。
25.3)本发明的辅助改性剂pmma的溶解度参数为9.0~9.5,pet约为10.7,从理论上两者是不相容的。pmma/pet共混体系是两相体系,pmma与pet的界面有明显的界线。因此单独使用辅助改性剂时,会对pet材料的透明性造成较大影响,所以必须加入主改性剂。
26.4)本发明的主改性剂中含有甲基丙烯酸甲酯和甲基丙烯酸类苯酯组分,使其不仅与pet材料和pmma材料相容性佳,熔混性良好,具有良好的耐热性和韧性的甲基丙烯酸类苯酯组分还能避免引入mma组分导致复合材料的韧性和耐高温性劣化。
27.5)本发明的制备方法,工艺简单,生产效率高。制备的改性pet材料,不仅具有传统pet的良好的机械强度、高透光率、低雾度和韧性,而且表面硬度高、耐刮擦性好,耐候性佳,可采用挤出、注塑、吹塑等多种成型工艺,具有较高的产业化应用价值。
具体实施方式
28.本发明提供了一种高透明耐刮擦pet复合材料,制备原料包括60~80重量份的pet树脂和20~40重量份的改性剂;
29.所述改性剂包括40~100wt%的主改性剂和0~60wt%的辅助改性剂;
30.所述主改性剂为甲基丙烯酸甲酯-甲基丙烯酸类苯酯二元共聚物和/或甲基丙烯酸甲酯-甲基丙烯酸-甲基丙烯酸类苯酯三元共聚物;
31.所述辅助改性剂为甲基丙烯酸甲酯的聚合物。
32.优选的,所述高透明耐刮擦pet复合材料,制备原料包括60~80重量份的pet树脂、8~40重量份的主改性剂和0~24重量份的辅助改性剂;
33.优选高透明耐刮擦pet复合材料,制备原料包括70~75重量份的pet树脂、15~24重量份的主改性剂和6~10重量份的辅助改性剂。
34.在本发明中,所述pet树脂可以是熔融缩聚产物和/或固相缩聚产物,其特性粘度为0.4~1.3dl/g。优选的,pet树脂为固相缩聚物体,所述特性粘度为0.65~1.00dl/g。
35.所述pet树脂优选包括聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚间苯二甲酸乙二醇酯、聚间苯二甲酸丁二醇酯和聚对苯二甲酸环己烷二甲醇酯中一种或几种。
36.在本发明中,所述pet树脂的重量份数优选为60~85份,更优选为65~80份,如60份、61份、62份、63份、64份、65份、66份、67份、68份、69份、70份、71份、72份、73份、74份、75份、76份、77份、78份、79份、80份、81份、82份、83份、84份、85份,优选为以上述任意数值为上限或下限的范围值。
37.在本发明中,所述改性剂包括主改性剂和辅助改性剂;所述主改性剂和辅助改性剂均为非结晶性材料。本发明通过采用成分为甲基丙烯酸甲酯的聚合物的辅助改性剂来改善pet的表面硬度和耐刮擦性能,但是,甲基丙烯酸甲酯的聚合物的引入又会带来一系列的问题,比如相容性欠佳,从而导致pet组分的耐热性能和韧性的明显下降,因此,本发明采用主改性剂与辅助改性剂复配改性剂技术来解决这一新产生的技术问题,本发明利用含有甲基丙烯酸类苯酯的主改性剂来改善因甲基丙烯酸甲酯组分所导致的物理机械性能(韧性)下降。
38.所述主改性剂为甲基丙烯酸甲酯-甲基丙烯酸类苯酯二元共聚物和/或甲基丙烯酸甲酯-甲基丙烯酸-甲基丙烯酸类苯酯三元共聚物;所述主改性剂的重量份数优选为6~40份,更优选为10~35份,如6份、7份、8份、9份、10份、11份、12份、13份、14份、15份、16份、17份、18份、19份、20份、21份、22份、23份、24份、25份、26份、27份、28份、29份、30份、31份、32份、33份、34份、35份、36份、37份、38份、39份、40份,优选为以上述任意数值为上限或下限的范围值。
39.在本发明中,所述甲基丙烯酸类苯酯包括甲基丙烯酸苯酯(pma)、甲基丙烯酸卞酯(bma)、2-苯氧基乙基甲基丙烯酸酯(phema)、甲基丙烯酸三苯甲酯(trma)等其中一种或两种。
40.在本发明中,所述主改性剂中,甲基丙烯酸甲酯(mma)组分的质量含量优选为60~80%,更优选为65~75%,如60%、61%、62%、63%、64%、65%、66%、67%、68%、69%、70%、71%、72%、73%、74%、75%、76%、77%、78%、79%、80%,优选为以上述任意数值为上限或下限的范围值;
41.甲基丙烯酸(ma)组分的质量含量优选为0~20%,更优选为5~10%,如0%、1%、2%、3%、4%、5%、6%、7%、8%、9%、10%、11%、12%、13%、14%、15%、16%、17%、18%、19%、20%,优选为以上述任意数值为上限或下限的范围值;
42.甲基丙烯酸类苯酯组分的质量含量优选为10%~30%,更优选为20~25%,如
10%、11%、12%、13%、14%、15%、16%、17%、18%、19%、20%、21%、22%、23%、24%、25%、26%、27%、28%、29%、30%,优选为以上述任意数值为上限或下限的范围值。
43.在本发明中,所述主改性剂的数均分子量(mn)优选为为20000~150000g/mol,更优选mn为50000~100000g/mol,如20000g/mol、30000g/mol、40000g/mol、50000g/mol、60000g/mol、70000g/mol、80000g/mol、90000g/mol、100000g/mol、110000g/mol、120000g/mol、130000g/mol、140000g/mol、150000g/mol,优选为以上述任意数值为上限或下限的范围值。
44.当所述辅助改性剂含量较高(>15重量份)时,所述主改性剂优选使用甲基丙烯酸甲酯-甲基丙烯酸-甲基丙烯酸类苯酯三元共聚物,通过引入第三单体甲基丙烯酸(ma),以补偿mma组分带来的耐热性和韧性影响。但如果ma组分含量过高(>20份),复合材料又也会出现相分离现象,综合机械性能下降明显。
45.当主改性剂中甲基丙烯酸甲酯组分含量过高(>80%)或甲基丙烯酸苯酯含量过低(<10%),无法起到有效的相容和增容作用;当主改性剂中甲基丙烯酸甲酯组分含量过低(<60%)或甲基丙烯酸苯酯含量过高(>30%)时,主改性剂的表面硬度较低,无法起到增硬效果。
46.在本发明中,所述主改性剂的透光率≥92%,雾度≤0.5%(3mm),熔融指数为1g/10min~14g/10min(230℃/负载为3.8kg),优选的,熔融指数为5g/10min~10g/10min(230℃/负载为3.8kg)。
47.在本发明中,所述辅助改性剂为甲基丙烯酸甲酯(mma)的共聚物。所述甲基丙烯酸甲酯的共聚物优选为光学级甲基丙烯酸甲酯(mma)的等规均聚物(ipmma)和/或间规共聚物(spmma),更优选spmma。
48.所述辅助改性剂的重量份数优选为0~24份,优选为5~20份,如0份、1份、2份、3份、4份、5份、6份、7份、8份、9份、10份、11份、12份、13份、14份、15份、16份、17份、18份、19份、20份、21份、22份、23份、24份,优选为以上述任意数值为上限或下限的范围值。
49.在本发明中,所述辅助改性剂透光率≥92%,雾度≤0.5%(3mm),熔融指数为1g/10min~21g/10min(230℃/负载为3.8kg);优选的,所述辅助改性剂3mm透光率≥93%,3mm雾度≤0.3%,熔融指数为2.4~5.5g/10min(230℃,3.8kg)。
50.本发明还提供了一种高透明耐刮擦pet复合材料的制备方法,包括以下步骤:
51.a)将pet树脂预干燥去除水分,经熔融挤出、冷却切粒,得到结晶破坏的无定形pet树脂;
52.b)将所述无定形pet树脂、主改性剂和辅助改性剂共混造粒、熔融塑化、挤出,得到高透明耐刮擦pet复合材料。
53.本发明首先将pet树脂原料的结晶破坏,使其呈现无色透明。本发明将pet树脂在烘箱内预干燥,去除水分,经双螺杆挤出机熔融挤出,再使用风冷或水冷切粒,得到结晶破坏的无定型pet树脂。
54.在本发明中,所述预干燥的温度优选为110~140℃,更优选为120~130℃,如110℃、115℃、120℃、125℃、130℃、135℃、140℃,优选为以上述任意数值为上限或下限的范围值;所述预干燥的时间优选为2~5小时,更优选为3~4小时。
55.在本发明中,所述双螺杆挤出机的挤出温度优选为250~300℃,更优选为260~
280℃,如250℃、26℃、270℃、280℃、290℃、300℃,优选为以上述任意数值为上限或下限的范围值;所述双螺杆挤出机的挤出速度优选为60~120rpm,更优选为80~100rpm,如60rpm、70rpm、80rpm、90rpm、100rpm、110rpm、120rpm,优选为以上述任意数值为上限或下限的范围值。
56.将所述pet树脂的结晶破坏之后,本发明将pet树脂进行干燥,所述干燥优选在红外烘箱或者鼓风烘箱中进行,所述烘干的温度优选为70~85℃,更优选为75~80℃,所述烘干的时间优选为4~8小时,更优选为5~6小时。
57.完成上述pet树脂的预处理之后,本发明对主改性剂和辅助改性剂进行干燥预处理,所述干燥优选在红外烘箱或者鼓风烘箱中进行,所述烘干的温度优选为80~105℃,更优选为90~100℃,所述烘干的时间优选为2~6小时,更优选为3~4小时。
58.完成所有原料的预处理之后,本发明将所述无定形pet树脂、主改性剂和辅助改性剂共混造粒、熔融塑化、挤出,得到高透明耐刮擦pet复合材料。
59.优选的,本发明通过质量式喂料机将上述三种原料喂入双螺杆挤出机中,将pet树脂通过双螺杆挤出机的主喂料口使用质量式主喂料机喂入;将主改性剂通过双螺杆挤出机的第二喂料口使用质量式次喂料机喂入,将辅助改性剂通过双螺杆挤出机的第三喂料口使用质量式次喂料机喂入,高透明耐刮擦pet复合材料中各组分质量含量,通过各质量式喂料机的喂料速度控制。主喂料机、第二喂料机、第三喂料机的喂料速度比例按照上文所述的pet树脂、主改性剂和辅助改性剂的质量分数进行控制,为(60~80):(8~40):(0~24),由此控制三组分物料的喂入质量比例,更优选的,所述主喂料机、第二喂料机、第三喂料机的喂料速度比例为(70~75):(15~24):(6~10)。。
60.在本发明中,所述双螺杆挤出机的挤出温度优选为250~290℃,更优选为260~280℃,如250℃、26℃、270℃、280℃、290℃,优选为以上述任意数值为上限或下限的范围值;所述双螺杆挤出机的挤出速度优选为60~120rpm,更优选为80~100rpm,如60rpm、70rpm、80rpm、90rpm、100rpm、110rpm、120rpm,优选为以上述任意数值为上限或下限的范围值。
61.本发明提供一种高透明耐刮擦pet复合材料,制备原料包括60~80重量份的pet树脂和20~40重量份的改性剂;所述改性剂包括40~100wt%的主改性剂和0~60wt%的辅助改性剂;所述主改性剂为甲基丙烯酸甲酯-甲基丙烯酸类苯酯二元共聚物和/或甲基丙烯酸甲酯-甲基丙烯酸-甲基丙烯酸类苯酯三元共聚物;所述辅助改性剂为甲基丙烯酸甲酯的聚合物。
62.与现有技术相比,本发明具有以下优点:
63.1)本发明的辅助改性剂为甲基丙烯酸甲酯聚合物(pmma),不仅能显著提高聚酯材料的耐刮擦性和表面硬度,而且pmma分子链为非结晶性材料,可以破坏聚酯材料的分子链规整性,避免pet在干燥、储存和加工过程出现重结晶,导致透明性降低。
64.2)本发明的辅助改性剂pmma的溶解度参数为9.0~9.5,pet树脂约为10.7,从理论上两者是不相容的。pmma/pet共混体系是两相体系,pmma与pet的界面有明显的界线。直接将辅助改性剂与pet树脂共混会带来一系列的问题,比如相容性欠佳,导致物理机械性能和透明性下降明显,所以需要加入“相容剂”。
65.3)传统相容剂通过只能改善pet树脂和pmma的相容性,并不能达到完全的热力学
相容效果。本发明的主改性剂中含有甲基丙烯酸甲酯和甲基丙烯酸类苯酯组分,使其不仅分别与pet材料和pmma材料相容性佳,熔混性良好,同时具有优良的耐热性和韧性,还能避免过量引入mma组分导致复合材料的韧性劣化。为了进一步的改善复合材料的耐热性,优选在主改性剂中引入第三单体ma,以满足各种高耐热要求的电子行业应用。
66.单独使用主改性剂,虽然也能改善pet的表面硬度和耐刮擦性,但当pet树脂组分含量太高(≥70份)或改性剂含量较低(≤30份)时,由于主改性剂中mma组分含量有限,改善效果可能不显著。优选主改性剂和辅助改性剂复配使用。
67.为了进一步说明本发明,以下结合实施例对本发明提供的一种高透明耐刮擦的pet复合材料及其制备方法进行详细描述,但不能将其理解为对本发明保护范围的限定。
68.需要说明的是,在本发明的实施方式中,本发明采用的实验和测试仪器以及性能测试方法如下:
69.(一)实验和测试仪器
70.(1)塑料注塑机:采用天津颐和中威机器有限公司的标准注塑机230ehzp2。
71.(2)万能拉力机:采用济南方圆试验机有限公司的微机控制电子万能试验机wdw-50kn。
72.(3)悬臂梁缺口冲击试验机:采用承德市金建检测仪器有限公司的悬臂梁缺口冲击试验机xjud-5.5。
73.(4)铅笔硬度:采用上海理涛自动化科技有限公司的铅笔硬度测试仪。
74.(5)玻璃化转变温度:采用美国ta公司的热分析系统dsc-q200。
75.(6)分光光度量度仪:采用美国hunterlab公司的分光光度量度仪vista。
76.(7)恒温恒湿箱:采用上海一恒科学仪器有限公司的恒温恒湿箱lhs-150hc-i。
77.(8)鼓风烘箱:采用采用上海一恒科学仪器有限公司的鼓风烘箱9070a。
78.(二)高透明耐刮擦pet复合材料的性能表征
79.使用塑料注塑机将高透明耐刮擦pet复合材料注塑成各标准的指定样条,分别进行如下测试,进行性能表征:
80.物理机械性能:
81.(1)拉伸强度和断裂伸长率
82.使用万能拉力机,参照《astm d638-2014 standard test method for tensile properties of plastics》,进行样条拉伸强度和断裂伸长率的测定。i型样条,试验速度为500mm/min,。
83.(2)冲击性能(韧性)
84.使用悬臂梁缺口冲击试验机,参照《astm d256-2018 standard test methods for determining the izod pendulum impact resistance of plastics》,进行样条冲击性能的测试。试样类型为ii型,a型缺口,样条厚度3.2mm
±
0.2mm,测试温度为23℃
±
0.5℃。
85.(3)表面硬度
86.使用铅笔硬度测试仪,参照《astm d3363-2005 standard test method for film hardness by pencil test》标准,进行样条耐刮擦性的测试。样条厚度为3.2mm,刮划速度为1cm/s,载荷为1kg。
87.热性能:
88.(4)玻璃化转变温度(tg)
89.热分析系统,参照美国ta公司的热分析系统dsc-q200产品使用说明书,进行样品颗粒进行示差量热分析。测试条件:升温速率为10℃/min,测试范围为25~250℃,保护气为高纯氮气,流速为20ml/min。
90.光学性能:
91.(5)透光率和雾度
92.使用分光光度量度仪,参照《astm d1003-2013透明塑料透光率和雾度》,在550nm波长下,进行样条透光率和雾度的测定。样条厚度为3.0mm。
93.(6)黄度指数
94.使用分光光度量度仪,参照《astm e1164-2012 standard practice for obtaining spectrometric data for object-color evaluation》,进行样条黄度指数yi的测定。样条厚度为3.0mm。
95.为了更清楚地解释本技术提供的高透明耐刮擦pet复合材料的制备方法的步骤流程,提供了以下实施例进行相应说明:
96.实施例1,高透明耐刮擦pet复合材料的制备方法的具体步骤为:
97.(1)原料的预处理
98.pet树脂的结晶破坏:将pet树脂在烘箱140℃,2h干燥去除水分,经双螺杆挤出机熔融挤出、风冷或水冷切粒,得到结晶破坏的无定形pet树脂。双螺杆挤出机螺杆转速为120rpm,挤出温度为300℃。
99.pet树脂的干燥处理:将无定形pet树脂,经鼓风烘箱85℃干燥4h,去除水分,备用。
100.改性剂的预处理;将所述主改性剂和辅助改性剂,分别在鼓风烘箱105℃干燥2h,去除水分后,备用。
101.所述pet树脂为熔融缩聚的聚对苯二甲酸乙二醇酯。制备方法参照华南理工大学的吴嘉梁的硕士毕业论文《不同成核剂对聚对苯二甲酸乙二醇酯的改性及其结晶性能研究》中表5-1中试所述1%苯甲酸钠作为成核剂制备的样品。特性粘度为
102.所述主改性剂为甲基丙烯酸甲酯(mma)-甲基丙烯酸(ma)-甲基丙烯酸苯酯(pma)三元共聚物。其中重量分数为mma组分为80%,pma组分为10%,ma组分为10%,数均分子量(mn)为150000g/mol。3mm透光率≥92%,3mm雾度≤0.5%,熔融指数为1g/10min(230℃/负载为3.8kg)。所述主改性剂采用本体聚合制备方法,参考华东理工大学的刘演莉的硕士毕业论文《本体聚合法合成pmma共聚物及其性能研究》。
103.所述辅助改性剂为甲基丙烯酸甲酯等规均聚物(ipmma)。所述ipmma为日本旭化成公司70fr,3mm透光率≥92%,3mm雾度≤0.5%,熔融指数为21g/10min(230℃,3.8kg)。(2)高透明耐刮擦pet复合材料的制备
104.将pet树脂通过双螺杆挤出机的主喂料口使用质量式主喂料机喂入;将主改性剂通过双螺杆挤出机的第二喂料口使用质量式次喂料机喂入,将辅助改性剂通过双螺杆挤出机的第三喂料口使用质量式次喂料机喂入,高透明耐刮擦pet复合材料中各组分质量含量,通过各质量式喂料机的喂料速度控制。主喂料机、第二喂料机、第三喂料机的喂料速度比例为60:16:24,由此控制三组分物料的喂入质量比例。经双螺杆挤出机共混造粒、熔融塑化、挤出成条、冷却切粒、干燥得到高透明耐刮擦pet复合材料。
105.所述双螺杆挤出机为带高效排气功能的同向双螺杆挤出机。所述双螺杆挤出机挤出温度为290℃,挤出速度为120rpm。
106.实施例2,高透明耐刮擦pet复合材料的制备方法的具体步骤为:
107.本实施例中,主喂料机、第二喂料机、第三喂料机的喂料速度比例为60:40:0。而其它按实施例1的步骤和配方制备高透明耐刮擦pet复合材料。
108.实施例3,高透明耐刮擦pet复合材料的制备方法的具体步骤为:
109.(1)原料的预处理
110.pet树脂的结晶破坏:将pet树脂在烘箱110℃,5h干燥去除水分,经双螺杆挤出机熔融挤出、风冷或水冷切粒,得到结晶破坏的无定形pet树脂。双螺杆挤出机螺杆转速为80rpm,挤出温度为260℃。
111.pet树脂的干燥处理:将无定形pet树脂,经红外烘箱75℃干燥6h,去除水分,备用。
112.改性剂的预处理;将所述主改性剂和辅助改性剂,分别在鼓风烘箱90℃干燥4h,去除水分后,备用。
113.所述pet树脂包括熔融缩聚的聚对苯二甲酸丁二醇酯80份和固相缩聚的聚对苯二甲酸乙二醇酯20份。所述聚对苯二甲酸丁二醇酯为江阴澄高新材料有限公司pbt树脂,s3130,特性粘度为所述聚对苯二甲酸丁二醇酯为华润公司pet树脂,cr-8863,特性粘度
114.所述改性剂包括主改性剂重量分数40%和辅助改性剂重量分数60%。
115.所述主改性剂为甲基丙烯酸甲酯(mma)-2-苯氧基乙基甲基丙烯酸酯(phema)二元共聚物。其中重量分数为mma组分70%,phema组分30%,数均分子量(mn)为100000g/mol。3mm透光率≥92%,3mm雾度≤0.5%,熔融指数为5g/10min(230℃/负载为3.8kg)。所述主改性剂采用本体聚合制备方法,参考华东理工大学的刘演莉的硕士毕业论文《本体聚合法合成pmma共聚物及其性能研究》。
116.所述辅助改性剂包括光学级甲基丙烯酸甲酯间规共聚物(spmma)重量分数60%和等规均聚物(ipmma)重量分数40%。所述spmma为日本可乐丽公司的sp-13,3mm透光率≥93%,3mm雾度≤0.3%,熔融指数为1.0g/10min(230℃/3.8kg)。所述ipmma为日本三菱丽阳的pmma vh-001,3mm透光率≥93%,3mm雾度≤0.3%,熔融指数为19g/10min(230℃/3.8kg)。
117.(2)高透明耐刮擦pet复合材料的制备
118.将pet树脂通过双螺杆挤出机的主喂料口使用质量式主喂料机喂入;将主改性剂通过双螺杆挤出机的第二喂料口使用质量式次喂料机喂入,将辅助改性剂通过双螺杆挤出机的第三喂料口使用质量式次喂料机喂入,高透明耐刮擦pet复合材料中各组分质量含量,通过各质量式喂料机的喂料速度控制。主喂料机、第二喂料机、第三喂料机的喂料速度比例为80:8:12,由此控制三组分物料的喂入质量比例。经双螺杆挤出机共混造粒、熔融塑化、挤出成条、冷却切粒、干燥得到高透明耐刮擦pet复合材料。所述双螺杆挤出机为带高效排气功能的同向双螺杆挤出机。所述双螺杆挤出机挤出温度为250℃,挤出速度为60rpm。
119.实施例4,高透明耐刮擦pet复合材料的制备方法的具体步骤为:
120.(1)原料的预处理
121.pet树脂的结晶破坏:将pet树脂在烘箱120℃,4h干燥去除水分,经双螺杆挤出机
熔融挤出、风冷或水冷切粒,得到结晶破坏的无定形pet树脂。双螺杆挤出机螺杆转速为80rpm,挤出温度为260℃。
122.pet树脂的干燥处理:将无定形pet树脂,经红外烘箱75℃干燥6h,去除水分,备用。
123.改性剂的预处理;将所述主改性剂和辅助改性剂,分别在鼓风烘箱90℃干燥4h,去除水分后,备用。
124.所述pet树脂为固相缩聚的聚对苯二甲酸乙二醇酯,南京兰埔成实业有限公司,pet树脂,特性粘度
125.所述改性剂包括主改性剂重量分数80%和辅助改性剂重量分数20%。
126.所述主改性剂包括重量分数60%的甲基丙烯酸甲酯(mma)-甲基丙烯酸(ma)-甲基丙烯酸三苯甲酯(trma)三元共聚物和质量分数40%的甲基丙烯酸甲酯(mma)-甲基丙烯酸三苯甲酯(trma)二元共聚物。所述甲基丙烯酸甲酯(mma)-甲基丙烯酸(ma)-甲基丙烯酸三苯甲酯(trma)三元共聚物,重量分数mma组分为60%,trma组分为30%,ma组分为10%,数均分子量(mn)为150000g/mol。3mm透光率≥92%,3mm雾度≤0.5%,熔融指数为1g/10min(230℃/负载为3.8kg)。所述甲基丙烯酸甲酯(mma)-甲基丙烯酸三苯甲酯(trma)二元共聚物,其中重量分数mma组分为80%,trma组分为20%,数均分子量(mn)为20000g/mol。3mm透光率≥92%,3mm雾度≤0.5%,熔融指数为14g/10min(230℃/负载为3.8kg)。制备方法参考长春工业大学的张浩的硕士毕业论文《耐热pmma树脂的合成及热性能研究》。
127.所述辅助改性剂包括光学级甲基丙烯酸甲酯均聚物(ipmma),日本旭化成公司,80nh,3mm透光率≥92%,3mm雾度≤0.5%,熔融指数为5.5g/10min(230℃/3.8kg)。
128.(2)高透明耐刮擦pet复合材料的制备
129.将pet树脂通过双螺杆挤出机的主喂料口使用质量式主喂料机喂入;将主改性剂通过双螺杆挤出机的第二喂料口使用质量式次喂料机喂入,将辅助改性剂通过双螺杆挤出机的第三喂料口使用质量式次喂料机喂入,高透明耐刮擦pet复合材料中各组分质量含量,通过各质量式喂料机的喂料速度控制。主喂料机、第二喂料机、第三喂料机的喂料速度比例为70:24:6,由此控制三组分物料的喂入质量比例。经双螺杆挤出机共混造粒、熔融塑化、挤出成条、冷却切粒、干燥得到高透明耐刮擦pet复合材料。所述双螺杆挤出机为带高效排气功能的同向双螺杆挤出机。所述双螺杆挤出机挤出温度为260℃,挤出速度为80rpm。
130.对比实施例4-1
131.使用实施例4中的pet树脂(南京兰埔成实业有限公司,pet树脂,特性粘度)进行性能测试对比。
132.对比实施例4-2
133.使用实施例4中的主改性剂(mma二元共聚物)进行性能测试对比。
134.对比实施例4-3
135.使用实施例4中的辅助改性剂(日本旭化成公司,80nh)进行性能测试对比。
136.对比实施例4-4
137.高透明耐刮擦pet复合材料的制备方法的具体步骤为:本对比实施例中,将辅助改性剂全部替换为主改性剂。即主喂料机、第二喂料机、第三喂料机的喂料速度比例为70:30:0。而其它按实验例4的步骤和配方制备高透明耐刮擦pet复合材料。
138.对比实施例4-5
139.高透明耐刮擦pet复合材料的制备方法的具体步骤为:本对比实施例中,将主改性剂全部替换为辅助改性剂。即主喂料机、第二喂料机、第三喂料机的喂料速度比例为70:0:30。而其它按实验例4的步骤和配方制备高透明耐刮擦pet复合材料。
140.实施例5,高透明耐刮擦pet复合材料的制备方法的具体步骤为:
141.(1)原料的预处理
142.pet树脂的结晶破坏:将pet树脂在烘箱130℃,3h干燥去除水分,经双螺杆挤出机熔融挤出、风冷或水冷切粒,得到结晶破坏的无定形pet树脂。双螺杆挤出机螺杆转速为100rpm,挤出温度为280℃。
143.pet树脂的干燥处理:将无定形pet树脂,经红外烘箱80℃干燥5h,去除水分,备用。
144.改性剂的预处理;将所述主改性剂和辅助改性剂,分别在鼓风烘箱100℃干燥3h,去除水分后,备用。
145.所述pet树脂为固相缩聚的聚对苯二甲酸丁二醇酯,江苏南通星辰合成材料有限公司的pbt 1100a,特性粘度
146.所述改性剂包括主改性剂重量分数60%和辅助改性剂重量分数40%。
147.所述主改性剂为甲基丙烯酸甲酯(mma)-甲基丙烯酸(ma)-甲基丙烯酸苯酯(pma)三元共聚物。其中重量分数mma组分为75%,pma组分为20%,ma组分为5%,数均分子量(mn)为50000g/mol。3mm透光率≥92%,3mm雾度≤0.5%,熔融指数为10g/10min(230℃/负载为3.8kg)。所述主改性剂采用本体聚合制备方法,参考华东理工大学的刘演莉的硕士毕业论文《本体聚合法合成pmma共聚物及其性能研究》。
148.所述辅助改性剂为市售的光学级甲基丙烯酸甲酯间规共聚物(spmma),日本可乐丽公司,hr1000s,3mm透光率≥93%,3mm雾度≤0.3%,熔融指数为2.4g/10min(230℃/3.8kg)。
149.(2)高透明耐刮擦pet复合材料的制备
150.将pet树脂通过双螺杆挤出机的主喂料口使用质量式主喂料机喂入;将主改性剂通过双螺杆挤出机的第二喂料口使用质量式次喂料机喂入,将辅助改性剂通过双螺杆挤出机的第三喂料口使用质量式次喂料机喂入,高透明耐刮擦pet复合材料中各组分质量含量,通过各质量式喂料机的喂料速度控制。主喂料机、第二喂料机、第三喂料机的喂料速度比例为75:15:10,由此控制三组分物料的喂入质量比例。经双螺杆挤出机共混造粒、熔融塑化、挤出成条、冷却切粒、干燥得到高透明耐刮擦pet复合材料。所述双螺杆挤出机为带高效排气功能的同向双螺杆挤出机。所述双螺杆挤出机挤出温度为280℃,挤出速度为100rpm。
151.对比实施例5-1
152.高透明耐刮擦pet复合材料的制备方法的具体步骤为:本对比实施例中,主喂料机、第二喂料机、第三喂料机的喂料速度比例调整为50:15:35。而其它按实验例5的步骤和配方制备高透明耐刮擦pet复合材料。
153.对比实施例5-2
154.高透明耐刮擦pet复合材料的制备方法的具体步骤为:本对比实施例中,主喂料机、第二喂料机、第三喂料机的喂料速度比例调整为85:10:5。而其它按实验例5的步骤和配方制备高透明耐刮擦pet复合材料。
155.对比实施例5-3
156.高透明耐刮擦pet复合材料的制备方法的具体步骤为:本对比实施例中,主喂料机、第二喂料机、第三喂料机的喂料速度比例调整为75:5:20。而其它按实验例5的步骤和配方制备高透明耐刮擦pet复合材料。
157.对比实施例5-4
158.高透明耐刮擦pet复合材料的制备方法的具体步骤为:本对比实施例中,主喂料机、第二喂料机、第三喂料机的喂料速度比例调整为60:10:30。而其它按实验例5的步骤和配方制备高透明耐刮擦pet复合材料。
159.各实施例和对比实施例制备的高透明耐刮擦pet复合材料的性能指标如下:
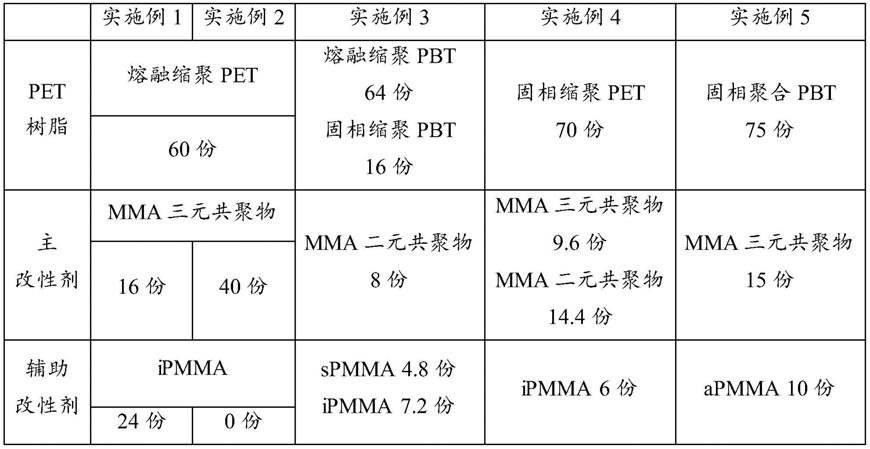
160.表1实施例1~5的物料配比(重量份数)
[0161][0162]
表2实施例中高透明耐刮擦pet复合材料的性能数据
[0163][0164]
从表1和表2可以看出,本发明得到的高透明耐刮擦pet复合材料,不仅保持了pet树脂良好的力学强度和韧性(拉伸强度、扯断伸长率和冲击强度),优异的光学性能(透光率>86%,雾度≤1.0%,yi≤1.0),还具有优良的耐磨抗划伤性能(表面硬度h以上)和耐热性
能(相比较pet树脂提高10℃以上),特别适合于电子电器、化妆品、工艺品等的包装材料,以及车窗膜、反射膜、增透膜、滤光膜、光学保护膜、偏振膜、分光膜等功能性光学膜的光学保护膜材,具有很好的使用效果与应用前景。
[0165]
这是因为本发明专利中,改性剂中的甲基丙烯酸甲酯组分和甲基丙烯酸苯酯类组分都是碳碳单键结构,而且甲基丙烯酸酯的酯基都在支链上。在pet树脂与改性剂熔融共混时,pet树脂能够通过酯交换反应接枝到改性剂(特别是主改性剂)的支链上,即pet树脂产生了接枝结构,在复合材料内部起到增容效果。特别是pet树脂属于芳香族聚酯系列化合物材料,主改性剂中有含有芳香族聚酯官能团支链,因此具有较好的相容性。改性剂一方面破坏了pet分子链的规整性,降低了pet的结晶性能,改善了复合材料的透明性,另一方面虽然辅助改性剂的加入会急剧降低pet树脂的韧性,但主改性剂中的苯酯能够明显提高pet树脂的韧性(冲击强度),以达到高透明耐刮擦pet复合材料的综合力学性能的平衡。
[0166]
表3实施例4和对比实施例4-1~4-5的物料配比表(重量份数)
[0167][0168]
表4实施例4和对比实施例4-1~4-5的性能测试
[0169][0170]
从表3和表4可以看出,与纯的pet树脂相比(对比实施例4-1),本发明的高透明耐刮擦pet复合材料的物理机械强度和光学性能下降不明显,但表面硬度明显提高(从b提高至h),玻璃化转变温度也由68℃提升到86℃,耐热性改善。本发明的辅助改性剂(对比实施例4-3),具有优异的光学性能、拉伸强度和表面硬度(3h),较高的玻璃化转变温度,但其韧性极差(冲击强度和扯断伸长率),单独使用于改善pet树脂的表面硬度和力学强度时(对比实施例4-5),复合材料的韧性也急剧下降,非常脆,无法应用于透明包装材料和保护膜材料。并且复合材料出现两个tg,说明pet树脂与辅助改性剂的确不是很理想,这也导致了复合材料为白色(透光率<86%,雾度远远>2%)。
[0171]
本发明的主改性剂(对比实施例4-2)具有较好的光学性能(高透光率、极低雾度和黄度)、优异的冲击强度和良好的耐热性(高玻璃化转变温度),是pet树脂较理想的耐热、增韧和增容改性剂。但如果复合材料中pet树脂组分含量太高(≥70份),由于主改性剂表面硬度不是特别高(h),单独主改性剂时(对比实施例4-4),则不能将pet树脂的表面硬度提高至使用要求的h及以上,此时还是得复配辅助改性剂使用。
[0172]
表5实施例5和对比实施例5-1~5-4的物料配比表(重量份数)
[0173][0174]
表6实施例5和对比实施例5-1~5-4的性能测试
[0175][0176]
从表5和表6可以看出,当pet树脂含量<60份时(对比实施例5-1),改性剂的含量过高(特别是辅助改性剂),复合材料的耐刮擦性虽然显著改善,但韧性急剧下降。同理,辅助改性剂含量>24份时(对比实施例5-5),复合材料的韧性也是劣化严重,很多领域无法应用。
[0177]
当pet树脂含量>80份时(对比实施例5-2),由于改性剂含量太低,pet复合材料的硬度并没有有效改善(表面硬度hb)。当主改性剂含量太低时(对比实施例5-3),并不能很好的起到pet树脂与辅助改性剂之之间的增容效果,导致复合材料相容性不是特别理想,复合材料出现两个tg,综合力学性能下降,雾度也明显提高。
[0178]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1