利用废旧PVC制备耐磨阻燃型工业地板膜的方法
利用废旧pvc制备耐磨阻燃型工业地板膜的方法
技术领域
1.本发明涉及建筑废弃高分子材料绿色利用领域,尤其是涉及一种利用废旧pvc制备耐磨阻燃型工业地板膜的方法。
背景技术:
2.在人口不断增长和工业革命发展的同时,一座座高楼大厦取代了农田和平房,随之而来的还有逐年呈指数型增长的建筑垃圾。在初期,绝大部分的建筑废弃物在未经任何处理的情况下,就被人们掩埋或露天堆放在郊区,长期得不到相关的分类和处理,对相应区域范围的空气、土壤和水质造成了严重的损害。但随着科学知识水平和技术操作能力的提高,人们开始致力于回收可循环利用的建筑垃圾,并以它们为原料,与其它材料进行复合制备出具有新性能的商业化材料。这种将建筑垃圾变废为宝的措施是一项有力的保护生态环境的举措。
3.随着人们生活水平的提高,用于国民生活中的地面材料种类繁多,比如石材、水泥类材料和木材等。而且自从高分子材料的出现之后,一些聚合物材料与各种助剂混合制得的复合材料也推动了地面材料的发展。在早期,地面材料多以混凝土材料为主,但在施工时,对施工的技术水平较高,常常因为施工效率低而导致地面的平整度和强度差。石材的出现解决了平整度的问题,但它的表面过于光滑,人们在使用时有打滑的风险。木材是目前广泛用于室内装修的一种地板材料,但它本身的性质使得在潮湿或酸碱性强的环境中易受到腐蚀,耐磨性差,使用寿命短。当下,企业的产业链结构种类丰富多样,所要求的地面材料性能也是不同的,而石材、水泥类材料和木材等材料已经不能满足人们在各个不同应用场所的应用需求,能够根据性能来设计组成和工艺的聚合物基复合地面材料应运而生。
4.传统的地板膜由于强度低、耐磨性差和耐候性差等特点,在使用时会出现容易出现小裂缝,随着时间的延长,易发展成大缺口,使用的年限受到了极大的限制,增加了维修和翻新成本。是否有可能将利用上述建筑垃圾变废为宝制备新型工业地板膜,这对现有的研究者构成较大的技术挑战。
技术实现要素:
5.本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种利用废旧pvc制备耐磨阻燃型工业地板膜的方法,将废旧pvc变废为宝,解决了传统地板膜强度低、耐磨性差、阻燃性差和使用期短的问题。
6.本发明的目的可以通过以下技术方案来实现:
7.本发明的目的是保护一种利用废旧pvc制备耐磨阻燃型工业地板膜的方法,包括以下步骤:
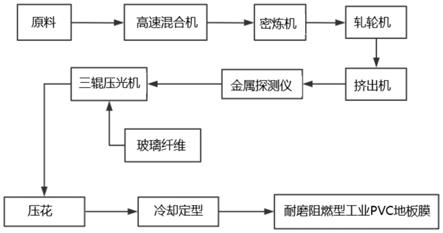
8.s1:将废旧pvc、主增塑剂、阻燃型增塑剂、热稳定剂、抗氧剂和光稳定剂按先固后液的顺序加入高速混合机中进行混合搅拌,充分混合均匀;
9.s2:将混合后的物料进行双轮塑炼,进一步混合和过滤后加入挤出机中熔化挤出,
通过金属检测仪检测并筛出金属物质;
10.s3:将挤出物输送至三辊压光机中的2个成型模具中,同时将玻璃纤维从这两个模具中间放入以此形成中间层,在三辊压光机的牵引力作用下,将三层材料复合压延成型,得到在厚度上具有夹层结构的半成品;
11.s4:将获得的半成品置于室温冷却、收卷,然后对半成品进行压花、冷却定型,得到耐磨阻燃型工业地板膜,进行分卷、包装、运出。
12.进一步地,s1中,所述废旧pvc的密度为1.4~1.6g/cm3,抗张强度为60~65mpa,冲击强度为6~10kj/m2,阻燃值大于45,热容值为0.9kj/(kg
·
k)。
13.进一步地,s3中,所述玻璃纤维软化点为500~750℃,沸点约为1000℃,密度为2.4-2.76g/cm3,所述玻璃纤维的用量为聚氯乙烯用量的40~60wt%。
14.进一步地,s1中,所述主增塑剂为邻苯二甲酸二辛酯,所述主增塑剂的用量为聚氯乙烯用量的15~30wt%。主增塑剂为黄色油状液体,密度为0.978g/cm3,沸点为340℃,凝固点为-40℃,折光率为1.482,闪点为219℃。
15.进一步地,s1中,所述阻燃型增塑剂为磷酸甲苯二苯酯,所述阻燃型增塑剂的用量为聚氯乙烯用量的4%~8%wt%。所述阻燃型增塑剂为无色透明液体,密度为1.2g/cm3,沸点为235~255℃,熔点为-38℃,闪点为232℃。
16.进一步地,s1中,所述光稳定剂为2'-(2'-羟基-3'-叔丁基-5'-甲基苯基)-5-氯苯并三唑(简称uv-326),所述光稳定剂的用量为聚氯乙烯用量的0.05~2wt%。所述光稳定剂为淡黄色结晶粉末,熔点137~141℃,溶于苯乙烯、苯、甲苯等溶剂和单体,不溶解于水。
17.进一步地,所述热稳定剂为液体钙/锌复合稳定剂,有良好的热稳定性、无毒、无味,其用量为聚氯乙烯用量的2%~4%。
18.进一步地,s1中,所述抗氧剂为2,2'-亚甲基双(4-甲基-6-叔丁基苯酚)(简称抗氧剂2246),所述抗氧剂的用量为聚氯乙烯用量的其用量为聚氯乙烯用量的0.1~1wt%。白色或乳白色结晶粉末,熔点125.0~133.0℃,密度为1.04~1.09g/cm3,溶于乙醇、丙酮、苯、石油醚等有机溶剂,不溶于水。
19.进一步地,本技术方案中高速混合机、密炼机、开炼机、挤出机、三辊压光机等仪器设备均为生产工业地板膜专用设备,加工尺寸4.5~8.5m。
20.进一步地,s1中,在废旧pvc中先添加液体类添加剂在60~70℃下搅拌,搅拌转速为400~500r/min,搅拌时间为5~9min,再加入粉体类添加剂,搅拌温度为90~100℃,此时搅拌转速600~700r/min,使其混合均匀。
21.进一步地,s2中,将s1中冷却的混合料输送至密炼机中,进行第一次混炼塑化,密炼温度150~160℃,上顶栓压力约0.4mpa,6~8min后出料,再进行双轮塑炼,轧轮机一的速比为1:1.14,温度155~160℃,轧轮机二的速比为1:1.21,温度160~165℃;
22.s2中,将混炼后的物料加入挤出机中高温熔化挤出过滤,螺杆转速15~25r/min,螺杆的直径约240~260mm,螺杆长径比为1:5.5,温度为165~185℃,过滤目数为130目。
23.进一步地,s2中,将挤出的物料经传送带传至金属检测仪中,将重金属检测并除去,金属检测仪频率300~700hz;
24.s3中,三辊压光机的辊筒直径φ320~φ800mm,辊筒长度500~4000mm,辊筒线速度30~35℃;
25.s4中,将碾压成型的样品分别置于有设计好图案的雕刻铜辊筒中,压花辊温度50~60℃,线速度为31~35m/min,然后经过冷却辊进行冷却定型,冷却辊温度24~30℃,线速度为33~36m/min。
26.与现有技术相比,本发明具有以下技术优势:
27.(1)本发明中利用废旧pvc制备耐磨阻燃型工业地板膜的方法是由建筑废料pvc为原料,在体系中加入热稳定剂、主增塑剂、抗氧剂、光稳定剂、阻燃型增塑剂和玻璃纤维制得,材料来源广泛,性价比高,地板膜因为其耐磨性、高强度、阻燃性和防滑等特点,已经在用于入户门和水电改造的保护以及瓷砖、地板的铺贴保护等相关领域。
28.(2)本发明所中利用废旧pvc制备耐磨阻燃型工业pvc地板膜的长度和宽度可根据消费者的需求,对不同的使用场合进行相应的裁剪,由于玻璃纤维增强的pvc地板膜特有的耐紫外线、抗氧性、耐磨性、高强度和收缩率低等优点,可以用于许多水泥厂、洗煤厂等公司工厂的生产车间的地面铺设防护,容易进行清洁和维护。
29.(3)本发明中利用废旧pvc制备耐磨阻燃型工业pvc地板膜,由于玻璃纤维的加入,使其相比于传统的地板膜具有更高的强度和更好的耐磨性和尺寸稳定性,而抗氧剂、光稳定剂和热稳定剂的加入,提高了它的耐候性,使其具有较好的防老化效果,从而延长了应用寿命;对于需要长期堆积重物或重物的多次摩擦拖拉的工作场所,利用地板膜可以保护地面不受磨损和破坏。
30.(4)本发明中利用废旧pvc制备耐磨阻燃型工业pvc地板膜,利用了新型化学纤维织物背衬工艺,使pvc基料作为背层和面层,与玻璃纤维增强层形成夹层结构,保证了材料的平整性,背面凹凸感强,增加与粘接胶水的接触面积,提高了粘结强度和附着力,在实际应用时易铺贴。
附图说明
31.图1为本技术方案中利用废旧pvc制备耐磨阻燃型工业地板膜的工艺流程图。
32.图2为本技术方案中利用废旧pvc制备耐磨阻燃型工业地板膜的背衬工艺示意图。
具体实施方式
33.下面结合附图和具体实施例对本发明进行详细说明。本技术方案中如未明确说明的制备手段、材料、结构或组成配比等特征,均视为现有技术中公开的常见技术特征。
34.本技术方案中所指的新型工业地板膜具有超耐磨、高强度、耐腐蚀、阻燃性、易清洁和易维护等优异性能,绿色环保。
35.本技术方案中的耐磨阻燃型工业地板膜以废旧的pvc为原料,生产过程中加入适当的玻璃纤维、主增塑剂、阻燃型增塑剂和防老化剂等各种助剂,经过压延、挤出的工艺制得。防老化剂中含有热稳定剂、抗氧剂和光稳定剂,可以削弱紫外线和日光照射强度。阻燃型增塑剂既起到改善pvc的分子结构,适当降低脆性的作用,也使产品具有一定的阻燃性。玻璃纤维的用量为聚氯乙烯用量的40~60wt%,玻璃纤维的加入可以提高产品的强度、刚性和尺寸稳定性,降低收缩率,延长使用寿命,无需维护成本,有很好的应用前景。
36.本技术方案中以废旧pvc为原料,生产过程中加入适当的玻璃纤维、阻燃型增塑剂和防老化剂等各种助剂,经过压延、挤出的工艺制得。采用新型化学纤维织物背衬工艺,与
玻璃纤维增强层形成夹层结构,保证了材料的平整性,背衬凹凸感强,具有较好的抗老化效果、耐磨性、高强度和收缩率低等优点;可根据消费者的需求,对不同的使用场合进行相应的裁剪,可以用于水泥厂、洗煤厂等公司工厂的生产车间和室内外地面的装饰,在设置以后,不仅可以有效的保护地面不受磨损和破坏,还可以承载重物;同时地板膜的施工便捷,采用的是铺装工艺,可以边施工边生产,绿色环保;对于损坏区域可进行裁剪更换,也可利用罩面技术进行整体翻新,无维护费用,污染后可直接用水拭去。
37.本技术方案中利用废旧pvc制备耐磨阻燃型工业地板膜在各类工厂的生产车间和室内外地面装饰中进行地面铺设应用,应用方法为:采用的是铺装工艺,方便施工,施工周期短,易清洁。铺装后的12h可行走,48h可载物,随铺随用,可减少客户资源闲置的成本。日常无需特殊保养,维护成本较低,损坏区域可裁剪更换,可采用罩面技术进行整体翻新。除此之外,本发明所述的一种利用废旧pvc制备耐磨阻燃型工业地板膜的施工工艺与其他类地面铺设材料相同。
38.实施例1
39.参见图1中的利用废旧pvc制备耐磨阻燃型工业地板膜的工艺流程图和图2中的利用废旧pvc制备耐磨阻燃型工业地板膜的背衬工艺示意图,具体制备流程如下:
40.(1)将废旧pvc、热稳定剂、光稳定剂、抗氧剂、阻燃型增塑剂和主增塑剂按重量份分别为100份、3份、1份、0.55份、6份和22.5份进行称量配料,在废旧pvc中先添加液体类添加剂在65℃搅拌,此时搅拌转速为400r/min,搅拌6min,再加入粉体,搅拌温度95℃,此时搅拌转速600r/min,使其混合均匀。
41.(2)将步骤(1)中冷却的混合料输送至密炼机中,进行第一次混炼塑化,密炼温度155℃,上顶栓压力约0.4mpa,6min后出料;再进行双轮塑炼,轧轮机一的速比为1:1.14,温度155℃;轧轮机二的速比为1:1.21,温度160℃。
42.(3)将步骤(2)中混炼后的物料加入挤出机中高温熔化挤出过滤,螺杆转速15r/min,螺杆的直径约240mm,长径比为1:5.5,温度为165℃,过滤目数为130目。
43.(4)将步骤(3)中挤出的物料经传送带传至金属检测仪中,将重金属检测并除去,金属检测仪频率400hz。
44.(5)将步骤(4)中剔除金属杂质的物料分别输送至三辊压光机的2个成型模具中,同时将玻璃纤维从这两个模具中间放入形成中间层,在三辊压光机的牵引力作用下,将这三层材料复合压延成型,得到具有一定厚度夹层结构的半成品,辊筒直径φ400mm,辊筒长度1000mm,辊筒线速度30℃,置于室温冷却收卷。
45.(6)将步骤(5)中碾压成型的样品分别置于有设计好图案的雕刻铜辊筒中,压花辊温度50℃,线速度为31m/min,然后经过冷却辊进行冷却定型,冷却辊温度24℃,线速度为33m/min。
46.(7)将步骤(6)中冷却定型后得到的地板膜进行分卷,包装运出。
47.本实施例性能测试结果如下:
48.表1一种利用废旧pvc制备耐磨阻燃型工业地板膜的耐磨性能测试(实施例1)
49.50.说明:参照标准en 660-2。
51.表2一种利用废旧pvc制备耐磨阻燃型工业地板膜的燃烧性能测试
[0052][0053]
实施例2
[0054]
与实施例1相比,将步骤(1)中液体粉料搅拌温度由65℃改为70℃,搅拌时间由6min改为8min,其他条件保持不变。
[0055]
实施例3
[0056]
与实施例1相比,将步骤(1)中固体粉料搅拌温度由95℃改为100℃,搅拌转速由600r/min改为700r/min,其他条件保持不变。
[0057]
实施例4
[0058]
与实施例1相比,将步骤(1)中液体粉料的搅拌转速由400r/min改为500r/min,其他条件保持不变。
[0059]
实施例5
[0060]
与实施例1相比,将步骤(2)中物料在密炼机中的密炼温度由155℃改为158℃,出料时间由6min改为7min,其他条件保持不变。
[0061]
实施例6
[0062]
与实施例1相比,将步骤(2)中物料在进行双轮塑炼时轧轮机一的温度由155℃改为160℃,其他条件保持不变。
[0063]
实施例7
[0064]
与实施例1相比,将步骤(2)中物料在进行双轮塑炼时轧轮机二的温度由160℃改为163℃;其他条件保持不变。
[0065]
实施例8
[0066]
与实施例1相比,将步骤(3)中物料加入挤出机时,螺杆转速由15r/min改为20r/min,其他条件保持不变。
[0067]
实施例9
[0068]
与实施例1相比,将步骤(3)中物料加入挤出机时,螺杆的直径由240mm改为250mm,其他条件保持不变。
[0069]
实施例10
[0070]
与实施例1相比,将步骤(3)中物料加入挤出机时,温度由165℃改为175℃,其他条件保持不变。
[0071]
实施例11
[0072]
与实施例1相比,将步骤(4)中金属检测仪频率由400hz改为600hz,其他条件保持不变。
[0073]
实施例12
[0074]
与实施例1相比,将步骤(4)中金属检测仪频率由400hz改为700hz,其他条件保持不变。
[0075]
实施例13
[0076]
与实施例1相比,将步骤(5)中辊筒直径由400mm改为500mm,其他条件保持不变。
[0077]
实施例14
[0078]
与实施例1相比,将步骤(5)中辊筒直径由400mm改为600mm,其他条件保持不变。
[0079]
实施例15
[0080]
与实施例1相比,将步骤(5)中辊筒长度由1000mm改为2000mm,其他条件保持不变。
[0081]
实施例16
[0082]
与实施例1相比,将步骤(5)中辊筒长度由1000mm改为3000mm,其他条件保持不变。
[0083]
实施例17
[0084]
与实施例1相比,将步骤(6)中样品置于铜辊筒中时的压花辊温度由50℃改为60℃,其他条件保持不变。
[0085]
实施例18
[0086]
与实施例1相比,将步骤(6)中样品置于铜辊筒中时的压花辊的线速度由31m/min改为33m/min,其他条件保持不变。
[0087]
实施例19
[0088]
与实施例1相比,将步骤(6)中样品进行冷却定型时的冷却辊温度由24℃改为28℃,其他条件保持不变。
[0089]
实施例20
[0090]
与实施例1相比,将步骤(6)中样品进行冷却定型时的冷却辊的辊筒线速度由33m/min改为36m/min,其他条件保持不变。
[0091]
实施例21
[0092]
与实施例1相比,将步骤(1)中热稳定剂、光稳定剂、抗氧剂、阻燃型增塑剂和主增塑剂的重量份分别改为2份、0.05份、0.1份、4份和15份进行称量配料,其他条件保持不变。
[0093]
实施例22
[0094]
与实施例1相比,将步骤(1)中热稳定剂、光稳定剂、抗氧剂、阻燃型增塑剂和主增塑剂的重量份分别改为4份、2份、1份、8份和30份进行称量配料,其他条件保持不变。
[0095]
在本技术方案限定的工艺参数下,实施例2-22中获得的利用废旧pvc制备的耐磨阻燃型工业地板膜与实施例1的产品具有类似的性能,性能测试结果请参见实施例1表格中数据。
[0096]
上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1