一种智能加水配比系统的制作方法
1.本实用新型属于白酒制曲技术领域,尤其涉及一种智能加水配比系统。
背景技术:
2.麦粉的拌料加水是制曲工序中的关键性一步。因发酵时同一个发酵房中不同位置处的每一层曲块所需的含水量和母曲量均不相同,且生产中来料的大小也是根据生产需求实时调节的,所以曲块成型前的加水量及母曲量是实时变化的。而现有的生产模式中,加水量及母曲量的大小只能凭曲师的经验和感官去人为手动控制,故曲块的质量得不到有效保障,充满了很多不确定因数。
技术实现要素:
3.本实用新型需要解决的技术问题是克服背景技术的不足之处,提供一种智能加水配比系统,能够将制曲过程中需要的麦粉、母曲、水三者按既定比例精确混合;且能够根据麦粉的流量及含水量变化,自动适时调节母曲、水的配比量,达到伺服跟踪的目的,最终保证所制备曲块的质量。
4.为了实现上述的技术特征,本实用新型的目的是这样实现的:一种智能加水配比系统,它包括用于制备并检测麦粉的麦粉检测控制系统;
5.用于供应母曲的母曲检测控制系统;
6.麦粉检测控制系统和母曲检测控制系统的原料输出口同时与用于对麦粉和母曲进行初步混合的母曲汇合螺旋机相连;
7.母曲汇合螺旋机的出料口与卧式混合机相连;
8.卧式混合机的出料口与出料螺旋机相连;
9.所述卧式混合机与用于供水的自动加水系统相连;
10.所述麦粉检测控制系统与plc控制组件相连,plc控制组件相连根据实时检测计算到的麦粉流量,控制母曲检测控制系统输送相对应比例的母曲流量;同时,plc控制组件根据实时检测计算到的麦粉流量,控制自动加水系统供应与之相匹配的水流量;
11.还包括与plc控制组件相连的人机交换控制系统。
12.所述麦粉检测控制系统包括麦粉检测控制系统包括磨粉机,所述磨粉机的出料口与麦粉定量筒相连;所述麦粉定量筒的内部安装有用于检测麦粉量的料位计组件,在麦粉定量筒的内部安装有用于检测麦粉含水量的水分检测仪;所述麦粉定量筒的出料口与母曲汇合螺旋机的第一进料口相连。
13.所述料位计组件包括沿着麦粉定量筒高度方向从下至上依次布置的下料位计、中料位计和上料位计,并分别用于检测麦粉定量筒内部麦粉的低位、中位和高位。
14.所述母曲检测控制系统包括母曲仓,所述母曲仓的出料口与母曲定量螺旋机的进料口相连,所述母曲定量螺旋机的出料口通过母曲观察窗与母曲汇合螺旋机的第二进料口相连。
15.所述人机交换控制系统包括升降安装立柱,所述升降安装立柱上通过旋转臂安装有触摸控制屏;还包括启动及急停按钮和指示灯;所述触摸控制屏与plc控制组件通讯相连。
16.所述plc控制组件包括plc控制器、接触器、断路器、空气开关、直流电源和工业交换机;所述plc控制组件分析处理来人机交换控制系统的命令,对所有执行组件给出相应控制指令。
17.所述自动加水系统包括气动比例调节阀、电磁流量计、恒压供水装置和plc控制组件;
18.所述气动比例调节阀用于精确控制加水量,根据输入指令由plc控制组件自动控制,控制精度误差≤3
‰
;
19.所述电磁流量计用于检测输出加水量大小,检测精度误差≤3
‰
;
20.所述恒压供水装置为系统提供稳压恒定的水量来源,包括储水罐、压力变送器、泵阀组件、减压阀和过滤器;
21.所述气动比例调节阀的出水口通过第一连通管与气动三通换向阀相连,所述气动三通换向阀通过第二连通管与卧式混合机相连相连;所述气动三通换向阀固定安装在人机交换控制系统的升降安装立柱上。
22.本实用新型有如下有益效果:
23.1、本实用新型所采用的自动控制系统,能够根据设定好既定的目标水分值及母曲比例后,可根据麦粉来量的大小及含水量,自动伴随调节加水量及加母曲的量,实现智能伺服调节,进而保证了所制备的曲块的质量。
24.2、本实用新型的控制系统将每个时刻的瞬时麦粉流量及含水量、加水配比量、母曲配比量,生产开始后的累计麦粉加工量、累计加水用量、累计母曲用量等信息集中显示在触摸控制屏幕上,把以往的曲师感官经验转化为数据信息,简化了制曲工序,为后续的工艺统计提供可靠的信息来源。
25.3、本实用新型的控制系统提高了麦粉配比加水量及母曲量的精度,将一个靠曲师感官的大概估算数值范围精确到3
‰
以内的误差,曲块的品质得到有效保证。
26.4、简化操作,减轻了工人劳动强度。
附图说明
27.下面结合附图和实施例对本实用新型作进一步说明。
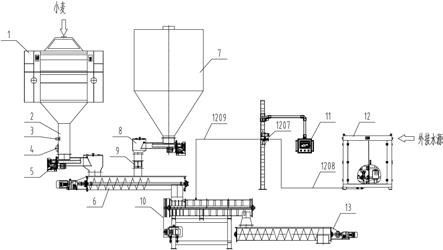
28.图1为本实用新型的系统整体图。
29.图2为本实用新型的人机交换控制组件结构图。
30.图3为本实用新型的自动加水系统主视图。
31.图4为本实用新型的自动加水系统左视图。
32.图5为本实用新型的自动加水系统俯视图。
33.图中:1磨粉机,2麦粉定量筒,3料位计,4水分检测仪,5麦粉定量螺旋机,6母曲汇合螺旋机,7母曲仓,8母曲定量螺旋机,9母曲观察窗,10卧式混合机,11人机交换控制组件,12自动加水系统,13出料螺旋机,14plc控制组件;
34.1101触摸控制屏,1102旋转臂,1103气动三通换向阀,1104升降安装立柱,1105启
动及急停按钮,1106指示灯;
35.1201储水罐,1202泵阀组件,1203气动比例调节阀,1204电磁流量计,1205压力变送器,1206过滤器,1207气动三通换向阀,1208第一连通管,1209第二连通管。
具体实施方式
36.下面结合附图对本实用新型的实施方式做进一步的说明。
37.参见图1
‑
5,一种智能加水配比系统,它包括用于制备并检测麦粉的麦粉检测控制系统;用于供应母曲的母曲检测控制系统;麦粉检测控制系统和母曲检测控制系统的原料输出口同时与用于对麦粉和母曲进行初步混合的母曲汇合螺旋机6相连;母曲汇合螺旋机6的出料口与卧式混合机10相连;卧式混合机10的出料口与出料螺旋机13相连;所述卧式混合机10与用于供水的自动加水系统12相连;所述麦粉检测控制系统与plc控制组件14相连,plc控制组件14相连根据实时检测计算到的麦粉流量,控制母曲检测控制系统输送相对应比例的母曲流量;同时,plc控制组件14根据实时检测计算到的麦粉流量,控制自动加水系统12供应与之相匹配的水流量;还包括与plc控制组件14相连的人机交换控制系统11。通过采用上述的配比系统,能够根据设定好既定的目标水分值及母曲比例后,可根据麦粉来量的大小及含水量,自动伴随调节加水量及加母曲的量,实现智能伺服调节,进而保证了所制备的曲块的质量。
38.具体使用过程中,通过plc控制组件14控制整个系统,进而保证了能够根据麦粉的流量及含水量变化,自动适时调节母曲、水的配比量,达到伺服跟踪的目的。
39.进一步的,所述麦粉检测控制系统包括麦粉检测控制系统包括磨粉机1,所述磨粉机1的出料口与麦粉定量筒2相连;所述麦粉定量筒2的内部安装有用于检测麦粉量的料位计组件3,在麦粉定量筒2的内部安装有用于检测麦粉含水量的水分检测仪4;所述麦粉定量筒2的出料口与母曲汇合螺旋机6的第一进料口相连。通过麦粉检测控制系统能够精确定量来料麦粉的流量,并采用水分检测仪4仪测出各个时刻麦粉的含水量,为后续自动配比提供数据来源。
40.进一步的,所述料位计组件3包括沿着麦粉定量筒2高度方向从下至上依次布置的下料位计、中料位计和上料位计,并分别用于检测麦粉定量筒2内部麦粉的低位、中位和高位。通过料位计组件3能够用于对麦粉定量筒2内部的麦粉料位进行实时检测,并将料位信号传递给plc控制组件14,以便于实现后续的母曲和水的自动供应。
41.进一步的,所述母曲检测控制系统包括母曲仓,所述母曲仓的出料口与母曲定量螺旋机8的进料口相连,所述母曲定量螺旋机8的出料口通过母曲观察窗9与母曲汇合螺旋机6的第二进料口相连。通过母曲检测控制系统为系统提供适时精确稳定的配比母曲。具体控制过程中,通过变频器控制母曲定量螺旋机8的转速就可以实现流量的控制。
42.进一步的,所述人机交换控制系统11包括升降安装立柱1104,所述升降安装立柱1104上通过旋转臂1102安装有触摸控制屏1101;还包括启动及急停按钮1105和指示灯1103;所述触摸控制屏1101与plc控制组件14通讯相连。通过人机交换控制系统11是工作人员控制本系统的操作界面,也是系统实现功能的执行组件,主要便于人工输入相应的控制指令。
43.进一步的,所述plc控制组件14包括plc控制器、接触器、断路器、空气开关、直流电
源和工业交换机;所述plc控制组件14分析处理来人机交换控制系统11的命令,对所有执行组件给出相应控制指令。通过plc控制组件14能够实现整个系统的自动控制。
44.进一步的,所述自动加水系统12包括气动比例调节阀1203、电磁流量计1204、恒压供水装置和plc控制组件14。通过自动加水系统12能够实现水量的自动控制。
45.进一步的,所述气动比例调节阀1203用于精确控制加水量,根据输入指令由plc控制组件14自动控制,控制精度误差≤3
‰
。
46.进一步的,所述电磁流量计1204用于检测输出加水量大小,检测精度误差≤3
‰
。
47.进一步的,所述恒压供水装置为系统提供稳压恒定的水量来源,包括储水罐1201、压力变送器1205、泵阀组件1202、减压阀和过滤器1206。
48.进一步的,所述气动比例调节阀1203的出水口通过第一连通管1208与气动三通换向阀1207相连,所述气动三通换向阀1207通过第二连通管1209与卧式混合机10相连相连;所述气动三通换向阀1207固定安装在人机交换控制系统11的升降安装立柱1104上。
49.实施例2:
50.智能加水配比系统的控制方法,包括以下步骤:
51.步骤一:自动加水系统12的自身供水的自动控制;
52.步骤二:麦粉检测控制系统运行中麦粉的自动供应控制;
53.步骤三:根据麦粉供应流量通过plc控制组件14实时控制母曲检测控制系统和自动加水系统12,进而输出与麦粉供应流量相匹配的母曲流量和水流量;
54.步骤四:通过卧式混合机10对配比完成的麦粉、母曲和水进行搅拌均匀;
55.步骤五:带所有物料搅拌均匀之后通过出料螺旋机13实现物料输出。
56.所述步骤一的具体控制方法为:外界水源通过进水气动角阀进入储水罐1201,位于储水罐1201底部的压力变送器1205根据水位高低给出不同信号,当水位达到设置的高限位时,plc控制组件14给出指令关闭进水气动角阀,当水位处于设置的低限位时,plc控制组件14给出指令打开进水气动角阀,周而复始保证储水罐1201中有充足的水源;
57.当智能加水配比系统启动后未得到加水指令时,自动加水系统12中的气动三通换向阀1207动作并件进水端口与回水端口处于连通状态;当得到加水指令后,气动三通换向阀1207动作并将进水端口与出水端口处于连通状态;且气动三通换向阀1207位于卧式混合机10的进水口附近,两者距离<300mm,水流在第二连通管1209中流经时间忽略不计,故得到加水指令后能够实现物料与水流同时进入卧式混合机10之中搅拌,不会产生控制延时误差。
58.所述步骤二的具体控制方法为:
59.经磨粉机1磨碎的麦粉有序的输送至麦粉定量螺旋机5的进口端,并不断堆积,当麦粉堆积至麦粉定量筒2的中料位计时,触发感应并将信号传送至plc控制组件14,plc控制组件14发出指令启动麦粉定量螺旋机5、母曲定量螺旋机8及自动加水系统12;
60.因麦粉定量螺旋机5和母曲定量螺旋机8的初始转速n、螺距p和长度l均为固定值,故能够推算出麦粉定量螺旋机5中麦粉从进口端输送至出口端的时间为s1,又因麦粉从母曲汇合螺旋机6进料口输送至出料口有一定的距离,所以这段距离的输送需要相对应的时间s2,故得出,当两处定量螺旋机启动后应延时s1+s2后切换气动三通换向阀1207的连通状态,使得水流与物料同时到达卧式混合机10之中;
61.当整个系统启动后需要直至生产结束方可停止运行,其中自动加水系统12应先将泵阀组件1202停机后再关闭出水气动角阀;
62.当麦粉在麦粉定量筒2中处于低料位时,下料位计给plc控制组件14发出信号,plc控制组件14控制变频器降低麦粉定量螺旋机5的转速至所需转速,使得进入麦粉定量螺旋机5的麦粉不会出现中断、空位的情况;
63.当麦粉处于高料位时,上料位计给plc控制组件14发出信号,plc控制组件14控制变频器加快麦粉定量螺旋机5的转速至所需转速,使得麦粉定量筒2不会出现爆仓的情况;
64.所述步骤三的具体控制方法为:
65.在plc控制组件14控制麦粉定量螺旋机5转速的同时,读取其数值,并计算出每个时刻麦粉流量的大小,通过程序进一步得出相对应需要配比的母曲量及加水量;
66.根据plc控制组件14计算出的母曲配比量,控制母曲定量螺旋机8的转速,输送出相对应比例的母曲与麦粉混合;
67.根据plc控制组件14计算出的加水配比量,plc控制组件14给气动比例调节阀1203指令,控制水流得到与之相匹配的流量;
68.因麦粉从母曲汇合螺旋机6的进料口输送至出料口有一定的距离,且这段距离的输送需要相对应的时间s2秒,故plc控制组件14应延时s2秒后给气动比例调节阀1203给出指令。
69.实施例3:
70.以图1中母曲汇合螺旋机6为例,设定螺旋机螺距p=180mm,转速n=77rad/min,进出口之间中心距为3m,得出麦粉从进料口至出料口所需时间为13s。故当plc控制组件14取麦粉定量螺旋机信号后,应延迟13秒后调整其相匹配的加水量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1