一种热收缩材料、热收缩套管及制备方法与流程
1.本发明涉及材料技术领域,特别涉及一种热收缩材料、热收缩套管及制备方法。
背景技术:
2.热收缩管主要用于电子电器、航空航天、医疗汽车、石油化工、核电等领域,其主要是保护内部材料和部件;相关技术中,热收缩管的材料主要是由线性的高分子材料通过电子束、钴源或紫外光的辐照变成网状高分子,形成网状的记忆结构,从而实现材料加热可收缩。但这也造成热收缩管在撕裂时,因形成的网状结构,无法在不使用机械手段(刀削,划,切,打磨等)的情况下从热收缩管的一端沿着其非收缩的方向撕裂去除。
3.可撕裂热缩管可用在医疗器械领域的保护或辅助收缩,如辅助医疗器械中非收缩型高分子管材(如pu管)收缩到对应的芯棒上或作用于医疗激光焊接产品。辅助医疗器械中非收缩型高分子管材收缩需要在其上套一款热缩管并加热至非收缩型高分子管材软化温度下,由热缩管辅助进行收紧贴合;且非收缩型高分子管材(如pu管)对温度敏感,加热温度过高时极易出现老化,故需要一款收缩倍率较大、加热收缩温度小于其软化温度的可撕裂热收缩管辅助其进行收缩,且该可撕裂热收缩管辅助收缩时须收紧力大,辅助收缩完后剥离去掉可撕裂热缩管后非收缩型高分子管材表面光滑无缺陷、无残留。
4.同时可撕裂热缩管需要较好的透明性,以便观察内部材料收缩现况,完成辅助收缩后在不使用机械去除(刀削、划、切、打磨等会对内部材料造成缺陷或破坏)的情况下,沿着轴向方向从一端任意角度都能方便无残留的去除(可预先对管子一端做缺陷以利于剥离)。
5.另外可撕裂热缩管在辅助激光焊接产品中主要用于辅助高分子材料进行收缩焊接,可撕裂热缩管在辅助收缩焊接完成、去除热缩管后,高分子材料焊接位置不能出现凸起凹坑,表面应光滑无残留。故要求可撕裂热缩管有较强的收紧能力,且必须为透明材料,以便进行激光焊接和观察内部高分子材料收缩焊接状况,焊接完成后在不使用机械去除(刀削、划、切、打磨等会对内部材料造成缺陷或破坏)的情况下,沿着轴向方向从一端任意角度都能方便无残留的去除(可预先对管子一端做缺陷以利于剥离)。
6.目前市场上的可撕裂热缩管材料为氟树脂,其缺点主要为使用温度高,最低使用收缩温度一般大于200℃,收缩倍率低,一般为1.35-1.75倍,不适合辅助非收缩型高分子管材(如pu管,需要收缩倍率2倍以上)进行收缩。同时现有的常规聚烯烃热收缩管也不具备简单的撕裂去除性。
技术实现要素:
7.本发明的主要目的是提供一种热收缩材料、热收缩套管及制备方法,旨在解决热收缩材料在其非收缩的方向不易撕裂的问题,同时本发明的热收缩材料收缩倍率高、加热收缩温度范围宽。
8.为实现上述目的,本发明提出的热收缩材料,按重量份计,其制备材料包括:低密
度聚乙烯50-80份、线性低密度聚乙烯10-30份,乙烯共聚物1-20份,抗氧剂0.05-0.5份、聚乙烯蜡0.5-2份,成核剂0.05-0.3份。
9.在一实施例中,所述低密度聚乙烯的撕裂强度小于100kn/m;和/或,所述低密度聚乙烯的熔融指数为0.3-10g/10min。
10.在一实施例中,所述线性低密度聚乙烯的撕裂强度小于110kn/m;和/或,所述线性低密度聚乙烯的熔融指数为0.3-60g/10min。
11.在一实施例中,所述乙烯共聚物包括乙烯-醋酸乙烯共聚物(eva)、乙烯-丙烯酸乙酯共聚物(eea),乙烯-丙烯酸甲酯共聚物(ema)中的一种或多种的组合物。
12.在一实施例中,所述乙烯共聚物的非乙烯物质的含量为9%-40%(质量分数)。
13.在一实施例中,所述乙烯共聚物的撕裂强度小于60kn/m;和/或,所述乙烯共聚物的熔融指数为0.3-10g/10min。
14.在一实施例中,所述抗氧剂包括受阻酚类抗氧剂、硫醚类抗氧剂、受阻胺类抗氧剂、亚磷酸酯类抗氧剂、芳香胺类抗氧剂中的一种或多种;和/或,所述聚乙烯蜡的分子量为2000-5000;和/或,所述成核剂包括有机膦酸盐和/或山梨醇。
15.本发明还提出一种热收缩套管,所述热收缩套管采用上述热收缩材料制成;按重量份计,所述热收缩材料的制备材料包括:低密度聚乙烯50-80份、线性低密度聚乙烯10-30份,乙烯共聚物1-20份,抗氧剂0.05-0.5份、聚乙烯蜡0.5-2份,成核剂0.05-0.3份。
16.本发明还提出一种热收缩套管的制备方法,用于制备上述热收缩套管,包括如下步骤:
17.母料加工:将低密度聚乙烯、线性低密度聚乙烯、乙烯共聚物、抗氧剂和成核剂搅拌混合均匀,再加入磨细的聚乙烯蜡,搅拌均匀,挤出冷却,得到混炼物料;其中,所述挤出温度为130℃-180℃;
18.挤出成管:将所述混炼物料挤出得到半成品套管;其中,所述混炼物料的挤出温度为130℃-190℃;
19.辐照:将所述半成品套管经过电子加速器或钴源辐照;
20.扩张和冷却:辐照后,在130-260℃下所述半成品套管进行扩张;然后进行冷却定型,得到热收缩套管;其中,所述扩张倍数为2-4。
21.本发明技术方案通过不同性能树脂的搭配,在不使用机械手段的条件下,实现了热收缩材料在非收缩方向上的可撕裂性,使得热收缩材料易于去除,便于客户的使用,从而避免了刀削、划、切、打磨等对热收缩材料包裹的内部材料造成缺陷或破坏,起到保护作用。
22.本技术使用特定的组分和配比,对热收缩材料较宽的收缩温度和较强的收紧力起着关键作用,使得热收缩材料具有较宽的收缩温度,并且拥有较强的收紧力和易撕裂能力。同时,本发明的热收缩材料颜色透明,在辅助高分子材料进行收缩焊接操作时,方便进行激光焊接和观察内部高分子材料收缩焊接状况,提高了热收缩材料的使用性能。
23.相比fep(fluorinated ethylene propylene,氟化乙烯丙烯共聚物)1.35-1.75的收缩倍率,本发明的热收缩材料拥有高达2-4倍的收缩倍率。相比fep热缩管200℃以上的起始收缩温度,本发明的热收缩材料拥有更低的起始收缩温度,最低使用温度仅有130℃,并可在最高250℃下辅助使用,故拥有更宽的使用温度,因此,特别适用于辅助收缩对温度敏感的非收缩型高分子管材(如pu管:适宜收缩温度155-180℃;pa管:适宜收缩温度210-240
℃),辅助收缩完成剥离去掉热收缩材料后,非收缩型高分子管材表面光滑、洁净。另外,本发明的热收缩材料拥有较强的收紧力,且与被包裹的产品之间不发生粘连或反应,辅助收缩完成后,被包裹的产品表面整洁,无因收紧力不够而导致的缺陷或残留。
附图说明
24.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
25.图1为本发明热收缩套管辅助pu管收缩前的结构示意图;
26.图2为本发明热收缩套管辅助pu管收缩后的结构示意图;
27.图3为本发明热收缩套管辅助pu管收缩后剥离的结构示意图;
28.图4为实施例1至实施例5收紧力测试的截面图;
29.图5为对比例1至对比例3收紧力测试的截面图;
30.图6为实施例1收缩后表观测试图;
31.图7为对比例2收缩后表观测试图。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.现有的常规热收缩材料不具备易撕裂去除性,当需要剥离时,需要采用刀削、划、切、打磨等机械方式,但是这样容易损伤破坏被包裹的产品,影响实际的使用;或者,即使在使用前对热收缩材料施加一个缺陷,热收缩材料也不容易撕裂,还是要采用工具进行剥离,影响了用户操作。
34.对此,本发明提出一种热收缩材料。
35.在本发明实施例中,该热收缩材料,按重量份计,其制备材料包括:低密度聚乙烯50-80份、线性低密度聚乙烯10-30份,乙烯共聚物1-20份,抗氧剂0.05-0.5份、聚乙烯蜡0.5-2份,成核剂0.05-0.3份。
36.本发明技术方案通过不同性能树脂的搭配,在不使用机械手段的条件下,实现了热收缩材料在非收缩方向上的可撕裂性,使得热收缩材料易于去除,便于客户的使用,从而避免了刀削、划、切、打磨等对热收缩材料包裹的内部材料造成缺陷或破坏,起到保护作用。
37.本技术使用特定的组分和配比,对热收缩材料较宽的收缩温度和较强的收紧力起着关键作用,使得热收缩材料具有较宽的收缩温度,并且拥有较强的收紧力和易撕裂能力。同时,本发明的热收缩材料颜色透明,在辅助高分子材料进行收缩焊接操作时,方便进行激光焊接和观察内部高分子材料收缩焊接状况,提高了热收缩材料的使用性能。
38.相比fep(fluorinated ethylene propylene,氟化乙烯丙烯共聚物)1.35-1.75的收缩倍率,本发明的热收缩材料拥有高达2-4倍的收缩倍率。相比fep热缩管200℃以上的起
始收缩温度,本发明的热收缩材料拥有更低的起始收缩温度,最低使用温度仅有130℃,并可在最高250℃下辅助使用,故拥有更宽的使用温度,因此,特别适用于辅助收缩对温度敏感的非收缩型高分子管材(如pu管:适宜收缩温度155-180℃;pa管:适宜收缩温度210-240℃),辅助收缩完成剥离去掉热收缩材料后,非收缩型高分子管材表面光滑、洁净。另外,热收缩材料拥有较强的收紧力,且与被包裹的产品之间不发生粘连或反应,辅助收缩完成后,被包裹的产品表面整洁,无因收紧力不够而导致的缺陷或残留。
39.具体的,低密度聚乙烯,又称高压聚乙烯(low density polyethylene,简称ldpe),是聚乙烯树脂中最轻的品种,呈乳白色、无味、无臭、无毒、表面无光泽的蜡状颗粒。同时,具有良好的柔软性、延伸性、电绝缘性、透明性、易加工性和一定的透气性,其化学稳定性能较好,耐碱、耐一般有机溶剂。以低密度聚乙烯作为主要材料,降低了热收缩材料的重量,还使聚乙烯树脂透明,便于观察。
40.在一实施例中,所述低密度聚乙烯的撕裂强度小于100kn/m;和/或,所述低密度聚乙烯的熔融指数为0.3-10g/10min,从而使成型的热收缩材料易于纵向(定义热收缩材料的收缩方向为横向,热收缩材料的非收缩方向为纵向)撕裂,可以预先制造划痕或切口,方便用户的日常使用和操作,便利性强。
41.具体的,线性低密度聚乙烯(linear low density polyethylene,简称lldpe),是乙烯与少量α-烯烃共聚形成在线性乙烯的主链上,带有短小的共聚单体支链的共聚物。线性低密度聚乙烯为无毒、无味、无臭的乳白色颗粒,密度为0.918~0.935g/cm3,具有较高的软化温度和熔融温度,有强度大、韧性好、刚性大、耐热、耐寒性好等优点,还具有良好的耐环境应力开裂性,耐冲击强度、耐撕裂强度等性能,并可耐酸、碱、有机溶剂等。
42.同样地,为了提高热收缩材料的易撕裂性能,在一实施例中,所述线性低密度聚乙烯的撕裂强度小于110kn/m;和/或,所述线性低密度聚乙烯的熔融指数为0.3-60g/10min。
43.具体的,乙烯共聚物与其他树脂配合,使得热收缩材料具有易撕裂性能,并且,还提高了热收缩材料的韧性。该乙烯共聚物有多种,在一实施例中,所述乙烯共聚物包括乙烯-醋酸乙烯共聚物(ethylene-vinyl acetate copolymer,简称eva)、乙烯-丙烯酸乙酯共聚物(ethylene-ethyl acrylate,简称eea),乙烯-丙烯酸甲酯共聚物(ethylene-methyl acrylate copolymer,简称ema)中的一种或多种的组合物。
44.该乙烯-醋酸乙烯共聚物(eva)是一种高分子聚合物,有很好的耐低温性能,不吸水,耐水性能、耐腐蚀性良好,并且易于加工。乙烯-丙烯酸乙酯共聚物(eea)是一种热塑性塑料,聚烯烃中韧性及柔度最大,有更高的热稳定性,属于非腐蚀性降解产品,具有较广的适应加工范围。乙烯-丙烯酸甲酯共聚物(ema)为乳白色半透明固体,柔软、易加工、与烯烃类相溶性较好,可以提高产品的易撕裂性能。
45.在一实施例中,所述乙烯共聚物的非乙烯物质的含量为9%-40%(质量分数)。
46.在一实施例中,所述乙烯共聚物的撕裂强度小于60kn/m;和/或,所述乙烯共聚物的熔融指数为0.3-10g/10min,从而提高热收缩材料的易撕裂性能,便于热收缩材料在纵向撕裂开,进而去除该热收缩材料。
47.具体的,抗氧剂也有多种,在一实施例中,所述抗氧剂包括受阻酚类抗氧剂、硫醚类抗氧剂、受阻胺类抗氧剂、亚磷酸酯类抗氧剂、芳香胺类抗氧剂中的一种或多种。需要说明的是,该抗氧剂可以是同一种类,也可以是不同种类的抗氧剂,即复合抗氧剂。
48.具体的,聚乙烯蜡(pe蜡),又称高分子蜡,具有优良的耐寒性、耐热性、耐化学性和耐磨性。一方面,该聚乙烯蜡与其他树脂配合,制备的热收缩材料具有易撕裂性能;另一方面,增加热收缩材料的光泽和加工性能;又一方面,其起到润滑剂作用,改善脱模性。在一实施例中,所述聚乙烯蜡的分子量为2000-5000。
49.具体的,成核剂可以形成更稳定的物理交联点,有利于树脂等在体系中形成更完善的结晶结构,提高热收缩材料的形状恢复率和形状固定率。该成核剂也有多种,在一实施例中,所述成核剂包括有机膦酸盐和/或山梨醇。
50.本发明由聚烯烃树脂制成的热收缩材料具有较广的使用温度范围,可在130-250℃下收缩。收缩速度快,收缩倍率大,最大可达4倍,收紧力大,防水耐油性好,与被包裹的产品不发生粘结或反应,通过对热收缩材料施加一个缺陷(划痕、切口或撕裂线),即可进行撕裂,该热收缩材料表现出优异的直线撕裂性。
51.本发明还提出一种热收缩套管,该热收缩套管采用上述的材料制成。
52.本发明还提出一种热收缩套管的制备方法,用于制备上述的热收缩套管,包括如下步骤:
53.母料加工:将低密度聚乙烯、线性低密度聚乙烯、乙烯共聚物、抗氧剂和成核剂搅拌混合均匀,再加入磨细的聚乙烯蜡,搅拌均匀,挤出冷却,得到混炼物料;其中,所述挤出温度为130℃-180℃;
54.挤出成管:将所述混炼物料挤出得到半成品套管;其中,所述混炼物料的挤出温度为130℃-190℃;
55.辐照:将所述半成品套管经过电子加速器或钴源辐照;
56.扩张和冷却:辐照后,在130-260℃下对所述半成品套管进行扩张;然后进行冷却定型,得到热收缩套管;其中,所述扩张倍数为2-4。
57.在制备前,可以按配比称取各组分,并将聚乙烯蜡磨细备用。在母料加工的步骤中,低密度聚乙烯、线性低密度聚乙烯、乙烯共聚物、抗氧剂和成核剂可以依次加入高速混料机中搅拌3分钟至5分钟,使其混合均匀;在高速混料机加入磨细的聚乙烯蜡后,再搅拌1分钟至2分钟至搅匀;然后使用双螺杆挤出机将得到的物料挤出、拉条、水冷切粒,得到混炼物料。
58.该混炼物料可以通过单螺杆挤出机在130℃至190℃温度下挤出,得到半成品套管,而后可以采用电子加速器或钴源进行辐照。最后,将辐照后的半成品套管进行扩张和冷却,得到最终的热收缩套管。该扩张步骤可以使用扩张设备,冷却可以是常温冷却,也可以是其它方式冷却降温。
59.本发明热收缩套管的制备方法改变了聚烯烃高分子内部的晶区结构,使得聚烯烃结晶段的分子链结构由常规的正交晶型转变为特殊的单斜晶,并得以固定,保证热收缩套管具有易撕裂性能。通过辐照操作使得热收缩套管材料即使形成了网状交联结构,但聚烯烃结晶段的单斜晶结构也得以保留,同时通过以上制备过程也进一步降低了聚乙烯晶区层和非晶区层的厚度,从而不仅实现了热收缩套管的易撕性,更进一步实现了聚烯烃热缩管优异的直线撕裂性能。
60.并且,通过辐照操作也使聚烯烃热缩管由线性结构转变为网状结构,不仅实现了记忆功能,而且使其拥有了较大的收紧力,最后的扩张步骤使得热收缩套管实现了2-4倍得
热缩能力,便于该热收缩套管进行辅助保护高分子材料进行收缩,实现热收缩套管的性能要求。
61.下面将结合具体实施例对本发明的实施方案进行详细描述,但是本领域技术人员将会理解,下列实施例仅用于说明本发明,而不应视为限制本发明的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
62.实施例1
63.一种热收缩套管,按重量份计,其制备材料包括:低密度聚乙烯80份、线性低密度聚乙烯10份,乙烯-醋酸乙烯共聚物(eva)10份,受阻酚类抗氧剂0.05份、聚乙烯蜡2份,山梨醇0.3份。
64.该热收缩套管的制备方法:
65.母料加工:将低密度聚乙烯、线性低密度聚乙烯、eva、受阻酚类抗氧剂和山梨醇搅拌混合均匀,再加入磨细的聚乙烯蜡,搅拌均匀,挤出冷却,得到混炼物料;其中,所述挤出温度为130℃-180℃;
66.挤出成管:将所述混炼物料挤出得到半成品套管;其中,所述混炼物料的挤出温度为130℃-190℃;
67.辐照:将所述半成品套管经过电子加速器或钴源辐照;
68.扩张和冷却:辐照后,在130-260℃下进行扩张;然后进行冷却定型,得到热收缩套管;其中,所述扩张倍数为2-4。
69.实施例2
70.一种热收缩套管,按重量份计,其制备材料包括:低密度聚乙烯70份、线性低密度聚乙烯10份,eva20份,受阻酚类抗氧剂0.3份、聚乙烯蜡1份,山梨醇0.2份。
71.实施例3
72.一种热收缩套管,按重量份计,其制备材料包括:低密度聚乙烯70份、线性低密度聚乙烯29份,eva1份,受阻酚类抗氧剂0.3份、聚乙烯蜡0.5份,山梨醇0.05份。
73.实施例4
74.一种热收缩套管,按重量份计,其制备材料包括:低密度聚乙烯60份、线性低密度聚乙烯25份,eva15份,受阻酚类抗氧剂0.5份、聚乙烯蜡1份,山梨醇0.3份。
75.实施例5
76.一种热收缩套管,按重量份计,其制备材料包括:低密度聚乙烯50份、线性低密度聚乙烯30份,eva20份,受阻酚类抗氧剂0.5份、聚乙烯蜡1份,山梨醇0.1份。
77.对比例1
78.一种热收缩套管,按重量份计,其制备材料包括:低密度聚乙烯100份、受阻酚类抗氧剂0.5份、聚乙烯蜡3份,山梨醇0.1份。
79.对比例2
80.一种热收缩套管,按重量份计,其制备材料包括:eva100份,受阻酚类抗氧剂0.5份、聚乙烯蜡3份,山梨醇0.1份。
81.对比例3
82.一种热收缩套管,按重量份计,其制备材料包括:线性低密度聚乙烯100份,受阻酚
类抗氧剂0.5份、聚乙烯蜡3份,山梨醇0.1份。
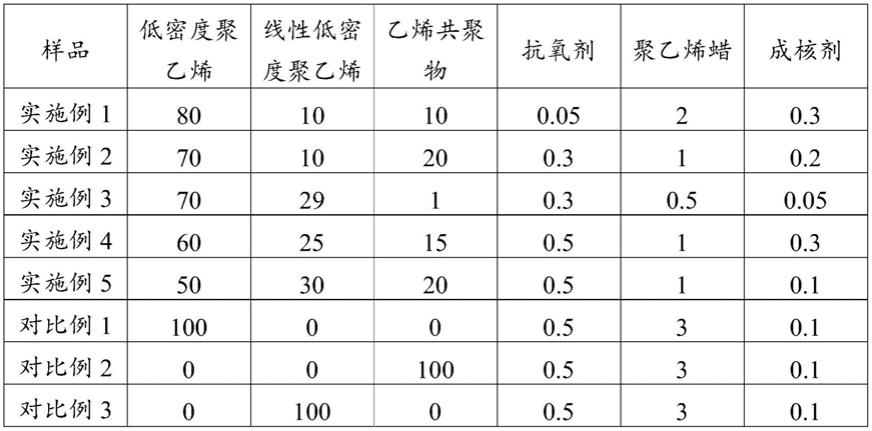
83.以上实施例1至实施例5、对比例1至对比例3按照实施例1的热收缩套管制备方法,制备成热收缩套管,其组分和比重参照下表1:
84.表1样品的各组分配比表
[0085][0086]
为了验证本发明热收缩套管的各种性能,对上述5个实施例、以及3个对比例中热收缩套管的性能进行测试。结果参照下表2:
[0087]
表2产品的性能测试结果
[0088][0089][0090]
请参见图1至图3,热收缩套管在收缩前套设在pu管和芯棒的外周,加热后,热收缩套管辅助pu管和芯棒进行收缩,而后沿着热收缩套管的纵向方向进行撕裂,将热收缩套管剥离pu管和芯棒,完成其辅助收缩的作用。该热收缩套管易撕裂,不需要借助工具剥离,且没有损坏到pu管和芯棒,操作方便,实用性强。
[0091]
在收紧力测试中,将pu管置于热收缩套管内,并置于垂直可移动的风道炉内,收缩温度为130-250℃,风道炉移动速度为0.1-2mm/s。将收缩后的样品进行切片置于影像测量仪上观察内部pu管的收缩情况,如果出现空心化情况即收紧力不够,辅助收缩不到位。图4和图5分别为实施例1至实施例5、对比例1至对比例3的截面图,由此可知,实施例1至实施例
5、对比例1并未有空心现象,但是对比例2和对比例3的中部存在空心现象,表明对比例2和对比例3的热收缩套管的收紧力不够,而本发明的实施例热收缩套管具有良好的收紧力。
[0092]
在收缩后表观测试中,热收缩套管辅助pu管和芯棒收缩后,剥离热收缩套管,图6为实施例中一收缩后表观测试图,根据图6可以看出,采用实施例热收缩套管的pu管表面光滑,无凹陷,满足要求,通过收缩后表观测试。请参见图7,采用对比例热收缩套管的pu管表面凹陷,没有通过收缩后表观测试。由此说明,本发明的实施例热收缩套管不损伤pu管表面,不会导致产品缺陷。
[0093]
根据表1和表2,实施例1至实施例5均通过撕裂测试、直线撕裂性测试、收紧力测试和收缩后表观测试。其中,直线撕裂性测试中的重量比,指的是热收缩套管撕裂成两部分后,该两部分的重量比。从表2可以看出,实施例1至实施例5直线撕裂性测试中,被撕裂的热收缩套管的重量之比为48%∶52%,50%∶50%,48%∶52%,49%∶51%,49%∶51%,热收缩套管撕裂后两部分的重量大致相同,可以撕裂成大致相同的两个部分,利于热收缩套管的剥离,以免撕裂后部分热收缩套管残留在被包裹的产品上、需要借助机械手段去除。由此显示,本发明的热收缩材料拥有非常优秀的直线撕裂性。
[0094]
从表1和表2的数据可知,对比例1至对比例3单独以一种聚烯烃树脂或乙烯共聚物均无法通过撕裂测试、直线撕裂性测试、收紧力测试和收缩后表观测试,说明其无法满足热收缩套管的性能要求。对比例2中,单独以乙烯共聚物制备热收缩套管,可以满足撕裂和直线撕裂要求,但无法进行收紧,且剥离后内部高分子材料表观较差;对比例1和对比例3中,单独以聚烯烃树脂制备热收缩套管,无法满足直线撕裂性或收紧力等要求。
[0095]
由此可见,本发明制备的热收缩套管的收紧力大,满足其自身的性能要求,而且具有良好的撕裂性和特殊的直线撕裂性,可以在完成辅助收缩后不使用工具的条件下沿着热收缩套管的纵向进行撕裂,从而便于热收缩套管的剥离去除。同时,制备热收缩套管的热收缩材料还拥有良好的透明性、优异的耐腐蚀性和电绝缘性能,并符合环保要求,是一种绿色环保的材料。
[0096]
以上所述仅为本发明的可选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1