一种汽车雨刮胶条及其制备方法与流程
1.本说明书一个或多个实施例涉及汽车雨刮领域,尤其涉及一种汽车雨刮胶条及其制备方法。
背景技术:
2.汽车雨刮器是确保驾驶员能够在雨雪天安全驾驶的重要部件,通过电动机带动刮臂和雨刮片在挡风玻璃上往复摩擦,实现对附着在挡风玻璃上的雨、雪、沙、泥和尘埃的清除,确保挡风玻璃具有良好的透光性。汽车雨刮器都要使用胶条,汽车雨刮胶条常用的橡胶包括天然橡胶、三元乙丙橡胶、氯丁橡胶、硅橡胶等。其中天然橡胶耐候性差,长时间使用易老化。硅橡胶强度较低,容易损坏。因此高端雨刮器胶条通常使用三元乙丙橡胶或者氯丁橡胶。氯丁橡胶工艺难度较高,贮存性很差,整体成本较高。目前,国内使用的高端雨刮器,其胶条皆从德国或日本进口,国内对胶条及其涂层材料和技术均不掌握。
3.汽车雨刮胶条在没有外涂层的情况下,胶条与挡风玻璃之间摩擦力很大,雨刷电机负荷也增大,胶条与挡风玻璃的接触部分容易损坏,产生刮擦噪声,玻璃刷拭效果下降。为了改善滑动特性,延长胶条使用寿命,通常需要对橡胶表面进行涂敷处理,降低摩擦力。汽车雨刮胶条常用的涂层包括石墨涂层、硅涂层等。使用石墨涂层的胶条表面存在大量游离的石墨粉,随着使用而被消耗,不耐用,并且手触摸时容易粘到手上,体验较差。使用硅涂层的胶条耐磨性一般,并且价格偏高。上涂层材料及工艺几乎都被国外企业垄断。
技术实现要素:
4.有鉴于此,本说明书一个或多个实施例的目的在于提供一种汽车雨刮胶条。本发明的汽车雨刮胶条耐高温、耐臭氧、耐腐蚀、耐磨损、耐天候老化性能好,安装方便,长时间使用不变形,使用寿命较同类产品有了很大的提升。
5.本说明书的第二个目的在于提供一种汽车雨刮胶条的制备方法。
6.基于上述第一项目的,本说明书提供如下技术方案:
7.一种汽车雨刮胶条,包括胶条本体和外涂层;
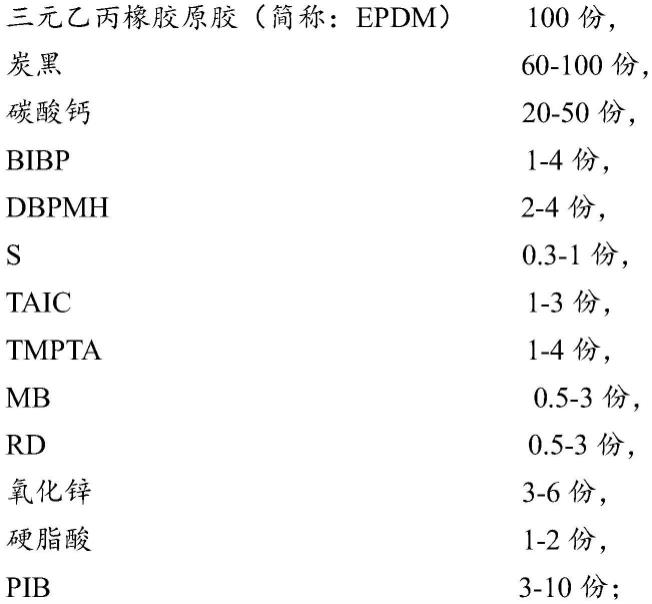
8.所述胶条本体由三元乙丙混炼胶制成;所述三元乙丙混炼胶包括如下重量份数的原料:
[0009][0010]
所述的外涂层选自tpv材料,所述tpv材料是pp/epdm复合材料;
[0011]
所述胶条本体和外涂层之间通过化学交联,形成立体网状结构,tpv牢牢粘接在胶条本体表面。
[0012]
作为一个实施方式,所述外涂层的厚度为0.1-0.5mm。
[0013]
作为一个实施方式,所述tpv的硬度为邵尔a硬度80-邵尔d硬度40。
[0014]
作为一个优选的实施方式,所述tpv选自埃克森美孚公司的9101-80e、121-xxw175的一种或多种。
[0015]
作为一个实施方式,所述三元乙丙橡胶原胶(简称:epdm)选用在ml(1+4)125℃下:门尼粘度40~70,乙烯含量50wt%~80wt%,第三单体为5-亚乙基-2-降冰片烯(简称:enb),enb含量2wt%~6wt%的品种。
[0016]
作为一个优选的实施方式,所述三元乙丙橡胶原胶选用陶氏公司的三元乙丙橡胶4770p、三元乙丙橡胶4770r、三元乙丙橡胶4640、三元乙丙橡胶3760中的一种或多种。
[0017]
作为一个优选的实施方式,所述三元乙丙橡胶原胶选用埃克森美孚公司的三元乙丙橡胶3666。
[0018]
作为一个优选的实施方式,所述三元乙丙橡胶原胶选用锦湖公司的三元乙丙橡胶570f。
[0019]
作为一个实施方式,所述炭黑选自炭黑n330、炭黑n550、炭黑n660、炭黑n774中的一种或多种。所述炭黑在本发明中是作为补强剂,这几种炭黑补强性能良好,易分散,能赋予橡胶较好的拉伸性能、抗撕裂性能、耐磨性和弹性。
[0020]
作为一个实施方式,所述三元乙丙混炼胶还可包括其它助剂,所述其它助剂选自三乙醇胺、三甲氧基乙烯硅烷、石油树脂、古马隆、滑石粉、石蜡油中一种或多种。
[0021]
作为一个优选的实施方式,所述其它助剂的重量份数为0.5-10份。
[0022]
基于上述第二项目的,本说明书提供如下技术方案:
[0023]
一种汽车雨刮胶条的制备方法,包括如下步骤:
[0024]
1)将三元乙丙橡胶塑炼后,按照配方量加入除硫化剂和助交联剂之外的其它原料进行密炼,密炼胶冷却后,加入硫化剂和助交联剂进行混炼,之后将混炼胶过滤,然后挤出成三元乙丙混炼胶胶条;
[0025]
2)将三元乙丙混炼胶和tpv分别通过螺杆熔融,然后通过同一套复合机头挤出,通过口模复合挤出成型,tpv附着在三元乙丙橡胶表面,所述tpv与三元乙丙混炼胶通过挤出机口模时温度相同;再经过盐浴硫化加工,制成雨刮胶条半成品;
[0026]
3)对雨刮胶条半成品进行切割、修边后加工处理,制得成品汽车雨刮胶条。
[0027]
作为一个实施方式,步骤2)中,所述tpv与三元乙丙混炼胶通过挤出机口模时温度为150-220℃。
[0028]
作为一个实施方式,步骤2)中,所述盐浴硫化的盐浴槽中熔盐的温度为180-220℃。
[0029]
与现有技术相比较,本发明具有如下有益效果:
[0030]
本发明所述汽车雨刮胶条用三元乙丙橡胶混炼胶,加工性能好,挤出后变形量小;混炼胶硫化后耐臭氧性好,压缩变形小,力学性能优异。本发明的汽车雨刮胶条能达到如下性能要求:邵尔a硬度70-80,拉伸强度大于18mpa,压缩永久变形(120℃/24h,压缩25%)小于20%,耐臭氧200pphm/500h无裂纹;雨刮器胶条制品耐磨性好,使用过程无异响,产品尺寸稳定性好,能够满足装配要求。将产品装配后进行总成台架寿命试验,满足国标和企业标准要求。该产品可使用寿命为1年以上。
具体实施方式
[0031]
为使本公开的目的、技术方案和优点更加清楚明白,以下结合具体实施例,对本公开进一步详细说明。
[0032]
需要说明的是,除非另外定义,本说明书一个或多个实施例使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本说明书一个或多个实施例中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。
[0033]
作为本发明的一个方面,本发明一种汽车雨刮胶条,包括胶条本体和外涂层;
[0034]
所述胶条本体由三元乙丙混炼胶(简称:epdm)制成;所述三元乙丙混炼胶包括如下重量份数的原料:
[0035][0036][0037]
所述的外涂层选自tpv材料,所述tpv材料是pp/epdm复合材料;
[0038]
所述胶条本体和外涂层之间通过化学交联,形成立体网状结构,tpv牢牢粘接在胶条本体表面。
[0039]
在某些实施例中,所述外涂层的厚度为0.1-0.5mm。
[0040]
在某些实施例中,所述tpv的硬度为邵尔a硬度80-邵尔d硬度40。
[0041]
在某些实施例中,所述tpv选自埃克森美孚公司的9101-80e、121-xxw175的一种或多种。
[0042]
在某些实施例中,所述三元乙丙橡胶原胶选用在ml(1+4)125℃下:门尼粘度40~70,乙烯含量50wt%~80wt%,第三单体为5-亚乙基-2-降冰片烯(简称:enb),enb含量2wt%~6wt%的品种。
[0043]
在某些实施例中,所述三元乙丙橡胶原胶选用陶氏公司的三元乙丙橡胶4770p、三元乙丙橡胶4770r、三元乙丙橡胶4640、三元乙丙橡胶3760中的一种或多种。
[0044]
在某些实施例中,所述三元乙丙橡胶原胶选用埃克森美孚公司的三元乙丙橡胶3666。
[0045]
在某些实施例中,所述三元乙丙橡胶原胶选用锦湖公司的三元乙丙橡胶570f。
[0046]
补强剂
[0047]
补强剂是用以提高橡胶制品强度的填料。现有技术中常用的补强剂包括炭黑、沉淀碳酸钙、白炭黑、碳酸镁、氧化锌等,也可用酚醛树脂等有机物。
[0048]
本发明中,选用的补强剂是炭黑。
[0049]
在本发明某些实施例中,所述炭黑选自炭黑n330、炭黑n550、炭黑n660、炭黑n774中的一种或多种。所述炭黑在本发明中是作为补强剂,这几种炭黑补强性能良好,易分散,能赋予橡胶较好的强伸性能、抗撕裂性能、耐磨性和弹性。
[0050]
在本发明某些实施例中,所述炭黑添加的重量份数为60-100份;例如但不限于60份、65份、70份、75份、80份、85份、90份、95份和100份。
[0051]
硫化剂
[0052]
硫化又称交联、熟化。在橡胶中加入硫化剂和促进剂等交联助剂,在一定的温度、压力条件下,使线型大分子转变为三维网状结构的过程。由于最早是采用硫磺实现天然橡胶的交联的,故称硫化。“硫化”因最初的天然橡胶制品用硫磺作交联剂进行交联而得名,随着橡胶工业的发展,可以用多种非硫磺交联剂进行交联。因此硫化的更科学的意义应是“交联”或“架桥”,即线性高分子通过交联作用而形成的网状高分子的工艺过程。
[0053]
现有技术中,硫化剂分无机和有机两大类。前一类有硫黄、一氯化硫、硒、碲等。后一类有含硫的促进剂(如促进剂tmtd)、有机过氧化物(如过氧化苯甲酰)、醌肟化合物、多硫聚合物、氨基甲酸乙酯、马来酰亚胺衍生物等。
[0054]
橡胶硫化剂包括元素硫、硒、碲,含硫化合物,过氧化物,醌类化合物,胺类化合物,树脂类化合物,金属氧化物以及异氰酸酯等。用得最普遍的是元素硫和含硫化合物。
[0055]
本发明中,选用的硫化剂包括有机过氧化物dbpmh(化学名称为:2,5-二甲基-2,5-二(叔丁基过氧基)己烷,简称双二五或ad)、bibp(化学名称为:1,3-双(叔丁过氧异丙基)苯,也称bipb、无味dcp)和硫。所述有机过氧化物dbpmh与bibp并用,交联过程中不放出刺激性气味,可以进一步提高混炼胶的交联度,提高橡胶力学性能,降低压缩永久变形;同时加入少量s(硫磺),不仅能增加胶料交联密度,还能抑制交联时的正向断链,提高橡胶拉伸强度和撕裂强度,但是硫磺的加入量不能太多,防止因硫磺溶解度小导致喷霜,影响外观,而且过多硫磺加入会降低胶料耐热性,因此需要控制硫磺的用量;本发明中硫化剂dbpmh、bibp和硫三者缺一不可,具有协同作用。
[0056]
在本发明某些实施例中,所述dbpmh添加的重量份数为2-4份;例如但不限于2份、2.5份、3份、3.5份或4份。
[0057]
在本发明某些实施例中,所述bibp添加的重量份数为1-4份;例如但不限于1份、1.5份、2份、2.5份、3份、3.5份或4份。
[0058]
在本发明某些实施例中,所述s的添加的重量份数为0.3-1份;例如但不限于0.3份、0.4份、0.5份、0.6份、0.7份、0.8份、0.9份或1份。
[0059]
助交联剂
[0060]
助交联剂是指提高硫化剂或交联剂交联效率的一类助剂。
[0061]
常用的助交联剂分为两大类:一类是分子中不含烯丙基氢,如甲基丙烯酸酯和n,n-间苯基双马来酰亚胺等,以加成而非氢取代参与交联反应,另一类则是含有烯丙基氢的分子,例如三羟甲基丙烷三丙烯酸酯(简称tmpta)。
[0062]
本发明中,助交联剂选择tmpta和taic。tmpta(三丙烯酸三羟甲基丙烷酯)具有极性的多官能团,可以均聚或接枝到聚合物链上,能有效促进生胶硫化,并增加硫化胶的硬度;taic(异氰尿酸三烯丙酯)可以通过夺氢来形成自由基,促进硫化程度增加,并有效降低制品的压缩永久变形;二者缺一不可,具有协调作用,有效促进橡胶硫化,降低橡胶压缩永久变形,提高制品性能。
[0063]
在本发明某些实施例中,所述tmpta添加的重量份数为1-4份;例如但不限于1份、1.5份、2份、2.5份、3份、3.5份或4份。
[0064]
在本发明某些实施例中,所述taic添加的重量份数可以为1份、1.5份、2份、2.5份或3份。
[0065]
防老剂
[0066]
防老剂是指能延缓高分子化合老化的物质。大多能抑制氧化作用,有些能抑制热或光的作用,从而延长制品的使用寿命。一般分为天然防老剂、物理防老剂和化学防老剂。按其作用可分为抗氧剂、抗臭氧剂和铜抑制剂、或分为变色和不变色、沾污和不沾污、耐热或耐曲挠老化、以及防止龟裂等老化的防老剂。天然防老剂存在于天然橡胶中。其他防老剂广泛用于各种橡胶制品中。
[0067]
常用的防老剂包括胺类、酮胺类、n-苯基-α-苯胺(商品名称防老剂a)、n-苯基-β-萘胺(商品名称防老剂d)、对苯二胺和酚类剂等等。
[0068]
本发明中,防老剂使用防老剂rd(2,2,4-三甲基-1,2-二羟基喹啉聚合物)和防老剂mb(2-巯基苯并咪唑),二者缺一不可,具有协调作用,可以大幅提升乙丙橡胶的耐热老化性,同时提高制品的耐疲劳性,并且不会影响过氧化物交联效率。
[0069]
在本发明某些实施例中,所述防老剂rd添加的重量份数为0.5-3份;例如但不限于0.5份、1份、1.5份、2份、2.5份或3份。
[0070]
在本发明某些实施例中,所述防老剂mb添加的重量份数为0.5-3份;例如但不限于0.5份、1份、1.5份、2份、2.5份或3份。
[0071]
活性剂
[0072]
活性剂是指能增加有机促进剂的活性,使之充分发挥效能,从而减少促进剂用量或缩短硫化时间的物质。
[0073]
常用的活性剂一般分为无机活性剂和有机活性剂两类。无机活性剂主要有金属氧化物、氢氧化物和碱式碳酸盐等;有机活性剂主要有脂肪酸类、胺类、皂类、多元醇和氨基醇等。活性剂仅以少量加入到橡胶胶料中就能提高其硫化度。
[0074]
本发明中,选用的活性剂包括氧化锌和硬脂酸。因为炭黑等填料的酸性会对过氧化物硫化体系产生不利影响,因此添加活性剂氧化锌,填料氧化镁和甲基丙烯酸镁来提高胶料的碱性。加入活性剂硬脂酸有利于氧化锌的分散和降低过氧化物的分解温度。
[0075]
在本发明某些实施例中,所述氧化锌添加的重量份数为4-6份;例如但不限于4份、4.5份、5份、5.5份或6.0份。
[0076]
在本发明某些实施例中,所述硬脂酸添加的重量份数为1-2份;例如但不限于1份、1.5份、或2份。
[0077]
软化剂
[0078]
软化剂又称柔软剂,英文名为softener。用于增加纺织品、橡胶制品、皮革、纸张等的柔软性的物质。
[0079]
软化剂可分为化学软化剂和物理软化剂。化学软化剂能切断少数橡胶烃的分子链,是一种弱的塑解剂。物理软化剂主要是削弱橡胶烃分子间力,起润滑剂的作用。
[0080]
本发明中,使用了软化剂pib(聚异丁烯的简称),pib柔顺性好,可改善橡胶加工性能,并且pib能促进粘接,提高相容性,使得三元乙丙橡胶共挤的tpv涂层更加牢固。
[0081]
在本发明某些实施例中,所述pib添加的重量份数为3-10份;例如但不限于4-10份、5-10份、6-10份、7-10份、8-10份、9-10份、3-9份、4-9份、5-9份、6-9份、7-9份、8-9份、3-8
份、4-8份、5-8份、6-8份、7-8份、3-7份、4-7份、5-7份、6-7份、3-6份、4-6份、5-6份、3-5份、4-5份或3-4份;
[0082]
在某些实施例中,所述三元乙丙混炼胶还可包括其它助剂,所述其它助剂选自三乙醇胺、三甲氧基乙烯硅烷、石油树脂、古马隆、滑石粉、石蜡油中一种或多种。
[0083]
在某些实施例中,所述其它助剂的重量份数为0.5-10份。
[0084]
作为本发明的另一个方面,本发明一种汽车雨刮胶条的制备方法,包括如下步骤:
[0085]
1)将三元乙丙橡胶塑炼后,按照配方量加入除硫化剂和助交联剂之外的其它原料进行密炼,密炼胶冷却后,加入硫化剂和助交联剂进行混炼,之后将混炼胶过滤,然后挤出成三元乙丙混炼胶胶条;
[0086]
2)将三元乙丙混炼胶和tpv分别通过螺杆熔融,然后通过同一套复合机头挤出,通过口模复合挤出成型,tpv附着在三元乙丙橡胶表面,所述tpv与三元乙丙混炼胶通过挤出机口模时温度相同;再经过盐浴硫化加工,制成雨刮胶条半成品;
[0087]
3)对雨刮胶条半成品进行切割、修边后加工处理,制得成品汽车雨刮胶条。
[0088]
在某些实施例中,步骤2)中,所述tpv与三元乙丙混炼胶通过挤出机口模时温度为150-220℃。
[0089]
在某些实施例中,步骤2)中,所述盐浴硫化的盐浴槽中熔盐的温度为180-220℃。
[0090]
本发明针对已有技术的不足,打破国外垄断,提供一种三元乙丙混炼胶共挤tpv雨刮胶条,所述三元乙丙混炼胶耐候性优异,耐高低温性好,挤出变形小,压缩变形小,尺寸稳定性好,并且环保无异味;tpv(epdm/pp)作为涂层,其中包括了和三元乙丙混炼胶同样的原料epdm,作为同系材料,可牢牢粘接在三元乙丙橡胶表面。这是由于tpv(epdm/pp)与epdm为同系材料,经过了盐浴硫化,硫化过程中,除了tpv自身硫化外,还包括三元乙丙混炼胶中的基体epdm与tpv涂层中的epdm之间的硫化,这些分子之间化学交联,形成立体网状结构,使得tpv与三元乙丙混炼胶中的epdm分子间形成网状结构,粘接牢固。
[0091]
制得的产品耐高温、耐臭氧、耐腐蚀、耐磨损、耐天候老化性能好,安装方便,长时间使用不变形,使用寿命较同类产品提升3倍左右。
[0092]
本发明采用盐浴硫化工艺,使得雨刮胶条硫化更加完全。由于液态盐的温度下降慢,在硫化过程中,雨刮胶条加热温度控制精确,雨刮胶条悬浮在液态盐中,可减少其磨损,提高产品质量。在硫化过程中,tpv涂层与三元乙丙混炼胶共硫化,分子间形成网状结构,粘接牢固。
[0093]
本发明的tpv与三元乙丙混炼胶共挤出、共硫化工艺在现有文献中未见报道。
[0094]
实施例1
[0095]
本发明一种汽车雨刮胶条,包括胶条本体和外涂层;
[0096]
所述胶条本体由三元乙丙混炼胶制成;所述三元乙丙混炼胶包括如下重量份数的原料:
[0097][0098][0099]
所述的外涂层选自tpv材料,所述tpv材料是pp/epdm复合材料;
[0100]
所述胶条本体和外涂层之间通过化学交联,形成立体网状结构,tpv牢牢粘接在胶条本体表面。
[0101]
其中,
[0102]
所述三元乙丙橡胶原胶采用埃克森美孚公司的3666;
[0103]
所述炭黑采用n550;
[0104]
所述碳酸钙采用重钙;
[0105]
所述其它助剂为石油树脂,增加粘接性;
[0106]
所述tpv采用埃克森美孚公司的9101-80e;tpv涂层厚度为0.25mm。
[0107]
上述一种汽车雨刮胶条的制备方法,包括如下步骤:
[0108]
1)将三元乙丙橡胶塑炼后,按照配方量加入除硫化剂和助交联剂之外的其它原料进行密炼,密炼胶冷却后,加入硫化剂和助交联剂进行混炼,之后将混炼胶过滤,然后挤出成三元乙丙混炼胶胶条;
[0109]
2)将三元乙丙混炼胶和tpv分别通过螺杆熔融,然后通过同一套复合机头挤出,通过口模复合挤出成型,tpv附着在三元乙丙橡胶表面;再经过盐浴硫化加工成半成品汽车雨刮胶条;
[0110]
3)对汽车雨刮胶条半成品进行切割、修边等后加工处理工艺,制得成品汽车雨刮胶条。
[0111]
将本实施例1制备得到的成品汽车雨刮胶条进行测试,邵尔a硬度为80,拉伸强度为18.9mpa,压缩永久变形(120℃/24h)为18%,耐臭氧(200pphm/500h)无裂纹;将产品装配后进行总成台架寿命试验,尺寸稳定性好,长时间使用发生变形耐磨性好,无异响。
[0112]
实施例2
[0113]
本发明一种汽车雨刮胶条,包括胶条本体和外涂层;
[0114]
所述胶条本体由三元乙丙混炼胶制成;所述三元乙丙混炼胶包括如下重量份数的原料:
[0115][0116][0117]
所述的外涂层选自tpv材料,所述tpv材料是pp/epdm复合材料;
[0118]
所述胶条本体和外涂层之间通过化学交联,形成立体网状结构,tpv牢牢粘接在胶条本体表面。
[0119]
其中,
[0120]
所述三元乙丙橡胶原胶采用陶氏公司的4770r;
[0121]
所述炭黑采用n550;
[0122]
所述碳酸钙采用重钙;
[0123]
所述氧化锌采用活性氧化锌;
[0124]
所述tpv采用埃克森美孚公司的9101-80e;tpv涂层厚度为0.3mm。
[0125]
上述一种汽车雨刮胶条的制备方法,包括如下步骤:
[0126]
1)将三元乙丙橡胶塑炼后,按照配方量加入除硫化剂和助交联剂之外的其它原料进行密炼,密炼胶冷却后,加入硫化剂和助交联剂进行混炼,之后将混炼胶过滤,然后挤出成三元乙丙混炼胶胶条;
[0127]
2)将三元乙丙混炼胶和tpv分别通过螺杆熔融,然后通过同一套复合机头挤出,通过口模复合挤出成型,tpv附着在三元乙丙橡胶表面;再经过盐浴硫化加工成半成品汽车雨刮胶条;
[0128]
3)对汽车雨刮胶条半成品进行切割、修边等后加工处理工艺,制得成品汽车雨刮胶条。
[0129]
将本实施例2制备得到的成品汽车雨刮胶条进行测试,邵尔a硬度为75,拉伸强度为18.2mpa,压缩永久变形(120℃/24h)为17%,耐臭氧(200pphm/500h)无裂纹。将产品装配后进行总成台架寿命试验,耐磨性好,无异响。
[0130]
对比例1
[0131]
重复实施例1,其不同之处仅在于:硫化剂仅使用有机过氧化物dbpmh和硫,不添加bibp。
[0132]
结果如下:
[0133]
将本对比例1制备得到的成品汽车雨刮胶条进行测试,邵尔a硬度为74;拉伸强度为18.0mpa;压缩永久变形(120℃/24h)为27%,远大于20%的要求;耐臭氧(200pphm/500h)无裂纹。将产品装配后进行总成台架寿命试验,耐磨性好,但尺寸稳定性差,长时间使用发生变形、存在异响,不符合产品要求。
[0134]
对比例2
[0135]
重复实施例1,其不同之处仅在于:硫化剂仅使用bibp和硫,不添加有机过氧化物dbpmh。
[0136]
结果如下:
[0137]
将本对比例2制备得到成品汽车雨刮胶条进行测试,邵尔a硬度为76;拉伸强度为18.2mpa;压缩永久变形(120℃/24h)为30%,远大于20%的要求;耐臭氧(200pphm/500h)无裂纹。将产品装配后进行总成台架寿命试验,耐磨性好,但尺寸稳定性差,长时间使用发生变形、存在异响,不符合产品性能要求。
[0138]
对比例3
[0139]
重复实施例1,其不同之处仅在于:硫化剂仅使用bibp和有机过氧化物dbpmh,不添加硫。
[0140]
结果如下:
[0141]
将本对比例3制备得到的成品汽车雨刮胶条进行测试,邵尔a硬度为70;拉伸强度为17.4mpa,小于18mpa的要求;压缩永久变形(120℃/24h)为18%;耐臭氧(200pphm/500h)无裂纹。将产品装配后进行总成台架寿命试验,尺寸稳定性好,无异响,但耐磨性较差,不符合产品性能要求。
[0142]
对比例4
[0143]
重复实施例1,其不同之处仅在于:助交联剂仅使用taic,不添加tmpta。
[0144]
结果如下:
[0145]
将本对比例4制备得到的成品汽车雨刮胶条进行测试,邵尔a硬度为71;拉伸强度为17.6mpa,小于18mpa的要求;压缩永久变形(120℃/24h)为22%,大于20%的要求;耐臭氧(200pphm/500h)无裂纹。将产品装配后进行总成台架寿命试验,耐磨性较差,尺寸稳定性较差,长时间使用发生变形、存在异响,不符合产品性能要求。
[0146]
对比例5
[0147]
重复实施例1,其不同之处仅在于:助交联剂仅使用tmpta,不添加taic。
[0148]
结果如下:
[0149]
将本对比例5制备得到的成品汽车雨刮胶条进行测试,邵尔a硬度为74;拉伸强度为18.1mpa;压缩永久变形(120℃/24h)为31%,远大于20%的要求;耐臭氧(200pphm/500h)
无裂纹。将产品装配后进行总成台架寿命试验,耐磨性好,但尺寸稳定性差,长时间使用发生变形、存在异响,不符合产品性能要求。
[0150]
对比例6
[0151]
重复实施例1,其不同之处仅在于:活性剂仅使用氧化锌,不添加硬脂酸。
[0152]
结果如下:
[0153]
将本对比例6制备得到的成品汽车雨刮胶条进行测试,邵尔a硬度为70;拉伸强度为17.5mpa,小于18mpa的要求;压缩永久变形(120℃/24h)为20%;耐臭氧(200pphm/500h)无裂纹。将产品装配后进行总成台架寿命试验,尺寸稳定性好,无异响,但耐磨性较差,不符合产品性能要求。
[0154]
对比例7
[0155]
重复实施例1,其不同之处仅在于:活性剂仅使用硬脂酸,不添加氧化锌。
[0156]
结果如下:
[0157]
将本对比例7制备得到的成品汽车雨刮胶条进行测试,邵尔a硬度为71;拉伸强度为18.0mpa;压缩永久变形(120℃/24h)为26%,大于20%的要求;耐臭氧(200pphm/500h)无裂纹。将产品装配后进行总成台架寿命试验,耐磨性好,但尺寸稳定性差,长时间使用发生变形、存在异响。。由此可知,本对比例的产品压变远大于20%,不符合产品性能要求。
[0158]
对比例8
[0159]
重复实施例1,其不同之处仅在于:
[0160]
一种汽车雨刮胶条的制备方法,包括如下步骤:
[0161]
1)将三元乙丙橡胶塑炼后,按照配方量加入除硫化剂和助交联剂之外的其它原料进行密炼,密炼胶冷却后,加入硫化剂和助交联剂进行混炼,之后将混炼胶过滤,然后挤出成三元乙丙混炼胶胶条;
[0162]
2)将三元乙丙混炼胶和tpv直接混练;制得汽车雨刮胶条。
[0163]
结果如下:
[0164]
将本对比例8制备得到的成品汽车雨刮胶条进行测试,邵尔a硬度为82,拉伸强度为16.1mpa,压缩永久变形(120℃/24h)为33%,以上性能均不满足要求,耐臭氧(200pphm/500h)无裂纹。将产品装配后进行总成台架寿命试验,耐磨性较差,尺寸稳定性差,长时间使用发生变形、存在异响,不符合产品性能要求。
[0165]
本发明产品性能相关检测方法:
[0166]
1.按照gb/t 531.1-2009标准测试硬度;
[0167]
2.按照gb/t 528-2009标准测试拉伸强度;
[0168]
3.按照gb/t 7759.1-2015标准测试压缩永久变形率;
[0169]
4.耐臭氧性能按照gb/t 7762-2003标准标准来测试;
[0170]
上述对本说明书特定实施例进行了描述。其它实施例在所附权利要求书的范围内。在一些情况下,在权利要求书中记载的动作或步骤可以按照不同于实施例中的顺序来执行并且仍然可以实现期望的结果。另外,在说明书中描绘的过程不一定要求示出的特定顺序或者连续顺序才能实现期望的结果。在某些实施方式中,多任务处理和并行处理也是可以的或者可能是有利的。
[0171]
所属领域的普通技术人员应当理解:以上任何实施例的讨论仅为示例性的,并非
旨在暗示本公开的范围(包括权利要求)被限于这些例子;在本公开的思路下,以上实施例或者不同实施例中的技术特征之间也可以进行组合,步骤可以以任意顺序实现,并存在如上所述的本说明书一个或多个实施例的不同方面的许多其它变化,为了简明它们没有在细节中提供。
[0172]
另外,为简化说明和讨论,在阐述了具体细节以描述本公开的示例性实施例的情况下,对本领域技术人员来说显而易见的是,可以在没有这些具体细节的情况下或者这些具体细节有变化的情况下实施本说明书一个或多个实施例。因此,这些描述应被认为是说明性的而不是限制性的。
[0173]
尽管已经结合了本公开的具体实施例对本公开进行了描述,但是根据前面的描述,这些实施例的很多替换、修改和变型对本领域普通技术人员来说将是显而易见的。
[0174]
本说明书一个或多个实施例旨在涵盖落入所附权利要求的宽泛范围之内的所有这样的替换、修改和变型。因此,凡在本说明书一个或多个实施例的精神和原则之内,所做的任何省略、修改、等同替换、改进等,均应包含在本公开的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1