一种LFT-G抗菌PA6复合材料及其制备方法与流程
一种lft-g抗菌pa6复合材料及其制备方法
技术领域
1.本发明属于复合材料技术领域,具体涉及一种lft-g抗菌pa6复合材料及其制备方法。
背景技术:
2.聚酰胺通常称为尼龙,是在聚合物大分子链中含有酰胺基团重复单元的聚合物总称,主要由二元酸和二元胺或氨基酸内酰胺经缩聚或自聚得到,是开发最早、使用量最大的热塑性工程塑料。pa6广泛用于汽车、机电、电子、纺织、家电等领域。为了保证在使用过程中的安全,通常使用常规的杀菌技术,需要增加工序,降低生产效率,还会影响材料的机械性能,限制材料的应用。
技术实现要素:
3.本发明第一目的在于解决现有技术中的不足,提供一种lft-g抗菌pa6复合材料,其不仅具有良好的抗菌性能,且具有优良的机械性能。
4.本发明通过以下技术方案得以实现:一种lft-g抗菌pa6复合材料,包括如下重量份组分:pa640~70抗菌母粒10~30增韧剂3~5抗氧剂0.3~0.5润滑剂0.3~0.5玻璃纤维20~50。
5.进一步地,所述的抗菌母粒为pa6-抗菌母粒,其中抗菌剂为纳米无机银、铜、锌中的一种或者多种,优选地选择纳米无机锌类抗菌剂。
6.进一步地,所述的增韧剂为马来酸酐接枝epdm、sebs-g-mah和poe-g-mah中的一种或多种。
7.进一步地,所述的抗氧剂为抗氧剂1010、抗氧剂168、抗氧剂h164和抗氧剂1098中的一种或多种。
8.进一步地,所述的润滑剂为硅酮母粒。
9.进一步地,所述的玻璃纤维为经硅烷偶联剂处理过的连续长玻纤,直径7-12um。
10.一种lft-g抗菌pa6复合材料,包括下列步骤:1)制备抗菌母粒将抗菌剂和pa6树脂在混料机中混合15min,再通过双螺杆挤出机熔融造粒,制得抗菌母粒;2)制备lft-g抗菌pa6复合材料s1、除了玻璃纤维外,按照配比配制底料,将pa6树脂、抗菌母粒、抗氧剂、润滑剂、
增韧剂投入混料机中混合均匀,并加热至75℃后保温15分钟,得到预混料;s2、将步骤s1得到的预混料加入双螺杆挤出机的加料斗中,同时将玻璃纤维在侧喂料口进行添加,将玻璃纤维从浸润模具中穿过并被浸润模具中熔融混合物浸润和包覆,混合物料在拉力作用下继续前进,经过水冷、除湿、干燥后进入牵引机和切粒机中,经切粒机切粒后获得颗粒产品,颗粒长度为5-12mm;所述的双螺杆挤出机从喂料口到机头分为六区、开车阀、过渡管、分配器、机头、模唇、预分散,其中一至六区温度分别为215~220℃、225~230℃、235~240℃、245~250℃、255~260℃、260~265℃,开车阀温度为270℃,过渡管温度为275℃,分配器温度为270℃,机头温度为260℃,模唇温度为260℃,预分散温度为200℃,螺杆转速为310~340r/min,喂料量为20-55kg/h。
11.本发明的有益效果:本发明制备的lft-g抗菌pa6复合材料,具有良好的抗菌性能,具有较高的强度、较高的冲击等性能,易于成型加工、制作工艺简单,应用范围和市场广阔。
具体实施方式
12.本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
13.一种lft-g抗菌pa6复合材料,包括如下重量份组分:pa640~70抗菌母粒10~30增韧剂3~5抗氧剂0.3~0.5润滑剂0.3~0.5玻璃纤维20~50。
14.上述的抗菌母粒为pa6-抗菌母粒,其中抗菌剂为纳米无机银、铜、锌中的一种或者多种,优选地选择纳米无机锌类抗菌剂。
15.上述的增韧剂为马来酸酐接枝epdm、sebs-g-mah和poe-g-mah中的一种或多种。
16.上述的抗氧剂为抗氧剂1010、抗氧剂168、抗氧剂1098和抗氧剂h164中的一种或多种。
17.上述的润滑剂为硅酮母粒。
18.上述的玻璃纤维为经硅烷偶联剂处理过的连续长玻纤,直径7-12um。
19.实施例11)制备抗菌母粒:将抗菌剂和pa6树脂在混料机中混合15min,再通过双螺杆挤出机熔融造粒,挤出机设定温度为230-270℃,制得抗菌母粒;2)制备lft-g抗菌pa6复合材料按重量份组分称取底料,将pa6树脂40kg、抗菌母粒10kg、抗氧剂0.5kg、润滑剂0.5kg、增韧剂3kg投入混料机中混合均匀,并加热至75℃后保温15分钟,得到预混料;然后将预混料加入到双螺杆挤出机的加料斗中,同时将玻璃纤维从浸润模具中穿过并被浸润模具中的熔融混合物浸润和包裹,混合物料在拉力作用下继续前进,经过水冷、除湿、干燥后
进入牵引机和切粒机中,经切粒机切粒后获得颗粒产品,颗粒长度为12mm;所述的双螺杆挤出机从喂料口到机头分为六区、开车阀、过渡管、分配器、机头、模唇、预分散,其中一至六区温度分别为215~220℃、225~230℃、235~240℃、245~250℃、255~260℃、260~265℃,开车阀温度为270℃,过渡管温度为275℃,分配器温度为270℃,机头温度为260℃,模唇温度为260℃,预分散温度为200℃,螺杆转速为310~340r/min,喂料量为35kg/h。
20.实施例21)制备抗菌母粒:将抗菌剂和pa6树脂在混料机中混合15min,再通过双螺杆挤出机熔融造粒,挤出机设定温度为230-270℃,制得抗菌母粒;2)制备lft-g抗菌pa6复合材料按重量份组分称取底料,将pa6树脂35kg、抗菌母粒15kg、抗氧剂0.5kg、润滑剂0.5kg、增韧剂3kg投入混料机中混合均匀,并加热至75℃后保温15分钟,得到预混料;然后将预混料加入到双螺杆挤出机的加料斗中,同时将玻璃纤维从浸润模具中穿过并被浸润模具中的熔融混合物浸润和包裹,混合物料在拉力作用下继续前进,经过水冷、除湿、干燥后进入牵引机和切粒机中,经切粒机切粒后获得颗粒产品,颗粒长度为12mm;所述的双螺杆挤出机从喂料口到机头分为六区、开车阀、过渡管、分配器、机头、模唇、预分散,其中一至六区温度分别为215~220℃、225~230℃、235~240℃、245~250℃、255~260℃、260~265℃,开车阀温度为270℃,过渡管温度为275℃,分配器温度为270℃,机头温度为260℃,模唇温度为260℃,预分散温度为200℃,螺杆转速为310~340r/min,喂料量为35kg/h。
21.实施例31)制备抗菌母粒:将抗菌剂和pa6树脂在混料机中混合15min,再通过双螺杆挤出机熔融造粒,挤出机设定温度为230-270℃,制得抗菌母粒;2)制备lft-g抗菌pa6复合材料按重量份组分称取底料,将pa6树脂30kg、抗菌母粒20kg、抗氧剂0.5kg、润滑剂0.5kg、增韧剂3kg投入混料机中混合均匀,并加热至75℃后保温15分钟,得到预混料;然后将预混料加入到双螺杆挤出机的加料斗中,同时将玻璃纤维从浸润模具中穿过并被浸润模具中的熔融混合物浸润和包裹,混合物料在拉力作用下继续前进,经过水冷、除湿、干燥后进入牵引机和切粒机中,经切粒机切粒后获得颗粒产品,颗粒长度为12mm;所述的双螺杆挤出机从喂料口到机头分为六区、开车阀、过渡管、分配器、机头、模唇、预分散,其中一至六区温度分别为215~220℃、225~230℃、235~240℃、245~250℃、255~260℃、260~265℃,开车阀温度为270℃,过渡管温度为275℃,分配器温度为270℃,机头温度为260℃,模唇温度为260℃,预分散温度为200℃,螺杆转速为310~340r/min,喂料量为35kg/h。
22.实施例41)制备抗菌母粒:将抗菌剂和pa6树脂在混料机中混合15min,再通过双螺杆挤出机熔融造粒,挤出机设定温度为230-270℃,制得抗菌母粒;2)制备lft-g抗菌pa6复合材料按重量份组分称取底料,将pa6树脂25kg、抗菌母粒25kg、抗氧剂0.5kg、润滑剂
0.5kg、增韧剂3kg投入混料机中混合均匀,并加热至75℃后保温15分钟,得到预混料;然后将预混料加入到双螺杆挤出机的加料斗中,同时将玻璃纤维从浸润模具中穿过并被浸润模具中的熔融混合物浸润和包裹,混合物料在拉力作用下继续前进,经过水冷、除湿、干燥后进入牵引机和切粒机中,经切粒机切粒后获得颗粒产品,颗粒长度为12mm;所述的双螺杆挤出机从喂料口到机头分为六区、开车阀、过渡管、分配器、机头、模唇、预分散,其中一至六区温度分别为215~220℃、225~230℃、235~240℃、245~250℃、255~260℃、260~265℃,开车阀温度为270℃,过渡管温度为275℃,分配器温度为270℃,机头温度为260℃,模唇温度为260℃,预分散温度为200℃,螺杆转速为310~340r/min,喂料量为35kg/h。
23.实施例51)制备抗菌母粒:将抗菌剂和pa6树脂在混料机中混合15min,再通过双螺杆挤出机熔融造粒,挤出机设定温度为230-270℃,制得抗菌母粒;2)制备lft-g抗菌pa6复合材料按重量份组分称取底料,将pa6树脂20kg、抗菌母粒30kg、抗氧剂0.5kg、润滑剂0.5kg、增韧剂3kg投入混料机中混合均匀,并加热至75℃后保温15分钟,得到预混料;然后将预混料加入到双螺杆挤出机的加料斗中,同时将玻璃纤维从浸润模具中穿过并被浸润模具中的熔融混合物浸润和包裹,混合物料在拉力作用下继续前进,经过水冷、除湿、干燥后进入牵引机和切粒机中,经切粒机切粒后获得颗粒产品,颗粒长度为12mm;所述的双螺杆挤出机从喂料口到机头分为六区、开车阀、过渡管、分配器、机头、模唇、预分散,其中一至六区温度分别为215~220℃、225~230℃、235~240℃、245~250℃、255~260℃、260~265℃,开车阀温度为270℃,过渡管温度为275℃,分配器温度为270℃,机头温度为260℃,模唇温度为260℃,预分散温度为200℃,螺杆转速为310~340r/min,喂料量为35kg/h。
24.对比例1将抗菌剂和pa6树脂在混料机中混合15min,再通过双螺杆挤出机熔融造粒,挤出机设定温度为230-270℃,制得抗菌母粒。
25.对比例2按重量份组分称取底料,将pa6树脂50kg、抗氧剂0.5kg、润滑剂0.5kg、增韧剂3kg投入混料机中混合均匀,并加热至75℃后保温15分钟,得到预混料;然后将预混料加入到双螺杆挤出机的加料斗中,同时将玻璃纤维从浸润模具中穿过并被浸润模具中的熔融混合物浸润和包裹,混合物料在拉力作用下继续前进,经过水冷、除湿、干燥后进入牵引机和切粒机中,经切粒机切粒后获得颗粒产品,颗粒长度为12mm;所述的双螺杆挤出机从喂料口到机头分为六区、开车阀、过渡管、分配器、机头、模唇、预分散,其中一至六区温度分别为215~220℃、225~230℃、235~240℃、245~250℃、255~260℃、260~265℃,开车阀温度为270℃,过渡管温度为275℃,分配器温度为270℃,机头温度为260℃,模唇温度为260℃,预分散温度为200℃,螺杆转速为310~340r/min,喂料量为35kg/h。
26.将上述的实施例1~5制得的lft-g抗菌pa6复合材料和对比例1~2制得的pa6复合材料采用注塑成型机注塑成标准式样,并按照国家、国际标准进行性能表征。
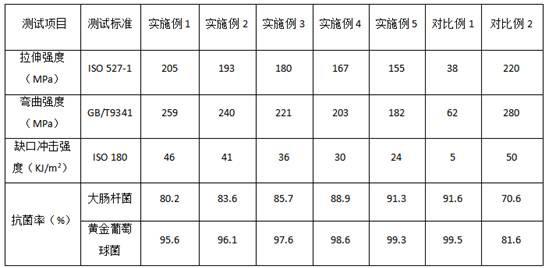
27.表1各实施例1~5和对比例1~2抗菌性能和机械性能测试数据:
由表1可知,本发明技术方案制得的lft-g抗菌pa6复合材料具有良好的抗菌性能,并且具有优异的机械性能,达到预期水平。
28.以上所述仅为本发明的优选实施方式,本发明的保护范围并不仅限于上述实施方式,凡是属于本发明原理的技术方案均属于本发明的保护范围。对于本领域的技术人员而言,在不脱离本发明原理的前提下进行的若干改进,这些改进也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1