冷成型用双轴拉伸尼龙膜的制作方法
冷成型用双轴拉伸尼龙膜
1.本技术发明是申请号为201480057686.6、发明名称为“冷成型用双轴拉伸尼龙膜”、申请日为2014年9月2日的申请的分案申请。
技术领域
2.本发明涉及一种适合作为冷成型用包装材料、尤其是锂离子二次电池等电池外壳用包装材料的主要基材使用的冷成型用双轴拉伸尼龙膜。
背景技术:
3.目前,锂离子电池、锂离子聚合物电池、燃料电池、电解型电容器等、含有将化学的能量变换为电能量的元件的各种电池被用于笔记本、手机、pda、摄像机、电动汽车、能量贮藏用蓄电池、机器人、卫星等广泛的用途。作为这些电池的外装体,可使用将金属进行加压加工并容器化为圆筒状或长方体状的金属制罐、或将层叠了塑料膜、金属箔等而得到的层叠体做成袋状的结构等。
4.但是,在电池的外装体中的金属制罐类型中,由于容器外壁为刚性,所以需要将设备本体一侧按照电池的形状进行设计,存在没有形状的自由度的问题。另外,金属制罐类型由于容器自身厚,所以也存在在长时间使用等时电池发热的情况下难以放热的缺点。另一方面,层叠体类型除金属端子的取出容易或密封容易的优点之外,还具有柔软性,因此,可以设为与电子设备或电子零件的适当的空间一致的形状,具有一定程度上可以自由设计电子设备或电子零件自身的形状的优点。进而,由于为薄膜且放热性也优异,因此,不易引起发热导致的异常放电。这样,从层叠体类型与金属制罐类型相比容易实现小型化、轻量化、及安全性高等优点考虑,作为电池用外装体逐渐成为主流。
5.作为使用层叠体类型的外装体的锂电池的形态,已知有袋类型和成型类型。袋类型为将包装材料加工成筒状,在此以将分别与正极和负极连接的金属端子突出于外侧的状态将锂电池本体容纳于其中,对开口部进行热粘接并密封而成的类型(例如参照专利文献1的图2)。成型类型为将包装材料成型为容器状,以将分别与正极和负极连接的金属端子突出于外侧的状态将锂电池本体容纳在该容器内,用成型为平板状的包装材料或容器状的包装材料包覆,并且将四周缘进行热粘接并密封而成的类型(例如参照专利文献1的图3)。
6.而且,成型类型与袋类型相比,可以紧凑(设为紧密的状态)地容纳电池本体,因此,具有可以使体积能量密度提高,并且容易容纳锂电池本体等优点。成型类型的成型加工法有加热成型法和冷(常温)成型法。加热成型法容易发生加热导致的强度的降低、引起热收缩的问题,与之相对,冷(常温)成型法在成型加工时不易引起这种包装材料自身的特性的变化,进而从成型装置也廉价,且简便并且生产率也高方面考虑,目前成为主流的成型方法。
7.作为电池用外装体所要求的物性、功能,高度的防湿性、密封性、耐突刺性、耐针孔性、绝缘性、耐热耐寒性、耐电解质性(耐电解液性)、耐腐蚀性(对通过电解质的劣化或水解而产生的氢氟酸的耐性)等是必不可少的,尤其是防湿性为重要的要素。在层叠体类型、尤
其是冷成型类型中,作为金属箔一般所使用的铝箔,其成型性优异,另一方面,因在成型时产生的不均匀应变而容易产生针孔或裂缝,因此,在以尖锐的形状加深稳定地成型的成型稳定性方面存在改善的余地。另外,层叠体类型至少由基材层、阻隔层、密封层构成,但所述各层间的粘接强度对作为电池的外装体所必需的性质产生影响。例如,当阻隔层和基材层间的粘接强度不充分时,在容纳电池本体之后进行热封而密封的工序中,或在高温的状态下长时间使用时,存在基材层的热收缩应力大于层间粘接强度,在阻隔层和基材层之间发生层离(剥离)的问题。尤其是在200℃左右的热施加于基材层的热封时,层离的发生频率高。在阻隔层和基材层之间发生层离的情况下,导致电池用外装体所要求的特性中的耐突刺性、耐针孔性等强度特性的降低,可能成为水蒸气从外部浸入的原因。在水蒸气侵入内部的情况下,存在与作为形成电池的成分之一的电解质反应而产生氢氟酸、由此作为所述阻隔层的铝箔腐蚀的问题。
8.关于层叠体类型、尤其是冷成型类型的电池用外装体的主要品质的课题,即确保优异的冷成型性和抑制各层间的层离,迄今为止提出了各种方案。作为确保优异的冷成型性的方法,例如在专利文献2中记载了在基材层表面涂布脂肪酸酰胺系的润滑性赋予成分,在成型时改良向模具内的滑入而改善成型性的方法。在专利文献3、专利文献4、专利文献5及专利文献6中记载了如下方法:着眼于尼龙膜等基材层的强度物性,为了抑制冷成型时的铝箔的断裂,使用各向异性少、且具有高强度或高伸长率等性质的基材对铝箔进行增强。此外,在专利文献7中提出了着眼于基材层的结晶性的方法。另一方面,作为抑制层离的方法,在专利文献8中提出了将基材层的热水收缩率限定在一定范围的方法,在专利文献9中提出了将基材层的密度限定在一定范围的方法。
9.但是,在基材层的表面涂布润滑性赋予成分的方法必须设置涂布的工序,另外,在电池的真空脱气时或密封加工时润滑性赋予成分蒸发,该蒸发成分附着于加工设备上,因此,存在需要将它们除去的清扫操作的问题。使用高强度或高伸长率的基材来增强铝箔的方法,虽然可看到成型性的提高,但是没有抑制层离的效果。限制基材层的热水收缩率且抑制层离的方法,尤其是层离发生频率高的状况,例如200℃左右的热施加于基材的热封工序或高温高湿度不一定符合条件,作为层离的防止对策并不充分。
10.本发明人等鉴于上述课题,发现:通过将作为基材层的尼龙膜的热收缩应力及拉伸强度限定在一定范围,可以兼顾作为冷成型类型的电池用外装体的主要课题的优异的冷成型性的确保和各层间的层离的抑制(专利文献10)。但是,最近,锂离子电池等二次电池广泛普及,例如有时在汽车用等严酷的条件下长时间使用,对外装材料要求更进一步的耐久性。现有的技术中,在严酷条件、尤其是高温高湿度下或在ony膜与铝箔间设置印刷层的情况下,有时各层间的粘接力变弱,层离发生的风险升高。
11.另一方面,以层压强度改善为目的,开发了尤其是在沸腾、蒸馏时要求粘接性的用途的易粘接尼龙膜(专利文献11、12、13)。但是,没有将其作为电池用外包装材料的基材应用的例子。
12.现有技术文献
13.专利文献
14.专利文献1:日本特开2004-74419号公报
15.专利文献2:日本特开2002-216714号公报
16.专利文献3:日本特开2000-123800号公报
17.专利文献4:日本特开2006-236938号公报
18.专利文献5:日本特开2008-44209号公报
19.专利文献6:日本特开2005-22336号公报
20.专利文献7:日本特开2007-42469号公报
21.专利文献8:日本特开2006-331897号公报
22.专利文献9:日本特开2008-288117号公报
23.专利文献10:日本特开2011-162702号公报
24.专利文献11:日本特公昭57-26236号公报
25.专利文献12:日本特开平8-258232号公报
26.专利文献13:日本特开平11-20104号公报
技术实现要素:
27.发明所要解决的课题
28.本发明的课题在于,获得一种冷成型用尼龙膜,所述尼龙膜在用作层叠体的基材时,冷成型性优异、且严酷条件下的耐久性优异,尤其是即使在高温高湿度条件下、或在该膜与铝箔间设置印刷层的情况下,也不易发生层离。
29.用于解决课题的手段
30.本发明人对本课题反复进行了深入研究,结果发现:通过将具有某种特定的强度特性的双轴拉伸膜的表面用某种特定的树脂薄薄地涂布,将其用作基材的电池用外装材料具有优异的特性。具体而言,发现:可以兼顾冷成型性优异、且在高温高湿度下或隔着印刷层这样的严酷条件下也不易引起各层间的层离的特性。
31.即,本发明提供:
32.[1]一种双轴拉伸尼龙膜,其特征在于,在所述双轴拉伸尼龙膜的至少一面涂布有选自聚氨酯树脂、丙烯酸系共聚物树脂、聚酯树脂、环氧系树脂、聚酰亚胺系树脂中的至少一种树脂及其交联剂,所述双轴拉伸尼龙膜在170~210℃下的热收缩应力的最大值在md、td上均为5.0mpa以下,且在单轴拉伸试验(试样宽度15mm、夹具间距离100mm、拉伸速度200mm/min.)中测得的4个方向(0
°
(md)、45
°
、90
°
(td)、135
°
)的断裂强度全部为240mpa以上。
[0033]
[2]根据上述[1]所述的双轴拉伸尼龙膜,其特征在于,在未拉伸的或拉伸后的未进行热处理的尼龙膜上涂布选自聚氨酯树脂、丙烯酸系共聚物树脂、聚酯树脂、环氧系树脂、聚酰亚胺系树脂中的至少一种树脂及交联剂之后,进行了热处理。
[0034]
[3]根据上述[1]或[2]所述的双轴拉伸尼龙膜,涂布有水性涂布剂,其涂布量在膜拉伸后以固体成分计为0.005~0.200g/m2,所述水性涂布剂以含有所述树脂及其交联剂的组合物为主成分,所述树脂及其交联剂为下述的a、b,且固体成分重量比a/b=98~30/2~70,
[0035]
a:含有非离子系表面活性剂的水系聚氨酯树脂,所述非离子系表面活性剂为在三键所相邻的两个碳原子上均取代有羟基及甲基的炔二醇和/或其环氧乙烷加成物,
[0036]
b:水溶性多环氧基化合物。
[0037]
[4]根据上述[3]所述的双轴拉伸尼龙膜,其特征在于,上述[3]中记载的涂布剂中,以固体成分重量比成为a/b/c=98~30/2~70/0.1~10的方式含有平均粒径为0.001~1.0μm的微粒c。
[0038]
[5]根据上述[1]~[4]中任一项所述的双轴拉伸尼龙膜,其特征在于,单轴拉伸试验(试样宽度15mm、夹具间距离100mm、拉伸速度200mm/min)中测得的4个方向(0
°
(md)、45
°
、90
°
(td)、135
°
)50%模量值全部为120mpa以上。
[0039]
[6]一种冷成型用电池外壳包装材料,其特征在于,至少由基材层、阻隔层、密封层形成,将作为所述基材层的[1]~[5]中任一项所述的双轴拉伸尼龙膜的涂布面配置在阻隔层侧。
[0040]
[7]一种冷成型用电池外壳包装材料,其特征在于,至少由基材层、阻隔层、密封层形成,在作为所述基材层的[1]~[5]中任一项所述的双轴拉伸尼龙膜的涂布面上进行印刷,将其印刷面配置在阻隔层侧。
[0041]
[8]一种电池外壳,使用上述[6]或[7]所述的冷成型用电池外壳包装材料,以密封层成为内面的方式进行拉伸成型或深冲压成型而形成凹陷部分。
[0042]
[9]一种电池,其特征在于,将电池本体容纳于[8]所述的电池外壳的凹陷部分并进行密封。
[0043]
发明效果
[0044]
通过将本发明的双轴拉伸尼龙膜用作冷成型用包装材料、尤其是锂离子二次电池等电池外壳用包装材料的主要基材,即使在进行热封而密封的工序或高温高湿度下或以隔着印刷层的状态长时间使用的情况下,也难以引起阻隔层和基材层间的层离,且在所有的模具形状或成型深的冷成型加工时也没有铝箔的断裂或针孔等产生,可以确保稳定的成型性。另外,如现有技术那样,即使不涂布润滑性赋予成分,也能够确保优异的成型性,因此,生产率也优异。
附图说明
[0045]
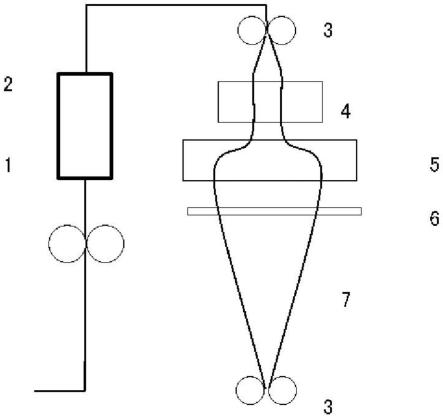
图1是制造本发明的双轴拉伸尼龙膜的在线树脂涂布管状拉伸装置的工序图。
具体实施方式
[0046]
下面,对用于实施本发明的最佳方式进行说明。
[0047]
(双轴拉伸尼龙膜的原料)
[0048]
本发明的双轴拉伸尼龙膜(以下,ony膜)的原料只要是聚酰胺系树脂,就没有特别限定。可举出例如:尼龙6、尼龙66、尼龙11、尼龙12、尼龙610、尼龙612、尼龙6,66,12共聚物、其它聚酰胺系共聚物、尼龙mxd6、芳族聚酰胺、聚酰胺酰亚胺(pai)、芳香族聚酰亚胺、聚醚酰亚胺(pei)、聚马来酰亚胺胺(pmia,poly(maleimide-amine))、聚氨基双马来酰亚胺(pabm)等,但从生产率或以冷成型性、强度物性为主的膜物性的观点出发,最优选尼龙6。另外,在尼龙6原料中,数均分子量优选为10000~30000,特别优选为22000~24000。数均分子量低于10000时,得到的ony膜的冲击强度、拉伸强度不充分。另外,数均分子量大于30000时,分子链的相互缠绕显著,通过拉伸加工而产生过度的应变,因此,在拉伸加工时频繁地产生断裂或穿孔,不能稳定地生产。
[0049]
(涂布剂的原料)
[0050]
用于本发明的涂布剂以聚氨酯树脂或丙烯酸系共聚物树脂为主成分,且需要通过交联剂进行交联。作为优选的树脂,为水系乳液,从涂布容易、环境对应方面考虑,交联剂也优选为水溶性交联剂。以下示出树脂的实例,但只要可以用聚氨酯树脂或丙烯酸系树脂进行薄膜涂布且不会因适当的交联剂形成的交联结构而使尤其是相对于水、溶剂的树脂自身凝集力极端地降低的树脂,就可以没有特别限制地使用。
[0051]
作为聚氨酯树脂,没有特别限定,可以使用作为粘接剂所使用的溶剂或水系的乳化型。
[0052]
从稳定性良好方面考虑,特别优选粒径小的水系自乳化型。
[0053]
其粒径可以为10~100nm左右。用于本发明的聚氨酯树脂优选其玻璃化转变温度(tg)为40℃~150℃。tg低于40℃的聚氨酯树脂,在涂布后卷绕成卷状时发生粘连,密合的痕迹残留下来,成为透明斑,在更激烈的情况下不能退卷,在强行退卷时,膜会发生断裂。另外,本发明由于为涂布于聚酰胺膜后进行拉伸的在线涂布,因此,与涂布后的干燥温度及在拉伸时的温度相比,tg过高时,难以形成均匀的涂膜。这是因为,形成连续的涂膜的最低成膜温度(mft)一般在tg附近,优选低于150℃。
[0054]
在本发明中,使用水系聚氨酯树脂的情况下,优选添加非离子系表面活性剂,所述非离子系表面活性剂为在三键所相邻的两个碳原子上均取代有羟基及甲基的炔二醇和/或其环氧乙烷加成物。作为这样的表面活性剂,可以例示例如日信化学工业(株)制的surfynol 104、440等。至于添加量,相对于水系聚氨酯树脂的固体成分,优选为0.01~1.0%。过去,为了解决涂布剂使用时的起泡和水的大的表面张力引起的对膜等的均匀的“湿润”困难的问题,通常必须添加2种表面活性剂(消泡剂、湿润剂)。进而在大多的情况下,由于消泡效果和湿润效果相反,因此,如果解决其中一个,则另一个反而恶化。通过添加该表面活性剂,对膜的湿润变好,即使涂布量少,也可得到均匀的涂膜,因此,实现成本降低自不必说,还有消泡效果,因此,也能消除涂布剂制备时及涂布时的起泡引起的麻烦。
[0055]
作为用于本发明的聚氨酯的交联剂,可以使用环氧化合物、唑啉化合物等通用的水溶性交联剂,但从安全性的观点出发,特别优选水溶性的物质。水溶性环氧化合物具有在水中的溶解性,为具有2个以上的环氧基的化合物,可举出例如通过使乙二醇、二乙二醇、三乙二醇、聚乙二醇、丙二醇、二丙二醇、三丙二醇、聚丙二醇、1,4-丁二醇、1,6-己二醇、新戊二醇等二醇类1摩尔与表氯醇2摩尔进行醚化而得到的二环氧基化合物、通过使甘油、聚甘油、三羟甲基丙烷、季戊四醇、山梨糖醇等多元醇类1摩尔与表氯醇2摩尔以上进行醚化而得到的多环氧基化合物、通过使邻苯二甲酸、对苯二甲酸、草酸、己二酸等二羧酸类1摩尔与表氯醇2摩尔进行酯化而得到的二环氧基化合物等,但并不限定于这些。这些水溶性交联剂与水系聚氨酯树脂发生交联,使涂膜的耐水性、耐溶剂性提高,进而也有助于与聚酰胺膜的粘接性。
[0056]
可以在本发明中的涂布剂中添加微粒而提高层压时的加工适性。由于在涂布膜中存在微粒,因此可以显示耐粘连剂、及在卷绕、印刷、层压、涂布等后加工工序中赋予适度润滑性的润滑剂的功能。可使用平均粒径为0.001~1.0μm的微粒,优选使用正球状的微粒。正球状微粒是指在其电子显微镜照片中短径/长径为0.90以上。微粒为正球状的情况下,由于在耐粘连性、润滑性方面的效果优异,另外,透明性的降低少,因此优选。另外,平均粒径低
于0.001μm时,在耐粘连性、润滑性方面没有效果。平均粒径超过1.0μm时,印刷适性降低。尤其是在照片版印刷的情况下,在高亮部分会产生油墨遗漏。微粒可以为无机系,也可以为有机系,但需要在制造工序中发生变形而不失去效果的耐热性。
[0057]
微粒为无机、有机化合物,没有特别限定,作为优选的微粒,可举出例如日产化学工业(株)制的胶体二氧化硅“snowtex”st-c(平均粒径0.010~0.020μm)、st-xs(平均粒径0.004~0.006μm)等。
[0058]
在本发明中,含有表面活性剂的水系聚氨酯树脂(a)和水溶性多环氧基化合物(b)的配合比率a/b的重量比以固体成分计为98/2~30/70。
[0059]
a/b的比率大于98/2时,交联密度减小,耐水性、耐溶剂性、粘接性差。相反a/b的比率小于30/70时,熟化中的粘连作为问题点残留。另外,至于微粒(c)的配合量,作为与含有表面活性剂的水系聚氨酯树脂(a)及水溶性多环氧基化合物(b)的合计量(a+b)的比率的c/(a+b)为0.1/100~10/100。该比率小于0.1/100时,耐粘连性、润滑性的效果不充分,相反,即使大于10/100,效果也不变化,经济上是不利的。
[0060]
以含有表面活性剂的水系聚氨酯树脂、水溶性多环氧基化合物及微粒为主成分的水性涂布剂的涂布量,以拉伸后干燥重量计优选为0.005~0.2000g/m2,更优选为0.010~0.050g/m2。其低于0.005g/m2时,不能得到均匀的涂膜,耐水性、粘接性不充分。相反,涂布0.200g/m2以上时,涂布面/非涂布面容易变得粘连。另外,也确认不到性能的提高,成本升高,固不优选。
[0061]
作为丙烯酸系共聚树脂,其玻璃化转变温度优选为40℃以上。对于玻璃化转变温度低于40℃的丙烯酸系共聚树脂,使水溶性多环氧基化合物等交联、固化,因此在涂布后卷绕成卷状,在30~60℃下熟化时发生粘连,残留密合的痕迹,成为透明斑,在更强烈的情况下不能退卷,如果强行退卷,则膜会发生断裂,因此不优选。特别优选通过将用于本发明的丙烯酸系树脂和/或甲基丙烯酸酯类等构成的主单体、和具有有助于与环氧基交联反应的官能团的共聚单体、以及根据希望进一步能够与所述的单体共聚的中性单体进行共聚而得到。
[0062]
作为所述的主单体中的丙烯酸酯类,可举出例如:丙烯酸甲酯、丙烯酸乙酯、丙烯酸正丙酯、丙烯酸异丙酯、丙烯酸正丁酯、丙烯酸异丁酯、丙烯酸叔丁酯、丙烯酸2-乙基己酯等,另外,作为甲基丙烯酸酯类,可举出:甲基丙烯酸甲酯、甲基丙烯酸乙酯、甲基丙烯酸正丙酯、甲基丙烯酸异丙酯、甲基丙烯酸正丁酯、甲基丙烯酸异丁酯、甲基丙烯酸叔丁酯、甲基丙烯酸2-乙基己酯等。
[0063]
另外,作为所述的共聚单体,可举出:丙烯酸、甲基丙烯酸、丁烯酸、马来酸、富马酸、柠康酸、马来酸单酯、富马酸单酯等α,β-不饱和羧酸类;甲基丙烯酸2-羟基乙酯、聚乙二醇单甲基丙烯酸酯等羟基化合物;甲基丙烯酸缩水甘油酯、烯丙基缩水甘油醚等环氧化合物;烯丙基胺、n,n-二甲基氨基乙基丙烯酸酯、n,n-二甲基氨基丙基丙烯酰胺等胺类;n-甲基丙烯酰胺等酰胺类;马来酸酐等酸酐等,但并不限定于这些。这些单体的官能团有助于与多环氧基化合物的交联、与塑料膜的粘接性等。
[0064]
另外,作为所述能够共聚的中性单体,可举出:苯乙烯、α甲基苯乙烯等苯乙烯类、丙烯腈、甲基丙烯腈等丙烯腈类、醋酸乙烯酯、丙酸乙烯酯等脂肪族乙烯基酯类、乙烯基甲基醚、乙烯基乙基醚等乙烯基烷基醚类、乙烯、丙烯、1-丁烯等α烯烃、氯乙烯、偏氯乙烯等,
但并不限定于此。
[0065]
用于本发明的丙烯酸系共聚树脂及环氧基交联剂优选为水溶性。在有机溶剂溶液的情况下,存在起火爆发的危险性、急性、慢性的中毒及由于高价的有机溶剂而导致成本升高等问题点,在本发明中,优选使用水系涂布剂。但是,为了赋予水溶性,可以使用必要最小限的有机溶剂。
[0066]
所述的共聚物为水性分散液的情况下,与水溶液相比,制膜性差,从粘接性、耐水性、耐溶剂性方面存在问题点,因此,优选通过添加酸或碱等进行水溶化后使用。此时,使用的水性分散液优选不使用乳化剂而进行乳化。另外,对于使用少量的水溶性有机溶剂进行溶液聚合的情况,也可以通过在有机溶剂溶液中添加酸或碱进行水溶化而使用,但水溶化的方法并不限定于这些。
[0067]
用于本发明中使用的丙烯酸系共聚树脂的分子量优选为5,000以上100,000以下。分子量低于5,000时,耐水性、耐溶剂性、耐擦伤性差,分子量超过100,000时,水溶化变得困难,且粘度也上升,使用变得困难。在此所说的分子量是指利用gpc(凝胶渗透色谱法)的聚甲基丙烯酸甲酯均聚物换算的重均分子量。
[0068]
作为用于本发明的其它树脂,可以使用具有极性、能够通过交联剂使其交联的水系或溶剂系的粘接性树脂。可举出例如聚酯树脂、环氧系树脂、聚酰亚胺系树脂。
[0069]
作为用于本发明的交联剂,可以使用能够与涂布的树脂反应并交联的、具有多官能团的交联剂。例如,水溶性多环氧基化合物具有在水中的溶解性,安全性高,特别优选。这些物质只要是具有2个以上的环氧基的化合物即可,可举出例如通过使乙二醇、二乙二醇、三乙二醇、聚乙二醇、丙二醇、二丙二醇、三丙二醇、聚丙二醇、1,4-丁二醇、1,6-己二醇、新戊二醇等二醇类1摩尔与表氯醇2摩尔进行醚化而得到的二环氧基化合物、通过使甘油、聚甘油、三羟甲基丙烷、季戊四醇、山梨糖醇等多元醇类1摩尔与表氯醇2摩尔以上进行醚化而得到的多环氧基化合物、通过邻苯二甲酸、对苯二甲酸、草酸、己二酸等二羧酸类1摩尔与表氯醇2摩尔进行酯化而得到的二环氧基化合物等,但并不限定于这些。这些多环氧基化合物与用于本发明的丙烯酸系共聚树脂的交联性官能团交联,使涂膜的耐水性、耐溶剂性提高,进而也有助于与塑料膜的粘接性。
[0070]
(树脂涂布双轴拉伸尼龙膜的制造方法)
[0071]
本发明的树脂涂布双轴拉伸尼龙膜(以下“ony膜”)是将聚酰胺树脂原料从模具中挤出并成型为原片后,进行拉伸并热固定,但必须对热处理之前即原片或热处理前的拉伸膜实施树脂涂布。经涂布的树脂通过热处理而与膜的凝集力飞跃性提高,可以形成牢固的涂布层。树脂涂布的方法没有特别限定,只要可得到规定的薄膜涂布量即可。在拉伸前涂布的话,在后续的拉伸工序中涂布层变薄,因此,从涂布容易程度的观点出发,优选。例如通过凹版涂布法涂布固体成分1g/m2之后,如果md及td均实施3.2倍的拉伸,则拉伸后的涂布量成为0.1g/m2。也可以对拉伸后且热处理前的拉伸尼龙膜薄膜涂布本发明的树脂。
[0072]
相对于由所述聚酰胺系原料中的任一者制成的未拉伸原片,拉伸倍率而,在md及td上分别优选为2.8~4.0倍的范围,特别优选为3.0~3.4倍的范围。拉伸倍率低于2.8倍时,得到的ony膜的冲击强度、拉伸强度不充分。另外,4.0倍以上的情况下,通过拉伸而产生过度的分子链的应变,因此,在拉伸加工时频繁地产生断裂或穿孔,不能稳定地生产。作为双轴拉伸方式,可举出例如通过管状方式、拉幅机方式进行的同时双轴拉伸、或逐次双轴拉
伸,但在纵横的强度平衡方面,优选利用管状法的同时双轴拉伸。通过实施这样双轴拉伸加工,尤其是强度物性飞跃性提高,可以得到冷成型性优异的ony膜。
[0073]
一般而言,本发明的聚酰胺膜为了印刷、金属蒸镀、与其它膜层压,涂膜表面的湿润指数优选为40~52dyn/cm。通过本技术的树脂涂布,湿润指数变大,因此,可以在涂膜形成后不用电晕处理等进行表面处理。
[0074]
通过将得到的树脂涂布拉伸膜投入于热辊方式或拉幅机方式、或组合有这些方式的热处理设备中任意的时间,在185~215℃、特别优选在190~210℃下进行热处理,可以得到本发明的ony膜。热处理温度高于215℃时,弧状弯曲现象过大而宽度方向的各向异性增加,或结晶化度过高,因此,强度物性会降低。另一方面,热处理温度低于185℃时,膜的热尺寸稳定性大幅降低,因此,在层压加工时膜变得容易收缩,或在冷成型后进行热封而密闭的工序中容易发生层离,因此,实用上产生问题。
[0075]
ony膜的厚度优选为5~50μm,更优选为10~30μm。厚度小于5μm的情况下,层压包装材料的耐冲击性变低,冷成型性变得不充分。另一方面,当其超过50μm时,虽然形状维持的强度提高,但是,尤其是在断裂防止或成型性的提高方面的效果小,仅使体积能量密度降低。
[0076]
ony膜的4个方向(0
°
(md)、45
°
、90
°
(td)、135
°
)的单轴拉伸断裂强度及50%模量值,根据通过单轴拉伸试验(试样宽度15mm、标点间距离50mm、拉伸速度200mm/min)而得到的应力-应变曲线求出。在该应力-应变曲线中,4个方向的拉伸断裂强度优选均为240mpa以上,进一步优选为280mpa以上。由此,在一般认为不易成型的成型深度大的模具形状的情况下,在冷成型时,ony膜、及铝箔也变得难以断裂,可以稳定地确保优异的成型性。在4个方向中的任一方向拉伸断裂强低于240mpa时,在冷成型时ony膜变得容易断裂,尤其是在成型高伸长率时的拉伸强度所要求的成型深度大的模具形状的情况下,无法得到稳定的成型性。进而,在应力-应变曲线中,4个方向的50%模量值均优选为120mpa以上,进一步优选为150mpa以上。由此,尤其是在成型深度比较小的模具形状的情况下,可以确保稳定的成型性。在4个方向中的任一方向50%模量值低于120mpa时,在冷成型时ony膜变得容易断裂,无法得到稳定的成型性。
[0077]
ony膜的170~210℃的热收缩应力的最大值,在md、td上优选均为5.0mpa以下,在成型后,即使在热封等二次加工时,也能够维持稳定的品质。热收缩应力的最大值在md、td中任一个大于5.0mpa时,基材的热收缩应力变大,尤其是在200℃左右的热施加于基材层的热封时或在ony膜和铝箔间隔着印刷层的情况下,在铝箔层和基材层间容易地发生层离(剥离),因此不优选。
[0078]
(层压包装材料的构成)
[0079]
层压包装材料是在所述的ony膜的至少任一面层叠1层或2层以上其它基材而构成的。具体而言,作为其它基材,可举出:用于赋予高的防湿性的由纯铝箔或铝-铁系合金的软质材制成的铝箔层、及用于赋予密封性或耐药品性的由聚乙烯、聚丙烯、马来酸改性聚丙烯、马来酸改性聚乙烯、乙烯-丙烯酸酯共聚物、离聚物树脂、聚氯乙烯等未拉伸膜制成的热封层。一般而言,含有铝箔层的层压包装材料在冷成型时容易产生铝箔层的断裂或针孔,因此不适于冷成型。但是,由于含有本发明的ony膜的层压包装材料具有优异的成型性、耐冲击性及耐针孔性,因此,在冷的拉伸成型或拉伸成型等时,可以抑制铝层的断裂。另外,由于
具有优异的粘接性,因此,在施加了200℃左右的热的情况或高温高湿度下条件下,也可以抑制ony膜和铝箔间的层离的产生。此外,由于本发明的ony膜与油墨的粘接性也优异,因此,即使根据需要在ony膜和铝箔层间设置印刷层,在品质上也没有任何影响。
[0080]
含有ony膜的层压基材的总厚度优选为200μm以下。厚度超过200μm时,冷成型引起的拐角部的成型变得困难,有时无法得到尖锐的形状的成型品。
[0081]
铝箔层的厚度优选为20~100μm。由此,可以良好地保持成型品的形状,另外可以防止氧或水分等侵入于包装材料内。铝箔层的厚度低于20μm时,在层压包装材料的冷成型时容易产生铝箔层的断裂,另外,即使在不断裂的情况下,也容易产生针孔等,因此,有时在包装材料中氧或水分等会侵入。另一方面,铝箔层的厚度超过100μm时,冷成型时的断裂或针孔产生防止的效果也不会大幅改善,仅总厚度变厚,固不优选。
[0082]
含有本发明的ony膜的层压包装材料为通过拉伸成型、或拉伸成型等冷(常温)成型法而具有可加工的性能的包装材料,虽然包装材料总厚度薄,但是强度大,因此可进行尖锐的成型,且为在成型时防止铝箔的断裂或针孔的产生的层压包装材料。
[0083]
作为使用含有本发明的ony膜的层压包装材料的领域及用途,尤其是最适于使用腐蚀性高的电解液、且极度害怕水分或氧的侵入的锂二次电池用包装材料,但在其以外的需要轻量化、小型化的一次电池、二次电池等中,在作为电池外壳要求轻量且尖锐的形状的成型性的情况下可以使用。另外,作为电池用包装材料以外,由于热封性、耐药品性、成型性等优异,因此,为作为用于含有医药品、化妆品、照片用药品其它腐蚀性强的有机溶剂的内容物的容器用材料也可以利用的包装材料。
[0084]
实施例
[0085]
下面,使用实施例及比较例,具体地说明本发明。
[0086]
实施例1
[0087]
(涂布剂的制造方法)
[0088]
涂布剂a:在武田药品工业(株)制的自乳化型聚氨酯树脂“takelac”w-6010中以70/30/0.05/5的配合比加入nagase化成工业(株)制的水溶性多环氧基化合物“denacol”ex-521(聚甘油聚缩水甘油醚)、日信化学工业(株)制的“surfynol 440”、及日产化学工业(株)制的胶态二氧化硅“snowtex”st-c(平均粒径10~20nm),用水进行稀释。
[0089]
(双轴拉伸尼龙膜的制造)
[0090]
将尼龙6颗粒(相对粘度3.48)在挤出机中于255℃下进行熔融混炼后,将熔融物从模头以圆筒状的膜挤出,接着用水骤冷,制作原片膜。接着,如图1所示,在原片的两面预先进行电晕处理并提高湿润指数之后,通过胶版凹版涂布以固体成分计为0.3g/m2两面涂布涂布剂a并进行干燥。将该原片膜插入通过一对低速轧辊1间之后,一边向其中压入空气,一边用加热器2及加热器3进行加热,同时在拉伸结束点从气圈4喷吹空气,由此,通过管状法得到md及td同时双轴拉伸膜5。拉伸倍率,在md上为3.0倍,在td上为3.2倍。接着,将该拉伸膜5分别投入热辊式及拉幅机式热处理设备,在210℃下实施热处理且将两端修整后切开成2片,由此得到在一面经树脂涂布的ony膜。此外,ony膜的厚度为25μm,树脂涂布量为0.03g/m2。
[0091]
(ony膜的单轴拉伸断裂强度、50%模量值评价方法)
[0092]
ony膜的单轴拉伸断裂强度、50%模量值的评价方法使用orientec制-tensilon
(rtc-1210-a),以试样宽度15mm、夹具间隔100mm、拉伸速度200mm/min实施。ony膜18在23℃
×
50%的环境下调湿2小时后,对0℃(md)方向/45
°
方向/90
°
(td)方向/135
°
方向的4个方向分别进行测定。基于得到的应力-应变曲线,求出各方向的断裂强度及50%模量值。
[0093]
(ony膜的热收缩应力评价方法)
[0094]
ony膜的热收缩应力是使用sii nano technology制-exstar-tma/ss6100,用试样宽度3mm、夹具间隔15mm、30~245℃(升温速度:10℃/min.)的温度程序进行测定。ony膜是在23℃
×
50%的环境下调湿2小时后,分别对md、及td测定在170~210℃下看到的最大热收缩应力值。
[0095]
(冷成型性、层离的产生状况评价方法)
[0096]
评价含有ony膜的层压包装材料的冷成型性。具体而言,首先,将得到的ony膜作为基材层,将树脂涂布面作为铝侧,将铝箔(aa8079-o材、厚度32μm)及未拉伸聚丙烯膜[pylen film ct-p1128(商品名)、东洋精纺制、厚度30μm]分别进行干层压(干涂布量4.0g/m2),由此得到层压包装材料。此外,作为干层压用的粘接剂,使用东洋morton(株)tm-k55/东洋morton(株)cat-10(配合比100/8)。另外,干层压后的层压包装材料在60℃下进行72小时时效处理。这样得到的层压包装材料在23℃
×
50%的环境下调湿2小时后,使用压缩用模具(38mm
×
38mm),从未拉伸聚丙烯膜侧以最大荷重10mpa在冷(常温)下进行成型,以0.5mm间距评价不产生针孔或裂缝等缺陷的最高成型深度。对用所述方法进行了冷成型的层压包装材料,将凹陷部分附近的剩余部分在200℃
×
0.2mpa
×
2sec的条件下进行热封,通过目视确认密封后的尼龙/铝箔间的层离的产生的有无。另外,将试样在高温高湿下条件50℃
×
90%rh下放置1周,进一步通过目视确认是否发生层离。
[0097]
实施例2
[0098]
在实施例1中,将拉伸膜投入于热辊及拉幅机式热处理设备,在195℃下进行热处理,除此之外,与实施例1同样地进行。
[0099]
实施例3
[0100]
涂布剂b:在中央理化工业(株)制的水溶性甲基丙烯酸甲酯共聚物“rikabond”sa-r615a(tg67℃)中以75/25/0.5的配合比加入nagase化成工业(株)制的水溶性多环氧基化合物“denacol”ex-521(聚甘油聚缩水甘油醚)及日本催化剂化学工业(株)制的正球二氧化硅微粒“seahostar”ke-p30(平均粒径0.3μm),用水进行稀释。
[0101]
在实施例1中,将涂布剂设为b,除此之外,与实施例1同样地进行。
[0102]
实施例4
[0103]
在实施例1中,在ony和铝箔间设置印刷层,除此之外,与实施例1同样地进行。
[0104]
实施例5
[0105]
在实施例1中,将拉伸膜投入于热辊及拉幅机式热处理设备,在195℃下进行热处理,且在ony和铝箔间设置印刷层,除此之外,与实施例1同样地进行。
[0106]
比较例1
[0107]
在实施例1中,不对原片进行电晕处理及树脂涂布,除此之外,与实施例1同样地进行。
[0108]
比较例2
[0109]
在实施例1中,将拉伸膜投入于热辊及拉幅机式热处理设备,在220℃下进行热处
理,除此之外,与实施例1同样地进行。
[0110]
比较例3
[0111]
在实施例1中,将拉伸膜投入于热辊及拉幅机式热处理设备,在150℃下进行热处理,除此之外,与实施例1同样地进行。
[0112]
比较例4
[0113]
在实施例1中,使用作为ony膜的东洋精纺制双轴拉伸尼龙膜(harden filmnap4142、厚度25μm),除此之外,与实施例1同样地进行。
[0114]
比较例5
[0115]
在实施例1中,不对原片进行电晕处理及树脂涂布,且在ony和铝箔间设置印刷层,除此之外,与实施例1同样地进行。
[0116]
如表1所示,在将聚氨酯树脂或丙烯酸系树脂涂布于一面的ony膜中,将170~210℃下的热收缩应力的最大值md、td均调整为5.0mpa以下,且将单轴拉伸试验中的4个方向将全部的断裂强度调整为240mpa以上,将50%模量值调整为120mpa以上,在上述这样的实施例1、实施例2及实施例3中,可以兼顾确保优异的成型性和抑制层离。另外,在断裂强度为280mpa以上、50%模量值为150mpa以上的实施例2中,可以在抑制层离的产生的同时,使成型性进一步提高。而且,无论ony膜和铝箔间有无印刷层,在高温高湿度下条件下都没有层离。另一方面,没有进行树脂涂布的比较例1、及比较例5,虽然成型性良好,但是,在成型时和/或高温高湿度条件下发生层离。经树脂涂布的比较例2、4,不仅成型时没有层离,而且高温高湿度下也没有层离,但与实施例1~3相比,成型性较差。另外,经树脂涂布的比较例3,虽然成型性优异,但是,170~210℃下的热收缩应力的最大值在md、td上均超过5.0mpa,或者md、td的任一者超过5.0mpa,在任何条件下均可看到层离的产生。另外,在4个方向中的任一方向的断裂强度为240mpa以下、50%模量值为120mpa以下的情况下,可看到成型性的降低。因此,比较例1~比较例5均无法兼顾确保优异的成型性和抑制层离。
[0117]
[表1]
[0118][0119]
产业上的可利用性
[0120]
本发明适合作为冷成型用包装材料、尤其是锂离子二次电池等电池外壳用包装材料的主要基材使用。
[0121]
附图标记说明
[0122]
1涂布装置
[0123]
2管状拉伸装置的轧辊
[0124]
3管状拉伸装置的预热加热器
[0125]
4管状拉伸装置的主热加热器
[0126]
5管状拉伸装置的冷却气圈
[0127]
6管状拉伸时的膜
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1