一种抗老化型PVC硬片生产工艺的制作方法
一种抗老化型pvc硬片生产工艺
技术领域
1.本发明涉及pvc硬片生产技术领域,特别涉及一种抗老化型pvc硬片生产工艺。
背景技术:
2.pvc硬片也可以叫它为胶片,它是一种可以直接使用,也可以印刷喷绘使用的制作材料。pvc硬片特点:1、透明、厚薄均匀、无晶点无杂质、易加工、清晰透亮、抗冲击、耐腐朽老化、抗紫外线、吸墨性好;2、绝缘好、易粘接、易印刷、热合快、干燥速度快、色彩还原好、不卷边脆裂、抗撕裂强度高。pvc硬片适用:1、电解槽、电镀池、装饰工程、相框保护膜、模型保护罩、画框、展示柜、书架。2、设备护板、内饰、饮用水槽、液位显示、装修、产品包装、衬里、软垫。
3.pvc硬片是指以聚氯乙烯树脂为原料再添加一定的加工助剂,通过挤出、压延等加工方法生产出来的符合使用领域要求的一种包装材料,具有无褶皱、极好透明度、厚薄均匀、抗拉强度好等优点。由于pvc为绝缘材料,其表面电阻极高,因此其生产过程中与辊轴相对摩擦时容易形成大量静电,一方面容易存在生产安全问题,另一方面静电的存在会吸附粉尘,导致pvc硬片质量下降,并容易对包装物品造成污染,因而需要改进。
4.为此,我们提出一种抗老化型pvc硬片生产工艺。
技术实现要素:
5.本发明的主要目的在于提供一种抗老化型pvc硬片生产工艺,抗冲击剂具有优良的耐候性、耐臭氧、耐化学药品及耐老化性能,使pvc硬片本体具备抗老化的性能,通过抗氧化剂的添加,能够减缓pvc硬片本体的氧化,配合抗老化剂的使用,能够进一步的延长pvc硬片本体的使用寿命,通过抗静电剂的加入,能够有效降低pvc硬片本体表面电阻率,增强抗静电性,避免静电吸附粉尘而造成物品被污染的麻烦,同时还能提高pvc硬片本体的抗菌性,可以有效解决背景技术中的问题。
6.为实现上述目的,本发明采取的技术方案为:
7.一种抗老化型pvc硬片生产工艺,包括pvc硬片本体,所述pvc硬片本体一侧涂覆有胶层,所述pvc硬片本体通过胶层与支撑片连接,所述支撑片内设有加强筋,所述加强筋设有多根,通过支撑片的设计,能够提高pvc硬片本体的强度,避免pvc硬片本体弯折;
8.所述pvc硬片本体包括如下重量份:
9.pvc树脂粉80-100份、mbs树脂3-9份、增塑剂3-5份、稳定剂2-4份、润滑剂0.4-0.8份、加工助剂1-5份、抗氧化剂2-5份、抗冲击剂9-15份、抗静电剂6-8份、紫外线吸收剂1-5份、抗老化剂0.5-2份;
10.所述pvc硬片本体其制备方法,具体为如下步骤:
11.s1、将树脂粉经过0-4℃冷藏处理8-10小时后,置于55-65℃下真空脱水15-20分钟,真空度0.03-0.07mpa,使其含水量在0.2%以下,然后向处理好的树脂粉施加50-60khz超声波振荡处理180-220秒,再输送至高混机中,于160-180℃混合2-3分钟;
12.s2、将高混机温度提升至190-200℃保温,并其中加入mbs树脂、增塑剂、稳定剂、加工助剂、抗氧化剂、抗冲击剂,充分混合5-8分钟;
13.s3、将高混机温度提升至210-220℃保温,再加入抗静电剂、紫外线吸收剂、抗老化剂,充分混合8-12分钟;
14.s4、将高混机温度降低至180-185℃,加入润滑剂,共混1-2分钟后,倒入挤出机,挤出后压延成片状,厚度控制在0.15-0.6mm,接着冷却定型,最后修边、收料。
15.进一步地,所述抗静电剂包括如下重量份:
16.十二胺4-7份、环氧氯丙烷16-20份、甲醇160-180份、四甲基己二胺18-20份。
17.进一步地,所述抗静电剂的制备过程如下:将十二胺、环氧氯丙烷、甲醇混合并持续搅拌4-5h,再加入四甲基己二胺,升温至55-60℃,反应10-12h,透析得到反应液,最后真空干燥得到抗静电剂。
18.进一步地,所述四甲基己二胺为tmhda。
19.进一步地,所述增塑剂为乙酰柠檬酸三正丁酯。
20.进一步地,所述稳定剂包括质量比为2:2:1的硬脂酸铈、硬脂酸锌和季戊四醇。
21.进一步地,所述加工助剂为甲基丙烯酸甲酯-丙烯酸酯共聚物。
22.进一步地,所述抗冲击剂包括质量比为10:1的acr-401、cpe,抗冲击剂具有优良的耐候性、耐臭氧、耐化学药品及耐老化性能。
23.与现有技术相比,本发明具有如下有益效果:通过支撑片的设计,能够提高pvc硬片本体的强度,抗冲击剂具有优良的耐候性、耐臭氧、耐化学药品及耐老化性能,使pvc硬片本体具备抗老化的性能,通过抗氧化剂的添加,能够减缓pvc硬片本体的氧化,配合抗老化剂的使用,能够进一步的延长pvc硬片本体的使用寿命,通过抗静电剂的加入,能够有效降低pvc硬片本体表面电阻率,增强抗静电性,避免静电吸附粉尘而造成物品被污染的麻烦,同时还能提高pvc硬片本体的抗菌性,进而能够提高pvc硬片本体生产安全性,紫外线吸收剂能够吸收紫外光。
附图说明
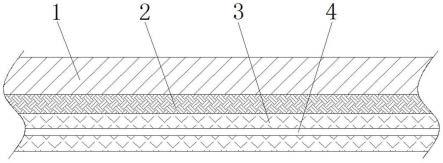
24.图1为本发明一种抗老化型pvc硬片生产工艺的结构示意图。
25.图中:1、pvc硬片本体;2、胶层;3、支撑片;4、加强筋。
具体实施方式
26.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
27.实施例一
28.如图1所示,一种抗老化型pvc硬片生产工艺,包括pvc硬片本体1,所述pvc硬片本体1一侧涂覆有胶层2,所述pvc硬片本体1通过胶层2与支撑片3连接,所述支撑片3内设有加强筋4,所述加强筋4设有多根;
29.所述pvc硬片本体1包括如下重量份:
30.pvc树脂粉80份、mbs树脂3份、增塑剂3份、稳定剂2份、润滑剂0.4份、加工助剂1份、抗氧化剂2份、抗冲击剂9份、抗静电剂6份、紫外线吸收剂1份、抗老化剂0.5份;
31.所述pvc硬片本体1其制备方法,具体为如下步骤:
32.s1、将树脂粉经过1℃冷藏处理8小时后,置于55℃下真空脱水15分钟,真空度0.03mpa,使其含水量在0.2%以下,然后向处理好的树脂粉施加50khz超声波振荡处理180秒,再输送至高混机中,于160℃混合2分钟;
33.s2、将高混机温度提升至190℃保温,并其中加入mbs树脂、增塑剂、稳定剂、加工助剂、抗氧化剂、抗冲击剂,充分混合5分钟;
34.s3、将高混机温度提升至210℃保温,再加入抗静电剂、紫外线吸收剂、抗老化剂,充分混合8分钟;
35.s4、将高混机温度降低至180℃,加入润滑剂,共混1分钟后,倒入挤出机,挤出后压延成片状,厚度控制在0.15mm,接着冷却定型,最后修边、收料;
36.所述抗静电剂包括如下重量份:十二胺4份、环氧氯丙烷16份、甲醇160份、四甲基己二胺18份;所述抗静电剂的制备过程如下:将十二胺、环氧氯丙烷、甲醇混合并持续搅拌4h,再加入四甲基己二胺,升温至55℃,反应10h,透析得到反应液,最后真空干燥得到抗静电剂;所述四甲基己二胺为tmhda;所述增塑剂为乙酰柠檬酸三正丁酯;所述稳定剂包括质量比为2:2:1的硬脂酸铈、硬脂酸锌和季戊四醇;所述加工助剂为甲基丙烯酸甲酯-丙烯酸酯共聚物;所述抗冲击剂包括质量比为10:1的acr-401、cpe。
37.实施例二
38.如图1所示,一种抗老化型pvc硬片生产工艺,包括pvc硬片本体1,所述pvc硬片本体1一侧涂覆有胶层2,所述pvc硬片本体1通过胶层2与支撑片3连接,所述支撑片3内设有加强筋4,所述加强筋4设有多根;
39.所述pvc硬片本体1包括如下重量份:
40.pvc树脂粉85份、mbs树脂4份、增塑剂3份、稳定剂2份、润滑剂0.5份、加工助剂2份、抗氧化剂2份、抗冲击剂10份、抗静电剂6份、紫外线吸收剂2份、抗老化剂0.5份;
41.所述pvc硬片本体1其制备方法,具体为如下步骤:
42.s1、将树脂粉经过1℃冷藏处理8小时后,置于55℃下真空脱水16分钟,真空度0.04mpa,使其含水量在0.2%以下,然后向处理好的树脂粉施加50khz超声波振荡处理190秒,再输送至高混机中,于160℃混合2分钟;
43.s2、将高混机温度提升至190℃保温,并其中加入mbs树脂、增塑剂、稳定剂、加工助剂、抗氧化剂、抗冲击剂,充分混合5分钟;
44.s3、将高混机温度提升至210℃保温,再加入抗静电剂、紫外线吸收剂、抗老化剂,充分混合8分钟;
45.s4、将高混机温度降低至180℃,加入润滑剂,共混1分钟后,倒入挤出机,挤出后压延成片状,厚度控制在0.2mm,接着冷却定型,最后修边、收料;
46.所述抗静电剂包括如下重量份:十二胺5份、环氧氯丙烷17份、甲醇165份、四甲基己二胺18份;所述抗静电剂的制备过程如下:将十二胺、环氧氯丙烷、甲醇混合并持续搅拌4h,再加入四甲基己二胺,升温至55℃,反应10h,透析得到反应液,最后真空干燥得到抗静电剂;所述四甲基己二胺为tmhda;所述增塑剂为乙酰柠檬酸三正丁酯;所述稳定剂包括质量比为2:2:1的硬脂酸铈、硬脂酸锌和季戊四醇;所述加工助剂为甲基丙烯酸甲酯-丙烯酸酯共聚物;所述抗冲击剂包括质量比为10:1的acr-401、cpe。
47.实施例三
48.如图1所示,一种抗老化型pvc硬片生产工艺,包括pvc硬片本体1,所述pvc硬片本体1一侧涂覆有胶层2,所述pvc硬片本体1通过胶层2与支撑片3连接,所述支撑片3内设有加强筋4,所述加强筋4设有多根;
49.所述pvc硬片本体1包括如下重量份:
50.pvc树脂粉90份、mbs树脂5份、增塑剂4份、稳定剂3份、润滑剂0.6份、加工助剂3份、抗氧化剂3份、抗冲击剂11份、抗静电剂7份、紫外线吸收剂3份、抗老化剂1份;
51.所述pvc硬片本体1其制备方法,具体为如下步骤:
52.s1、将树脂粉经过2℃冷藏处理9小时后,置于60℃下真空脱水17分钟,真空度0.05mpa,使其含水量在0.2%以下,然后向处理好的树脂粉施加55khz超声波振荡处理200秒,再输送至高混机中,于170℃混合2分钟;
53.s2、将高混机温度提升至190℃保温,并其中加入mbs树脂、增塑剂、稳定剂、加工助剂、抗氧化剂、抗冲击剂,充分混合6分钟;
54.s3、将高混机温度提升至210℃保温,再加入抗静电剂、紫外线吸收剂、抗老化剂,充分混合9分钟;
55.s4、将高混机温度降低至180℃,加入润滑剂,共混1分钟后,倒入挤出机,挤出后压延成片状,厚度控制在0.3mm,接着冷却定型,最后修边、收料;
56.所述抗静电剂包括如下重量份:十二胺6份、环氧氯丙烷18份、甲醇165份、四甲基己二胺18份;所述抗静电剂的制备过程如下:将十二胺、环氧氯丙烷、甲醇混合并持续搅拌4h,再加入四甲基己二胺,升温至55℃,反应11h,透析得到反应液,最后真空干燥得到抗静电剂;所述四甲基己二胺为tmhda;所述增塑剂为乙酰柠檬酸三正丁酯;所述稳定剂包括质量比为2:2:1的硬脂酸铈、硬脂酸锌和季戊四醇;所述加工助剂为甲基丙烯酸甲酯-丙烯酸酯共聚物;所述抗冲击剂包括质量比为10:1的acr-401、cpe。
57.实施例四
58.如图1所示,一种抗老化型pvc硬片生产工艺,包括pvc硬片本体1,所述pvc硬片本体1一侧涂覆有胶层2,所述pvc硬片本体1通过胶层2与支撑片3连接,所述支撑片3内设有加强筋4,所述加强筋4设有多根;
59.所述pvc硬片本体1包括如下重量份:
60.pvc树脂粉95份、mbs树脂6份、增塑剂4份、稳定剂3份、润滑剂0.7份、加工助剂4份、抗氧化剂4份、抗冲击剂12份、抗静电剂7份、紫外线吸收剂4份、抗老化剂1.5份;
61.所述pvc硬片本体1其制备方法,具体为如下步骤:
62.s1、将树脂粉经过3℃冷藏处理9小时后,置于65℃下真空脱水18分钟,真空度0.06mpa,使其含水量在0.2%以下,然后向处理好的树脂粉施加55khz超声波振荡处理200秒,再输送至高混机中,于170℃混合3分钟;
63.s2、将高混机温度提升至200℃保温,并其中加入mbs树脂、增塑剂、稳定剂、加工助剂、抗氧化剂、抗冲击剂,充分混合7分钟;
64.s3、将高混机温度提升至210℃保温,再加入抗静电剂、紫外线吸收剂、抗老化剂,充分混合10分钟;
65.s4、将高混机温度降低至185℃,加入润滑剂,共混2分钟后,倒入挤出机,挤出后压
延成片状,厚度控制在0.4mm,接着冷却定型,最后修边、收料;
66.所述抗静电剂包括如下重量份:十二胺6份、环氧氯丙烷18份、甲醇170份、四甲基己二胺19份;所述抗静电剂的制备过程如下:将十二胺、环氧氯丙烷、甲醇混合并持续搅拌5h,再加入四甲基己二胺,升温至55℃,反应11h,透析得到反应液,最后真空干燥得到抗静电剂;所述四甲基己二胺为tmhda;所述增塑剂为乙酰柠檬酸三正丁酯;所述稳定剂包括质量比为2:2:1的硬脂酸铈、硬脂酸锌和季戊四醇;所述加工助剂为甲基丙烯酸甲酯-丙烯酸酯共聚物;所述抗冲击剂包括质量比为10:1的acr-401、cpe。
67.实施例四
68.如图1所示,一种抗老化型pvc硬片生产工艺,包括pvc硬片本体1,所述pvc硬片本体1一侧涂覆有胶层2,所述pvc硬片本体1通过胶层2与支撑片3连接,所述支撑片3内设有加强筋4,所述加强筋4设有多根;
69.所述pvc硬片本体1包括如下重量份:
70.pvc树脂粉100份、mbs树脂8份、增塑剂5份、稳定剂4份、润滑剂0.8份、加工助剂5份、抗氧化剂5份、抗冲击剂13份、抗静电剂8份、紫外线吸收剂5份、抗老化剂2份;
71.所述pvc硬片本体1其制备方法,具体为如下步骤:
72.s1、将树脂粉经过4℃冷藏处理10小时后,置于65℃下真空脱水19分钟,真空度0.06mpa,使其含水量在0.2%以下,然后向处理好的树脂粉施加60khz超声波振荡处理210秒,再输送至高混机中,于180℃混合3分钟;
73.s2、将高混机温度提升至200℃保温,并其中加入mbs树脂、增塑剂、稳定剂、加工助剂、抗氧化剂、抗冲击剂,充分混合8分钟;
74.s3、将高混机温度提升至220℃保温,再加入抗静电剂、紫外线吸收剂、抗老化剂,充分混合11分钟;
75.s4、将高混机温度降低至185℃,加入润滑剂,共混2分钟后,倒入挤出机,挤出后压延成片状,厚度控制在0.5mm,接着冷却定型,最后修边、收料;
76.所述抗静电剂包括如下重量份:十二胺7份、环氧氯丙烷19份、甲醇175份、四甲基己二胺20份;所述抗静电剂的制备过程如下:将十二胺、环氧氯丙烷、甲醇混合并持续搅拌5h,再加入四甲基己二胺,升温至60℃,反应12h,透析得到反应液,最后真空干燥得到抗静电剂;所述四甲基己二胺为tmhda;所述增塑剂为乙酰柠檬酸三正丁酯;所述稳定剂包括质量比为2:2:1的硬脂酸铈、硬脂酸锌和季戊四醇;所述加工助剂为甲基丙烯酸甲酯-丙烯酸酯共聚物;所述抗冲击剂包括质量比为10:1的acr-401、cpe。
77.需要说明的是,本发明为一种抗老化型pvc硬片生产工艺,pvc硬片本体1其制备方法,具体为如下步骤:将树脂粉经过0-4℃冷藏处理8-10小时后,置于55-65℃下真空脱水15-20分钟,真空度0.03-0.07mpa,使其含水量在0.2%以下,然后向处理好的树脂粉施加50-60khz超声波振荡处理180-220秒,再输送至高混机中,于160-180℃混合2-3分钟;将高混机温度提升至190-200℃保温,并其中加入mbs树脂、增塑剂、稳定剂、加工助剂、抗氧化剂、抗冲击剂,充分混合5-8分钟;将高混机温度提升至210-220℃保温,再加入抗静电剂、紫外线吸收剂、抗老化剂,充分混合8-12分钟;将高混机温度降低至180-185℃,加入润滑剂,共混1-2分钟后,倒入挤出机,挤出后压延成片状,厚度控制在0.15-0.6mm,接着冷却定型,最后修边、收料;
78.然后将pvc硬片本体1放置在涂胶设备上,在pvc硬片本体1一侧涂上胶层2,然后将pvc硬片本体1粘接在支撑片3上,等待胶层2晾干,然后再次收料。
79.在本发明的描述中,需要理解的是,术语“上”、“下”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,或者是本领域技术人员惯常理解的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
80.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。在本发明中,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;
81.上述实施例仅为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1