一种用于内悬膜门窗的内悬膜及其制备方法与流程
1.本技术涉及节能建筑领域的中空保温玻璃门窗,尤其涉及一种用于内悬膜门窗的内悬膜及其制备方法。
背景技术:
2.节能建筑领域通常采用中空玻璃门窗隔绝室内外温差并实现光线的透射。内悬膜门窗是在中空玻璃门窗的基础上发展而来的轻量化结构的节能门窗,其基本原理是是在中空玻璃的内腔中,增加一层或多层透明的塑料薄膜,通过塑料薄膜将中空玻璃的内腔隔绝成多个相互独立的空间,以使中空玻璃的内外温差无法实现对流,从而在减轻结构重量的同时具备优异的节能效果。
3.用于内悬膜门窗的内悬膜通常由阻热隔绝效果较好的塑料薄膜制成。例如,可以采用普通建筑物领域常用的窗膜之类的塑料薄膜作为内悬膜。例如,申请人先前申请的现有技术cn 106435497 a中,公开了一种金色低辐射节能窗膜及其制备方法,该窗膜在阳光下呈金色。该现有技术的窗膜材料,通常需要在基材表面形成金属氧化物层和含银的金属层。例如,cn 106435497 a中记载,该金色窗膜由内向外依次为:柔性透明pet基材层;由si3n4构成的第一高折射率层;由zno:al构成的第一金属氧化物层;由98%的ag、2%的pd构成的第一银合金层;由si构成的第一阻隔层;由nb2o5构成的第二高折射率层;由zno:al构成发第二金属氧化物层;由98%的ag、2%的pd构成的第二银合金层;由si构成发第二阻隔层;由si3n4构成的第三高折射率层。该现有技术中特别指出,金色窗膜的颜色和有效反射红外线和紫外线、提高窗膜的隔热性能的功能,主要是由致密的银合金层带来的,而提高银合金层的致密性可以由几个纳米厚度的zno:al金属氧化层来实现,并且这几个纳米厚度的zno:al层可以促进后续银合金层的生长使其尽快长成连续的致密结构,因而显著降低后续银合金层的厚度,提高窗膜的透光性。
4.对于内悬膜门窗来说,夹持在两片玻璃之间的内悬膜的热膨胀系数大于玻璃,因而内悬膜在使用过程中会存在逐渐松弛的倾向,松弛的内悬膜对光线的折射方向不一致,会使得通过玻璃门窗观察室外的景物会因为折射而产生视觉变形。为了保持光线平行透射避免视觉变形,内悬膜需要以张紧的状态安装在中空玻璃之间。张紧状态下的内悬膜会在横向产生变形。然而,通过磁控溅射的方式生长形成的zno:al膜层具有高度垂直结晶的性状,对横向变形十分敏感,在横向拉伸力作用下很容易出现纵向裂纹,从而会使附着在其表面的金属银膜层也出现裂纹,影响窗膜的透光性和反射性能。因而现有技术的这种含银金属层的窗膜一般只能粘贴在平整坚固的玻璃表面进行使用,难以应用于内悬膜领域。
技术实现要素:
5.本技术要解决的技术问题是提供一种用于内悬膜门窗的内悬膜及其制备方法,以减少或避免前面所提到的问题。
6.为解决上述技术问题,本技术提出了一种用于内悬膜门窗的内悬膜,用于张紧安
装在夹在两层玻璃之间的张紧框中,其中,所述内悬膜包括内悬膜基材以及在内悬膜基材上形成的至少一层银合金层;所述内悬膜基材包括聚酯薄膜,聚酯薄膜面向银合金层的最外侧至少形成有一层zno:al层,zno:al层和聚酯薄膜的最外侧之间形成有一层附着层;所述银合金层包括银合金基层,银合金基层的外侧形成有一层金属钛保护层,金属钛保护层的外侧形成有一层氧化铟保护层。
7.优选地,所述附着层由如下重量份的原料制备而成:聚二甲基硅氧烷6-8重量份;聚氨酯1-5重量份;乙烯基三甲氧基硅烷15-30重量份;异丙醇80-120重量份;聚乙二醇10-20重量份;氧化锌1-5重量份;氧化铝0.1-0.5重量份;硫酸镁0.1-0.5重量份。
8.优选地,所述银合金基层的厚度为10-15nm;金属钛保护层的厚度为3-6nm;氧化铟保护层的厚度为55-85nm。
9.优选地,所述附着层的厚度为10-20nm;所述zno:al层的厚度为3-6nm。
10.优选地,内悬膜基材的外侧包含两层叠加的银合金层,所述两层银合金层的结构相同,均包含银合金基层、金属钛保护层以及氧化铟保护层。
11.优选地,所述内悬膜基材包含以聚酯薄膜为中心的、依次两侧对称的附着层和zno:al层;内悬膜基材的两侧均形成了一层银合金层;内悬膜基材两侧的银合金层的结构相同,均包含银合金基层、金属钛保护层以及氧化铟保护层。
12.本技术还提出了一种前述内悬膜的制备方法,包括如下步骤:将10-20重量份的聚乙二醇与60-80重量份的异丙醇均匀混合,在混合液中分别添加1-5重量份的氧化锌、0.1-0.5重量份的氧化铝和0.1-0.5重量份的硫酸镁混合搅拌30-60分钟,制备为a组分;将6-8重量份的聚二甲基硅氧烷、1-5重量份的聚氨酯、15-30重量份的乙烯基三甲氧基硅烷和20-40重量份的异丙醇混合,混合搅拌20-30分钟,粘度为200-300厘泊,制备成b组分;将a组分和b混合组分混合搅拌20-30分钟,然后通过旋涂或者喷涂方式涂覆在聚酯薄膜的至少一侧的表面上,在120-130℃下固化2-3小时,制备获得附着层;在制备的附着层上,通过单旋转阴极、直流反应磁控溅射的方式形成zno:al层;在zno:al层的外侧,通过单旋转阴极、直流反应磁控溅射的方式形成至少一层银合金层。
13.优选地,所述的内悬膜的制备方法,进一步包括银合金层的制备步骤:通过单旋转阴极、直流反应磁控溅射的方式在zno:al层的外侧表面形成银合金基层;通过单旋转阴极、直流反应磁控溅射的方式在银合金基层的外侧表面形成金属钛保护层;通过双旋转阴极、中频反应磁控溅射的方式在金属钛保护层的外侧表面形成氧化铟保护层。
14.通过附加层和zno:al层的配合,本技术可以显著减少内悬膜基材的表面裂纹,并提高了银合金层的生长速度。另外,复合结构的银合金层进一步提高了表面质量并减少了拉伸裂纹的产生同时降低了对透光性的影响。
附图说明
15.以下附图仅旨在于对本技术做示意性说明和解释,并不限定本技术的范围。
16.图1显示的是根据本技术的一个具体实施例的内悬膜门窗的局部剖开示意图。
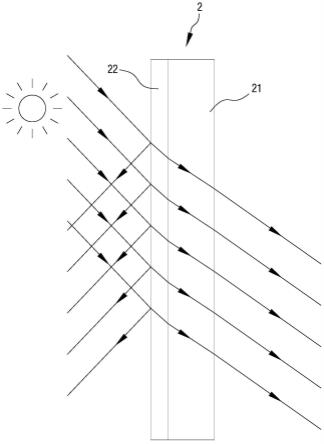
17.图2显示的是根据本技术的一个具体实施例的内悬膜的热隔绝原理示意图。
18.图3a-3c分别显示了根据本技术的三个具体实施例的内悬膜的剖面结构示意图。
19.图4显示的是根据本技术的一个具体实施例的张紧框的分解透视图。
20.图5显示的是根据本技术的另一个具体实施例的张紧框的局部放大分解示意图。
21.图6显示的是根据本技术的一个具体实施例的第二框体的结构示意图。
22.图7显示的是根据本技术的一个具体实施例的弹性张紧装置的结构示意图。
23.图8显示的是根据本技术的又一个具体实施例的弹性张紧装置的分解透视图。
具体实施方式
24.为了对本技术的技术特征、目的和效果有更加清楚的理解,现对照附图说明本技术的具体实施方式。其中,相同的部件采用相同的标号。
25.如图1所示,本技术提出了一种内悬膜门窗,至少包括夹在两层玻璃1之间用于张紧内悬膜2的张紧框3,其中,本技术的张紧框3可以和其上张紧的内悬膜2作为一个独立的部件安装在两层玻璃1之间,因而玻璃门窗安装时不需要考虑内悬膜的张紧问题,降低了安装的复杂性。
26.进一步地,在图示具体实施例中,张紧框3的两侧可以通过间隔条4粘接在两层玻璃1之间。例如,所述间隔条4可以采用现有的复合丁基铝隔条,间隔条4的两侧带有用于粘接的丁基胶,间隔条4的内部的中空结构中可以设置用于吸附水汽的分子筛。图示内悬膜门窗只设置有一层内悬膜2,根据需要,也可以通过增设张紧框3的方式变形为具有两层或多层内悬膜的结构。
27.内悬膜2由阻热隔绝效果较好的塑料薄膜制成,在中空玻璃之间需要张紧以保持光线平行透射避免视觉变形。
28.图2显示了根据本技术的一个具体实施例的内悬膜的热隔绝原理示意图,图示内悬膜2包括内悬膜基材21以及在内悬膜基材21上形成的至少一层银合金层22。银合金层22可以实现可见光高透过且对大部分红外线反射的功能,以有效隔绝热量。
29.图3a-3c进一步显示了根据本技术的不同实施例的内悬膜的剖面结构示意图,如图具体实施例所示,本技术中的内悬膜基材21包括聚酯薄膜211,聚酯薄膜211面向银合金层22的最外侧至少形成有一层zno:al层213(铝掺杂的氧化锌层,铝含量不超过2wt%),zno:al层213和聚酯薄膜211的最外侧之间形成有一层附着层212。zno:al层213可以通过单旋转阴极、直流反应磁控溅射的方式形成在附着层212的表面。
30.如前所述,zno:al层可以促进后续银合金层的生长使其尽快长成连续的致密结构,因而显著降低后续银合金层的厚度,提高窗膜的透光性。但是zno:al层的缺陷是其膜层是沿着薄膜的垂直方向生长结晶的,在横向拉伸状态下会产生裂纹。发明人发现,通过降低zno:al层的厚度可以降低极端褶皱情况下裂纹产生的概率,但是会同时降低银合金层在zno:al层上的生长速度以及膜层的致密性。
31.按照背景技术引用的cn 106435497 a中公开的同样的技术条件,在聚酯薄膜上形成3nm~6nm厚度的zno:al层。经过测试,在5毫米的折弯直径下,zno:al层基本上不会产生裂纹,然而在内悬膜拉伸延展10%的情况下,zno:al层仍然会产生明显的裂纹。当然,若是在zno:al层表面形成较厚的银合金层,由于银合金层的延展性较好,可以在一定程度上将这些裂纹掩盖住,对银合金层进行表面检查就不会显示出裂纹了。这种情况下就会产生一个矛盾,为了减少裂纹,可以降低zno:al层的厚度,这会导致银合金层的生长速度降低,但是要掩盖内层裂纹,又需要较厚的银合金层厚度,需要进一步延长银合金层的生长时间,由
此会进一步增加生产成本。
32.为了克服上述矛盾,本技术在zno:al层213的内侧设置了一层附着层212,以通过附着层212与zno:al层213相配合,减少了内悬膜基材以及其上的银合金层的表面裂纹,提高了透光性能,同时在不增加zno:al层的厚度的情况下,提高了银合金层的生长速度,减少了加工时间和生产成本。
33.图2所示仅为本技术的内悬膜的一个具体实施例的示意性结构,本领域技术人员应当理解,在获得上述技术效果的情况下,还可以对本技术的内悬膜结构进行很多改进。例如,可以如现有技术那样,在内悬膜基材21上形成多层银合金层22,每层银合金层22对应设置一层zno:al层213以及附着层212(例如,图3c所示的结构)。或者,可以在附着层212和聚脂薄膜211之间设置其它功能结构层等。银合金层22也可以是包含有其它保护层的多层复合结构(后面将对此进一步详细说明)。
34.具体地,附着层212通过涂覆在聚酯薄膜211的外表面上固化而成,所述附着层212可以由如下重量份的原料制备而成:聚二甲基硅氧烷6-8重量份;聚氨酯1-5重量份;乙烯基三甲氧基硅烷15-30重量份;异丙醇80-120重量份;聚乙二醇10-20重量份;氧化锌1-5重量份;氧化铝0.1-0.5重量份;硫酸镁0.1-0.5重量份。
35.在一个具体实施例中,所述内悬膜基材可以通过如下方法的步骤制备获得。
36.首先,将10-20重量份的聚乙二醇与60-80重量份的异丙醇均匀混合,在混合液中分别添加1-5重量份的氧化锌、0.1-0.5重量份的氧化铝和0.1-0.5重量份的硫酸镁混合搅拌30-60分钟,制备为a组分。
37.然后,将6-8重量份的聚二甲基硅氧烷、1-5重量份的聚氨酯、15-30重量份的乙烯基三甲氧基硅烷和20-40重量份的异丙醇混合,混合搅拌20-30分钟,粘度为200-300厘泊,制备成b组分。
38.将a组分和b混合组分混合搅拌20-30分钟,然后通过旋涂或者喷涂方式涂覆在聚酯薄膜的至少一侧的表面上,在120-130℃下固化2-3小时,即可制备获得附着层212。
39.在制备的附着层212上,通过单旋转阴极、直流反应磁控溅射的方式形成zno:al层213,从而制备获得本技术的内悬膜基材21。
40.进一步地,可以在内悬膜基材21上通过单旋转阴极、直流反应磁控溅射的方式至少形成一层银合金层22,从而制备获得一种可用于本技术的内悬膜2。
41.实施例1-3
42.按照下表的原料重量份比例,在上述制备方法的基础上,分别在聚酯薄膜211的表面制备获得附着层212。聚酯薄膜211选用透光率89%厚度25微米的pet薄膜。
43.44.实施例4-6
45.在实施例1-3制备的附着层上,依次通过磁控溅射的方式分别形成zno:al层213(铝含量1.5wt%,zno含量98.5wt%)和银合金层22(98wt%的ag、2wt%的pd),对应获得实施例4-6。
[0046][0047]
对比例d1-d3
[0048]
参照实施例1-3的制备步骤,按照下表的原料重量份比例,分别在聚酯薄膜211的表面制备获得作为对比的附着层212。聚酯薄膜211选用透光率89%厚度25微米的pet薄膜,对应获得对比例d1-d3。d3。
[0049]
对比例d4-d6
[0050]
参照实施例1-3的制备步骤,按照下表的原料重量份比例,分别在聚酯薄膜211的
表面制备获得作为对比的附着层212。聚酯薄膜211选用透光率89%厚度25微米的pet薄膜,对应获得对比例d4-d6。
[0051][0052]
对比例d7-d12
[0053]
在对比例d1-d6制备的附着层上,依次通过磁控溅射的方式分别形成作为对比的zno:al层(铝含量1.5wt%,zno含量98.5wt%)和银合金层22(98wt%的ag、2wt%的pd),对应获得对比例d7-d12。
[0054]
对比例d7d8d9d10d11d12zno:al层厚度nm356356银合金层厚度nm101315101315银合金层平均生长速度nm/分钟0.10.150.050.50.512.5
[0055]
通过以上对比实验,银合金层的平均生长速度受到氧化物组分的影响较大,尤其是极少量硫酸镁对生长速度的影响最大。
[0056]
分别测量实施例1-6和对比例d1-d12的聚酯薄膜的各附着层表层的性能参数。
[0057][0058]
通过各项性能参数对比可见,本技术通过内侧设置的附加层,配合zno:al层,可以显著减少内悬膜基材的表面裂纹,提高透光性能,同时在不增加zno:al层的厚度的情况下,提高了银合金层的生长速度,减少了加工时间和生产成本。
[0059]
另外,过量添加金属氧化物会降低薄膜的透明度,容易使zno:al层表面产生裂纹,而且会进一步影响银合金层的表面质量,影响产品质量。经过进一步的测试还发现,添加少量聚氨酯有利于保持银合金层与zno:al层的结合强度,避免二者分层。
[0060]
进一步地,如前所述,本技术中,银合金层22是可以包含有其它保护层的多层复合结构。
[0061]
例如,在图3a所示具体实施例中,本技术的内悬膜2中,内悬膜基材21的外侧的银合金层22包括厚度为10-15nm的银合金基层221,银合金基层221的外侧形成有一层厚度为3-6nm金属钛保护层222,金属钛保护层222的外侧形成有一层厚度为55-85nm的氧化铟保护层223。其中,银合金基层221可以由98wt%的ag、2wt%的pd通过单旋转阴极、直流反应磁控溅射的方式形成在内悬膜基材21的外侧表面,也就是形成在zno:al层213的外侧表面。金属钛保护层222可以通过单旋转阴极、直流反应磁控溅射的方式形成在银合金基层221的外侧
表面。氧化铟保护层223可以通过双旋转阴极、中频反应磁控溅射的方式形成在金属钛保护层222的外侧表面。在一个优选实施例中,氧化铟保护层223可以含有90wt%的氧化铟和10wt%的氧化锡。
[0062]
如前所述,由于要保证银合金基层221的生产效率,节约生产成本,则不得不在降低zno:al层213的厚度的同时,增设附着层212来配合zno:al层213以提高银合金基层221的生长速度。然而随着银合金基层221的厚度增加,其受到附着层212的促进作用逐渐降低直至消失。在缺失完整的附着层212的情况下,银合金基层221的生长速度会大幅降低(参见对比例d7-d9的平均生长速度参数),因此银合金基层221的厚度最好不要超过15nm,否则生产效率会大幅降低。而较低厚度的银合金基层221的表面质量会存在一定的缺陷,因此增设很薄的一层金属钛保护层222,可以提高银合金基层221的表面质量。另外,银合金基层221原本可用于弥补表面裂纹的产生(参见对比例d7-d11的5毫米直径弯折表面裂纹和薄膜拉伸5%表面裂纹的性能参数),然而由于银合金基层221的厚度受到了限制,其对裂纹的覆盖作用被人为降低了。因此,为了弥补银合金基层221的厚度对裂纹覆盖的不足(金属钛保护层222厚度太小,生长速度也较慢,难以通过金属钛保护层提供对裂纹的覆盖),又在金属钛保护层222的外侧增设了大厚度的氧化铟保护层223。非结晶态的氧化铟的生长速度很快,而且由于底层的表面质量通过金属钛保护层进行了修复,氧化铟保护层可以在快速生长的同时保持较好的表面质量。同时,非结晶态的氧化铟相对底层的结晶态的zno:al层以及银合金层、金属钛层,其拉伸状态下不容易产生裂纹,因此可以通过大厚度的氧化铟保护层223覆盖和阻止底层裂纹的产生,同时透明的氧化铟保护层223对于膜层的透光性能的影响也很小。
[0063]
在图3c所示的具体实施例中,本技术的内悬膜2中,内悬膜基材21的外侧包含有两层叠加的银合金层22,其中两层银合金层22的结构相同,均包含银合金基层221、金属钛保护层222以及氧化铟保护层223。
[0064]
在图3b所示的具体实施例中,本技术在内悬膜基材21的两侧均形成了一层银合金层22,为了适应两侧的银合金层22的生长,本实施例中的内悬膜基材21实际上包含了以聚酯薄膜211为中心的、依次两侧对称的附着层212和zno:al层213,以此构成了两侧均具备高生长速度、低拉伸裂纹缺陷的内悬膜基材21。另外,本实施例中的内悬膜基材21两侧的银合金层22的结构也是相同的,均包含银合金基层221、金属钛保护层222以及氧化铟保护层223。
[0065]
需要说明的是,本技术涉及的内悬膜是用于门窗的一层具备相当透光性能的结构部件,因此不能像背景技术的窗膜那样设置太多的银合金层。根据最低60%的透光性的参数测算,最多只能设置两层银合金层22,也就是图3b和图3c是本技术的内悬膜的极限结构状态,不能再增加更多的结构层了,否则内悬膜的透光性会大幅降低而难以获得舒适的透光性,就不适用于普通门窗用途了。
[0066]
为了更加清楚地理解内悬膜的拉伸张紧状态,下面参照附图4-8进一步详细说明本技术的内悬膜门窗的结构。
[0067]
由于现有技术中的内悬膜的张紧操作十分繁琐,安装时需要将内悬膜的四个边分别夹持在很多弹性元件上,而且为了防止内悬膜起皱,还需要局部反复调整张紧力。另外,内悬膜长期使用过程中反复热胀冷缩,张紧力差异会导致薄膜向局部位置挤压形成褶皱,
这会影响玻璃门窗的通透性,观察室外的景物会因为折射而产生视觉变形。
[0068]
为了解决上述问题,如图4所示的张紧框3的分解透视图中可见,本技术的内悬膜2的四个边分别卷绕在四根卷轴20上,四根卷轴20的两端分别通过弹性张紧装置5安装在所述张紧框3的内部。
[0069]
在图示一个具体实施例中,为了便于张紧内悬膜2的同时露出卷轴20的两端,内悬膜2为裁切掉四个角的矩形,从而使得内悬膜2的四个边越是靠近边缘位置的宽度越窄,因而卷绕在卷轴20上的时候,越是靠近卷轴20的中部,卷轴20上的内悬膜2的卷绕厚度越厚,而靠近卷轴20的两端的内悬膜的卷绕厚度越薄。也就是说,卷绕在卷轴20上的内悬膜2,大体上会形成中间粗两端细的纺锤形。因此,随着内悬膜2紧密卷绕在卷轴20上,内悬膜2的中间位置的张紧力会逐渐大于边角位置的张紧力,可以抵消中部悬空的内悬膜的热膨胀产生的薄膜延展松弛。同时,内悬膜2的卷绕边会倾向于向厚度更薄的两端延展,从而自然消除了薄膜局部挤压产生褶皱的现象。
[0070]
通过对本技术的内悬膜的张紧拉伸过程可以看出,内悬膜在使用过程中,中部悬空的部分受到的拉伸延展程度最大,而卷轴部分虽然不需要过分延展,但是在围绕卷轴20的卷绕过程中,如果银合金层的生长厚度太薄,或者zno:al层的致密性不够,则内悬膜在临近卷轴的部分很容易出现裂纹,在长时间张紧状态下,这些裂纹很容易向中间扩展,因此提供本技术的内悬膜的结构改进是很有必要的。
[0071]
进一步地,为了便于卷轴20对内悬膜2的卷绕产生均衡的张紧力,优选卷轴20用于卷绕内悬膜2的中部的截面为圆形。另外,为了便于张紧之后连接在弹性张紧装置5上张紧力不会发生松弛,卷轴20用于连接弹性张紧装置5的两端的截面为方形,使得卷轴20不容易发生转动。
[0072]
本技术通过将内悬膜的四个边分别卷绕在四根卷轴上,可以在内悬膜的中部获得更大的张紧力,抵消了内悬膜的受热松弛,同时通过卷绕自然消除了褶皱,因而安装在张紧框上的时候,只需要张紧卷轴的两端,不需要对内悬膜的周边每个点位逐一调整张紧力,大大降低了张紧操作的复杂程度。
[0073]
进一步地,如图5所示,张紧框3包括夹持设置在内悬膜2的两侧的第一框体31和第二框体32,弹性张紧装置5设置在第一框体31和第二框体32卡扣形成的空腔的内部。在图示具体实施例中,每根卷轴20对应设置有两个弹性张紧装置5,因而第一框体31和第二框体32的内部总共设置有八个弹性张紧装置5,由于视角遮挡的缘故,图4中只显示了六个弹性张紧装置5。每两个弹性张紧装置5为一组,通过一个角连接片6连接为一体,一起设置在张紧框3的角部位置。
[0074]
第一框体31可以由四根型材拼接而成,例如如图5所示,其中显示了一个角部位置的两根型材的局部结构。四根型材可以通过焊接、或者粘接的方式连接为一体,或者可以通过角连接片6将相邻两根型材通过螺钉连接为一体。此时,角连接片6不但将角部位置的一组两个弹性张紧装置5连接为一体(通过焊接或者螺接等方式连接为一体),而且还可以将两根型材连接为一体。在图5所示具体实施例中,弹性张紧装置5被设置安装在了第一框体31上。当然,本领域技术人员应当理解,在一个未显示的实施例中,弹性张紧装置5也可以设置安装在第二框体32上。
[0075]
第二框体32可以由金属板材一体冲压而成,也可以由金属铸造或者塑料注塑一体
成型,例如如图6所示。或者,第二框体32也可以跟第一框体31一样,由四根型材拼接而成。又或者,第一框体31也可以跟第二框体32一样,由金属或塑料一体形成。优选,用于安装弹性张紧装置5的框体采用金属型材拼接而成,使之可以具备更大的支撑强度以适应张紧操作;与之对应的,另一个框体可以采用金属或塑料一体成型件。
[0076]
第二框体32可以如图1所示的那样,卡扣设置在第一框体31的内侧,或者在一个未显示的实施例中,第一框体31也可以卡扣设置在第二框体32的内侧。另外,为了避免第一框体31和第二框体32意外分离,第一框体31和第二框体32的侧边还可以通过螺钉加固(图中显示有螺钉孔,未显示螺钉)。
[0077]
如图5、6所示,第一框体31和第二框体32分别具有位置相对的第一环形内凸缘311和第二环形内凸缘321,第一环形内凸缘311和第二环形内凸缘321分别抵靠在内悬膜2的两个侧面上(图1)。抵靠在内悬膜2的两个侧面上的第一环形内凸缘311和第二环形内凸缘321将内悬膜2夹持住,使得内悬膜2的两侧空腔不可连通第一框体31和第二框体32的内部,从而使得内悬膜2的两侧的空腔得到了较好的隔绝,避免了两侧空腔中的气流发生热交换。
[0078]
进一步地,为了进一步提高隔绝效果,在一个未显示的实施例中,优选第一环形内凸缘311和第二环形内凸缘321与内悬膜2相抵靠的顶部安装有弹性密封条。
[0079]
下面参照附图7-8进一步详细说明本技术用于内悬膜门窗的弹性张紧装置的具体结构。如图所示,弹性张紧装置5包括一个固定底座51,固定底座51的下方设置有一个伸缩卡座52,伸缩卡座52和固定底座51之间设置有弹簧53。为了受力均衡,伸缩卡座52和固定底座51之间并排设置有两个弹簧53。
[0080]
进一步地,固定底座51可以由金属板整体裁切弯折而成,包括一个抵顶弹簧53的第一端的固定顶板511,固定顶板511的两侧分别弯折形成有固定导向板512,固定导向板512的底部弯折形成有安装板513;固定顶板511上形成有用于弹簧53定位的定位螺孔5111;安装板513上形成有安装螺孔5131,整个弹性张紧装置5可以通过穿设在安装螺孔5131中的螺钉安装在张紧框3的内部。
[0081]
对应于弹簧53的数量,固定顶板511上设置了两个定位螺孔5111,每个定位螺孔5111中设置有一个定位螺钉5112。定位螺钉5112穿过定位螺孔5111之后,其末端穿设在弹簧53的端部,使得弹簧53在压缩过程中不会脱离定位螺钉5112而失效。
[0082]
伸缩卡座52也可以由金属板整体裁切弯折而成,包括一个抵顶弹簧53的第二端的活动顶板521,活动顶板521的底部向固定顶板511的一侧弯折形成有伸缩导向板522,伸缩导向板522穿过固定顶板511的底部的导向口5113的末端向上弯折形成有挂板523,挂板523的末端形成有回形钩板524;卷轴20的方形截面的末端不可转动地卡在由伸缩导向板522、挂板523以及回形钩板524形成的凹形空间中。
[0083]
固定导向板512上形成有导向槽5121,活动顶板521的两端分别形成有突出部5211,突出部5211穿设在导向槽5121中并可沿导向槽5121前后运动。
[0084]
本技术的弹性张紧装置5组装时,先使伸缩卡座52偏转一定的角度,将突出部5211插入到导向槽5121中,然后将伸缩卡座52回正,在伸缩卡座52和固定底座51之间放入弹簧53,最后拧入定位螺钉5112将弹簧53的位置固定。固定底座51安装到张紧框3上之后,伸缩卡座52通过导向槽5121和导向口5113被限制在固定底座51的下方,伸缩卡座52只能沿着导向槽5121平行移动,可以对卷轴20的末端提供稳定的弹力作用。
[0085]
卷轴20的末端为方形截面的结构,可以不转动地卡在伸缩导向板522、挂板523和回形钩板524的凹形空间中,卡扣结构简单有效,操作十分方便。并且本技术的弹性张紧装置5结构简单,运行可靠性高,通过将弹簧53的压缩力转变成拉伸弹力,整个结构的弹性持续效力极高,可以终身免维护运转使用。
[0086]
本领域技术人员应当理解,虽然本技术是按照多个实施例的方式进行描述的,但是并非每个实施例仅包含一个独立的技术方案。说明书中如此叙述仅仅是为了清楚起见,本领域技术人员应当将说明书作为一个整体加以理解,并将各实施例中所涉及的技术方案看作是可以相互组合成不同实施例的方式来理解本技术的保护范围。
[0087]
以上所述仅为本技术示意性的具体实施方式,并非用以限定本技术的范围。任何本领域的技术人员,在不脱离本技术的构思和原则的前提下所作的等同变化、修改与结合,均应属于本技术保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1