一种聚苯醚可发泡微粒的制备方法
1.本发明涉及材料加工领域,尤其涉及一种聚苯醚可发泡微粒的制备方法。
背景技术:
2.聚苯醚具有优异的耐热性、阻燃性及尺寸稳定性,是一种性能优异的工程塑料。经发泡加工,既可以实现聚苯醚的轻量化,又赋予材料独特的功能性,如隔热、隔音、缓冲性能及低介电性能。可发泡珠粒在加热的过程中可以膨胀粘结在一起,可以加工成各种形状和结构的发泡制品,广泛应用在缓冲包装、建筑保温、冷链物流、玩具等领域。聚苯醚可发泡珠粒具有优异的耐热性和尺寸稳定性,在汽车、新能源电池、精密仪器等领域具有广阔的应用领域。
3.现有技术中,聚合物可发泡珠粒制备工艺有两种:1)将聚合物及添加剂经熔融混合,挤出热切或水冷拉条切粒制备出未发泡微粒,将未发泡微粒放入盛有分散液的高压釜内,通入发泡剂,在一定温度和压力下饱和一定时间,然后泄压发泡,经水洗干燥,得到聚合物可发泡珠粒;2)将聚合物和添加剂混合后加入挤出机中,并向挤出机内的聚合物熔体中注入发泡剂,然后混合均匀,经冷却后挤出,水下切粒得到可发泡聚合物珠粒。聚合物可发泡珠粒加热后可二次发泡熔接成型发泡制品。
4.cn201711098090.2公开一种功能性可发/已发聚苯乙烯珠粒及制备方法,采用挤出方法,将聚合物熔体与发泡剂混合均匀,并经过二阶冷却挤出机挤出发泡,水下切粒制备出可发泡珠粒或已发泡珠粒。采用水下切粒方法,水温太低会造成机头冷却,机头压力急剧上升,因此,通常只能加工黏度较低的物料,尤其不合适加工黏度对温度非常敏感的聚苯醚树脂体系,另外,已发泡珠粒尺寸较大不适合模塑成型尺寸精度要求高的制品。
5.jp2013082865a公开了一种可发泡聚苯乙烯树脂颗粒制备方法及由其制备的模塑制品。将聚苯乙烯树脂、液体石蜡、芳烃、成核剂加入挤出机中熔融混合均匀,然后往挤出机的聚合物熔体内注入发泡剂,并混合均匀,然后经机头多孔挤出,快速进入冷却水中,水下切粒制备出可发泡聚苯乙烯树脂颗粒。加入低分子量液体石蜡和芳烃,可以增加聚苯乙烯的流动性,同时可提高二次发泡倍率,但小分子润滑剂加入会降低发泡制品的模量和耐热性。
6.cn202111674095.1公开了一种改性聚苯醚发泡珠粒成型体的制备方法,包括:将改性聚苯醚原料树脂经挤出机造粒,得到改性聚苯醚微粒,将改性聚苯醚微粒填充到成型模具中,锁紧模具,将模具放入高压釜中气体饱和,将高压釜泄压后,对成型模具进行冷却、开模,得到改性聚苯醚发泡珠粒成型体。该工艺方法为间歇发泡工艺,生产周期长、效率低,成本较高。
7.由此,现有的聚合物可发泡珠粒的生产周期长、可发泡珠粒模塑制品力学性能低、耐温性低等问题。
技术实现要素:
8.本发明提供了一种聚苯醚可发泡微粒的制备方法,解决了聚合物可发泡珠粒的生产周期长、可发泡珠粒模塑制品力学性能低、耐温性低的技术问题。
9.为解决上述技术问题,本发明的技术方案为:
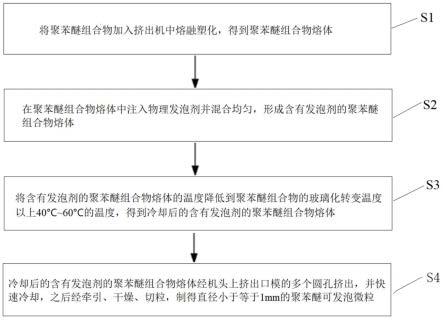
10.本发明的聚苯醚可发泡微粒的制备方法,包括以下步骤:s1.将聚苯醚组合物加入挤出机中熔融塑化,得到聚苯醚组合物熔体,其中,聚苯醚组合物按重量计包括20-90份的聚苯醚、10-80份的苯乙烯基聚合物、0-10份的阻燃剂、0.1~0.3份的抗氧剂、0.5-3份的泡孔成核剂和0.5-3份的润滑剂;s2.在聚苯醚组合物熔体中注入物理发泡剂并混合均匀,形成含有发泡剂的聚苯醚组合物熔体;s3.将含有发泡剂的聚苯醚组合物熔体的温度降低到聚苯醚组合物的玻璃化转变温度以上40℃~60℃的温度,得到冷却后的含有发泡剂的聚苯醚组合物熔体;以及s4.冷却后的含有发泡剂的聚苯醚组合物熔体经机头上挤出口模的多个圆孔挤出,并快速冷却,之后经牵引、干燥、切粒,制得直径小于等于1mm的聚苯醚可发泡微粒。
11.优选地,在上述聚苯醚可发泡微粒的制备方法中,聚苯醚的特征黏度为35~50ml/g。
12.优选地,在上述聚苯醚可发泡微粒的制备方法中,苯乙烯基聚合物为聚苯乙烯、高抗冲聚苯乙烯、丙烯腈-丁二烯-苯乙烯共聚物、苯乙烯-丁二烯-苯乙烯嵌段共聚物、氢化苯乙烯-丁二烯-苯乙烯中的至少一种。
13.优选地,在上述聚苯醚可发泡微粒的制备方法中,阻燃剂为磷酸三甲苯酯、磷酸三甲酚酯、间苯二酚-双磷酸二苯酯、液态四苯基双酚a二磷酸酯、固态的四苯基双酚a二磷酸酯中的至少一种。
14.优选地,在上述聚苯醚可发泡微粒的制备方法中,泡孔成核剂为滑石粉、sio2、碳酸钙、硅灰石、海泡石、纳米硅酸钙中的至少一种。
15.优选地,在上述聚苯醚可发泡微粒的制备方法中,润滑剂为硬脂酸锌、硬脂酸钙、季戊四醇硬脂酸酯、硬脂酸酰胺、单硬脂酸甘油酯、芥酸酰胺、乙撑双硬脂酸酰胺、超支化物、聚四氟乙烯中的至少一种。
16.优选地,在上述聚苯醚可发泡微粒的制备方法中,物理发泡剂为正丁烷、异丁烷、正戊烷、异戊烷、环戊烷、环己烷、庚烷、乙醇、1,1,1,2-四氟乙烷(hfc-134a)、1,1-二氟乙烷(hfc-152a)、反式1-3,3,3-四氟丙烯(hfo-1234ze)、反式1-氯-3,3,3-三氟丙烯(hcfo)、co2、h2o中的至少一种。
17.优选地,在上述聚苯醚可发泡微粒的制备方法中,在步骤s4中,冷却后的聚苯醚组合物熔体经机头上挤出口模的多个圆孔挤出,立即进入冷却水槽中快速冷却,经牵引机牵引和风冷干燥装置干燥后,进入切粒机进行切粒,其中,圆孔的直径小于等于2mm,机头上挤出口模处熔体压力大于等于5mpa。
18.优选地,在上述聚苯醚可发泡微粒的制备方法中,tg-130℃≤冷却水温度≤t
g_
100℃,其中,tg为聚苯醚组合物的玻璃化转变温度。
19.优选地,在上述聚苯醚可发泡微粒的制备方法中,在步骤s4中,牵引线速度是挤出线速度的1.5-20倍。
20.本发明的有益效果为:
21.本发明的聚苯醚可发泡微粒的制备方法,采用聚苯醚树脂为主要原料,利用聚苯醚树脂黏弹性随温度急剧变化的规律,具有生产效率高、成本低、可发泡微粒尺寸小、模塑制品耐热性好、力学性能高等优点,在精密仪器、薄壁制品、新能源动力电池热管理系统中有广泛应用前景;采用本发明方法制备的聚苯醚可发泡微粒可采用常规的可发泡珠粒模塑成型方法加工成各种的形状的制品。
附图说明
22.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。
23.图1是根据本发明的聚苯醚可发泡微粒的制备方法的流程图。
具体实施方式
24.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述。
25.如图1所示,本发明的聚苯醚可发泡微粒的制备方法,包括以下步骤:
26.s1.将聚苯醚组合物加入挤出机中熔融塑化,得到聚苯醚组合物熔体,其中,聚苯醚组合物按重量计包括20-90份的聚苯醚、10-80份的苯乙烯基聚合物、0-10份的阻燃剂、0.1~0.3份的抗氧剂、0.5-3份的泡孔成核剂和0.5-3份的润滑剂。
27.其中,聚2,6-二甲基-1,4-苯醚,简称聚苯醚(ppo),特征黏度为35~50ml/g,可以选用其中一种或多种特性黏度的聚苯醚树脂;苯乙烯基聚合物为聚苯乙烯、高抗冲聚苯乙烯(hips)、丙烯腈-丁二烯-苯乙烯共聚物(abs)、苯乙烯-丁二烯-苯乙烯嵌段共聚物(sbs)、氢化苯乙烯-丁二烯-苯乙烯(sebs)中的至少一种,优选为聚苯乙烯或高抗冲聚苯乙烯。
28.阻燃剂为微胶囊包覆红磷或有机磷酸酯阻燃剂,为磷酸三甲苯酯、磷酸三甲酚酯、间苯二酚-双磷酸二苯酯(rdp)、液态四苯基双酚a二磷酸酯或固态的四苯基双酚a二磷酸酯中的至少一种。还可以添加氢氧化镁、云母、三氧化二锑、纳米蒙脱土或有机硅树脂、可膨胀石墨等作为辅助阻燃剂,辅助阻燃剂添加量为聚苯醚树脂组合物的0-20wt%。阻燃剂的加入提高了聚苯醚的阻燃性。
29.抗氧剂为受阻酚类抗氧剂、亚磷酸酯类抗氧剂、硫代酯类抗氧剂中的至少一种。受阻酚类抗氧剂为四[甲基-β-(3,5-二叔丁基-4-羟基苯基)丙酸酯]季戊四醇酯(抗氧剂1010),亚磷酸酯类抗氧剂为亚磷酸酯(2,4-二叔丁基苯基)酯(抗氧剂168),硫酸酯类抗氧剂为硫代二丙酸二月桂酯(抗氧剂dltp),抗氧剂还可以加入高效碳自由基捕获剂(抗氧剂136)等。
[0030]
泡孔成核剂为滑石粉、sio2、碳酸钙、硅灰石、海泡石、纳米硅酸钙中的至少一种,泡孔成核剂优选是硅烷偶联剂表面处理的纳米sio2或纳米硅酸。
[0031]
润滑剂为硬脂酸锌、硬脂酸钙、季戊四醇硬脂酸酯、硬脂酸酰胺、单硬脂酸甘油酯、芥酸酰胺、乙撑双硬脂酸酰胺、超支化物、聚四氟乙烯中的至少一种。添加润滑剂可以减低聚苯醚在挤出机内金属壁面的黏附,降低剪切生热,同时能降低聚苯醚组合物的模量,增大模塑发泡时的发泡倍率。润滑剂的添加量低于聚苯醚树脂组合物的0.5wt%,不能起到上述作用,添加量大于3wt%,会大幅度降低熔体黏度,无法建立机头压力,或可导致二次发泡时
大量泡孔破裂和合并。
[0032]
s2.在聚苯醚组合物熔体中注入物理发泡剂,在螺杆作用下与聚苯醚组合物熔体混合均匀,形成含有发泡剂的聚苯醚组合物熔体。
[0033]
物理发泡剂为正丁烷、异丁烷、正戊烷、异戊烷、环戊烷、环己烷、庚烷、乙醇、1,1,1,2-四氟乙烷(hfc-134a)、1,1-二氟乙烷(hfc-152a)、反式1-3,3,3-四氟丙烯(hfo-1234ze)、反式1-氯-3,3,3-三氟丙烯(hcfo)、co2、h2o中的至少一种。物理发泡剂的添加量为聚苯醚组合物的1-20wt%,优选为1-15wt%,更优选为3~15wt%,最优选3-10wt%。
[0034]
s3.将含有发泡剂的聚苯醚均相溶液的温度降低到聚苯醚组合物的玻璃化转变温度(tg)以上40℃~60℃的温度,即tg+40℃至tg+60℃的温度,得到冷却后的含发泡剂的聚苯醚组合物熔体。
[0035]
聚苯醚组合物的玻璃化转变温度测试方法为:将各组分按比例称重后,通过双螺杆挤出机挤出造粒或密炼机熔融混合得到聚苯醚组合物,依据gb/t19466.2-2004采用差示扫描量热法测试聚苯醚组合物的玻璃化转变温度tg,具体操作如下:取5-10mg样品放入差示扫描量热仪(dsc)中,在n2气氛下,氮气流速50ml/min,以20℃/min速率升温到300℃并保温5min以消除样品热历史,然后快速降温到0℃,保持5min,然后以20℃/min加热速率到300℃,进行第二次升温并记录测试热晗随温度变化曲线,取两条外推基线间的中线与曲线的交点作为玻璃化转变温度tg。
[0036]
s4.冷却后的含有发泡剂的聚苯醚组合物熔体经机头上挤出口模的多个圆孔挤出,并快速冷却,之后经牵引、干燥、切粒,制得聚苯醚可发泡微粒,其中,聚苯醚可发泡微粒的直径小于等于1mm,优选小于等于0.5mm。
[0037]
将冷却后的含有物理发泡剂的聚苯醚组合物熔体经机头上挤出口模的多个圆孔挤出,立即进入冷却水槽中快速冷却,避免气泡膨胀。其中机头上挤出口模均匀分布有100个至200个圆孔,圆孔的直径小于等于2mm,优选小于等于1.5mm,更优选小于等于1mm。挤出过程中通过调整挤出产量、温度,使得机头上挤出口模处熔体压力大于等于5mpa,优选大于等于10mpa。冷却水槽中冷却水的温度在tg-130℃至tg-100℃之间,其中,tg为聚苯醚组合物玻璃化转变温度在,即,tg-130℃≤冷却水温度≤tg-100℃,使得含有发泡剂的聚苯醚组合物熔体挤出后快速冷却。
[0038]
冷却后的聚苯醚料条经牵引机牵引和吹干装置(风冷干燥装置)干燥后,进入切粒机进行切粒,得到聚苯醚可发泡微粒。其中,牵引线速度是机头的挤出线速度的1.5-20倍,优选1.5-10倍,更优选2-5倍,挤出线速度设定在100-200m/min,使得挤出的聚苯醚料条被拉伸,得到直径小于等于1mm的聚苯醚可发泡微粒,优选直径小于等于0.5mm。
[0039]
制备方法中所采用的挤出机为单螺杆挤出机、双螺杆挤出机或单螺杆串联熔体泵挤出系统、单螺杆挤出机串联单螺杆挤出机系统、双螺杆串联单螺杆挤出系统、双螺杆串联熔体泵挤出系统中的一种。
[0040]
优选为双螺杆串联单螺杆挤出系统,其中:一阶双螺杆挤出机为同向旋转双螺杆挤出机或异相旋转双螺杆挤出机,一阶挤出机上开设有发泡剂注入口,与发泡剂增压计量系统流体相连接,一阶挤出机各区段温度设定在220~280℃之间,聚苯醚组合物在一阶挤出机中熔融塑化,并实现与发泡剂均匀混合;二阶挤出机温度设定在聚苯醚组合物的玻璃化转变温度(tg)以上40-60℃的温度,将聚苯醚温度降低以增加熔体黏弹性。
[0041]
在挤出机为单螺杆串联熔体泵挤出系统或双螺杆串联熔体泵挤出系统中,熔体泵温度设定在聚苯醚组合物的玻璃化转变温度(tg)以上40-60℃的温度,将聚苯醚温度降低以增加熔体黏弹性。
[0042]
在挤出机为单螺杆挤出机或双螺杆挤出机的实施例中,将聚苯醚组合物在单螺杆挤出机或双螺杆挤出机中熔融塑化,并实现与发泡剂均匀混合后,再将螺杆挤出机或双螺杆挤出机的温度设定在聚苯醚组合物的玻璃化转变温度(tg)以上40-60℃的温度。
[0043]
本发明方法采用挤出、冷却、牵引、切粒方式,而不是水下切粒,一方面解决了机头压力过高且难以控制的问题;另一方面能用于挤出黏度更高、分子量更大的聚苯醚树脂,有利于提高最终制品的耐热性和力学性能。具体地,通过添加合适的润滑剂,增加了聚苯醚树脂组合物的挤出稳定性,同时提高了可发泡聚苯醚微粒模塑成型时的发泡倍率;出机头后采用快速冷却方法,并控制冷却水温度低于tg-100℃,使得聚苯醚组合物的熔体粘度急剧增大,可以抑制气泡生长和挤出料条膨胀,并通过高速牵引,进一步降低挤出料条直径,有利于提高产量,减小可发泡微粒尺寸,有利于成型精度更高或薄壁的模塑制品。
[0044]
实施例
[0045]
实验原料:
[0046]
聚2,6-二甲基-1,4-苯醚(ppo),lxr045,特性黏度45
±
5ml/g(测试标准gb/t1632.1),南通星辰合成材料有限公司;
[0047]
聚苯乙烯(gpps),绿安525,熔体流动速率6.7g/10min(根据国家标准gb/t 3682-2000测定,测试温度200℃,砝码重量5kg)
[0048]
聚苯乙烯gpps pg-33,镇江奇美熔体流动速率8.5g/10min
[0049]
阻燃剂,间苯二酚-双磷酸二苯酯(rdp),江苏雅克科技股份有限公司
[0050]
四苯基(双酚a)二磷酸酯(bdp):江苏雅克科技股份有限公司
[0051]
磷酸三苯酯(tpp):张家港瑞雅化工有限公司
[0052]
高抗冲聚苯乙烯(hips),476l,熔融流动速率5g/10min,镇江奇美扬子巴斯夫,514上海赛科石油化工
[0053]
氢化苯乙烯-丁二烯-苯乙烯(sebs),yh602,中国石化巴陵石油化工有限公司
[0054]
抗氧剂1010,南京华立明科工贸有限公司
[0055]
滑石粉,1250目,北京利国伟业超细分体有限公司
[0056]
气相纳米sio2,aerosil r202表面疏水处理赢创evonik
[0057]
季戊四醇硬脂酸酯,山东瑞杰新材料有限公司
[0058]
co2纯度99.9%,北京顺安奇特气体有限公司
[0059]
环戊烷,纯度99.9%,北京顺安奇特气体有限公司
[0060]
反式1-3,3,3-四氟丙烯(hfo-1234ze),纯度99.9%,霍尼韦尔中国有限公司
[0061]
反式1-氯-3,3,3-三氟丙烯(hcfo),纯度99.9%,霍尼韦尔中国有限公司实施例1
[0062]
挤出设备:同向旋转双螺杆挤出机串联单螺杆挤出机,双螺杆挤出机直径50mm,长径比40,单螺杆直径150mm,长径比20
[0063]
发泡剂:环戊烷
[0064]
单螺杆挤出机的口模上均匀分布100个圆孔,圆孔直径2mm
[0065]
按重量份,将87.9份ppo lxr 045,10份gpps ps-33,0.1份抗氧剂1010,2份润滑剂
季戊四醇硬脂酸酯,1份泡孔成核剂按比例称重后加入双螺杆挤出机中,双螺杆挤出机各段温度:220℃、280℃、280℃、280℃、280℃、280℃,在双螺杆挤出机第四区注入环戊烷,在双螺杆挤出机中各种原料熔融塑化得到聚苯醚组合物熔体并与环戊烷混合均匀,其中环戊烷的注入量为聚苯醚组合物熔体总重量的5wt%,然后经密闭管路系统输入到单螺杆挤出机中,单螺杆挤出机各段温度从最初的280℃,缓慢降低到220℃~240℃,调整加料量,使得机头压力10mpa,含有发泡剂的聚苯醚组合物熔体经口模上的多个圆孔挤出,挤出线速度120m/min,然后迅速进入冷却水中,冷却水温度为80℃,经牵引机快速牵引,牵引速度480m/min,经过吹干装置干燥,然后切粒得到聚苯醚可发泡微粒,微粒直径1.0mm。
[0066]
将各物料组分(即,聚苯醚组合物)在未注入发泡剂前,从机头出口取样,根据gb/t19466.2-2004,利用差示扫描量热仪测试聚苯醚组合物的玻璃化转变温度tg,结果为180℃。
[0067]
将得到的聚苯醚可发泡微粒放入模具中,用微波快速加热到200℃,聚苯醚可发泡微粒快速膨胀并相互粘合在一起,成型得到发泡聚苯醚制品,制品密度为200kg/m3。
[0068]
实施例2
[0069]
挤出设备:单螺杆挤出机串联单螺杆挤出机:一阶单螺杆挤出机直径65mm,长径比40;二阶单螺杆挤出机直径150mm,长径比20
[0070]
二阶单螺杆挤出机的口模上均匀分布200个圆孔,圆孔直径1mm
[0071]
按重量份,将70份ppo lxr 045,30份gpps ps-33,0.1份抗氧剂1010,1份润滑剂硬脂酸锌,1份泡孔成核剂纳米二氧化硅,5份阻燃剂按比例称重后加入一阶单螺杆挤出机中,一阶单螺杆挤出机各段温度分别为:220℃、280℃、280℃、280℃、280℃、280℃,在一阶单螺杆挤出机第四区注入物理发泡剂反式1-3,3,3-四氟丙烯(hfo-1234ze),在一阶单螺杆挤出机中各种原料熔融塑化得到聚苯醚组合物熔体并与物理发泡剂hfo-1234ze混合均匀,物理发泡剂注入量为聚苯醚组合物熔体总重量的10wt%,然后经密闭管路系统输入到二阶单螺杆挤出机中,二阶单螺杆挤出机各段温度从最初的280℃,缓慢降低到200℃~220℃,调整加料量,使得机头压力为15mpa,含有发泡剂的聚苯醚组合物熔体经口模上的多个圆孔挤出,挤出线速度120m/min,然后迅速进入冷却水中,冷却水温度为40℃,经牵引机快速牵引,牵引速度480m/min,经过吹干装置干燥,然后切粒得到聚苯醚可发泡微粒,微粒直径0.5mm。
[0072]
将各物料组分(即,聚苯醚组合物)在未注入发泡剂前,从机头出口取样,根据gb/t19466.2-2004,利用差示示扫描量热仪测试聚苯醚组合物的玻璃化转变温度tg,结果为160℃。
[0073]
将得到的聚苯醚可发泡微粒放入模具中,用微波快速加热到180℃,聚苯醚可发泡微粒快速膨胀并相互粘合在一起,成型得到发泡聚苯醚制品,制品密度为100kg/m3。
[0074]
实施例3
[0075]
挤出发泡设备同实施例1
[0076]
发泡剂为正丁烷
[0077]
按重量计,将50份ppo lxr050,45份hips,5份阻燃剂tpp,0.1份抗氧剂1010,1份润滑剂乙撑双硬脂酸酰胺,1份泡孔成核剂纳米sio2按比例称重后加入双螺杆挤出机中,双螺杆挤出机各段温度:220℃、260℃、270℃、270℃、270℃、270℃,在双螺杆挤出机第四区注入环戊烷,在双螺杆挤出机中各种原料熔融塑化得到聚苯醚组合物熔体并与发泡剂混合均
匀,其中,正丁烷的注入量为聚苯醚组合物熔体总重量的3wt%,然后经密闭管路系统输入到单螺杆挤出机中,单螺杆挤出机各段温度从最初的270℃,缓慢降低到180℃~220℃,调整加料量50kg/h,使得机头压力5mpa,含有发泡剂的聚苯醚组合物熔体经口模上的多个圆孔挤出,挤出线速度100m/min,然后迅速进入冷却水中,冷却水温度为40℃,经牵引机快速牵引,牵引速度800m/min,经过吹干装置干燥,然后切粒得到聚苯醚可发泡微粒,微粒直径0.6mm。
[0078]
将各物料组分(即,聚苯醚组合物)在未注入发泡剂前,从机头出口取样,根据gb/t19466.2-2004,利用差示示扫描量热仪测试聚苯醚组合物的玻璃化转变温度tg,结果为140℃。
[0079]
将得到的聚苯醚可发泡微粒放入模具中,用微波快速加热到160℃,聚苯醚可发泡微粒快速膨胀并相互粘合在一起,成型得到发泡聚苯醚制品,制品密度为150kg/m3。
[0080]
实施例4
[0081]
挤出设备同实施例1,不同之处在于单螺杆挤出机的口模上均匀分布280个圆孔,圆孔直径为0.8mm
[0082]
发泡剂为异戊烷
[0083]
按重量计,将30份ppo lxr050,55份abs,8份阻燃剂rdp,0.1份抗氧剂1010,1份润滑剂硬脂酸钙,1份泡孔成核剂滑石粉按比例称重后加入双螺杆挤出机中,双螺杆挤出机各段温度:220℃、260℃、270℃、270℃、270℃、270℃,在双螺杆挤出机第四区注入异戊烷,在双螺杆挤出机中各种原料熔融塑化得到聚苯醚组合物熔体并与发泡剂混合均匀,其中异戊烷注入量为聚苯醚组合物熔体总重量的15wt%,然后经密闭管路系统输入到单螺杆挤出机中,单螺杆挤出机各段温度从最初的270℃,缓慢降低到160℃~180℃,调整加料量,使得机头压力15mpa,含有发泡剂的聚苯醚组合物熔体经口模上的多个圆孔挤出,挤出线速度200m/min,然后迅速进入冷却水中,冷却水温度为10℃,经牵引机快速牵引,牵引速度1600m/min,经过吹干装置干燥,然后切粒得到聚苯醚可发泡微粒,微粒直径0.3mm。
[0084]
将各物料组分在未注入发泡剂前,从机头出口取样,根据gb/t19466.2-2004,利用差示示扫描量热仪测试聚苯醚组合物的玻璃化转变温度tg,结果为120℃。
[0085]
将得到的聚苯醚可发泡微粒放入模具中,用高压热蒸汽加热到140℃,聚苯醚可发泡微粒快速膨胀并相互粘合在一起,成型得到发泡聚苯醚制品,制品密度为30kg/m3。
[0086]
实施例5
[0087]
挤出发泡设备同实施例1,不同之处在于口模上均匀分布200个圆孔,圆孔直径1mm
[0088]
发泡剂为正戊烷
[0089]
按重量计,将20份ppo lxr050,68.6份sebs,8份阻燃剂rdp,0.1份抗氧剂1010,0.3份润滑剂聚四氟乙烯,3份泡孔成核剂纳米sio2按比例称重后加入双螺杆挤出机中,双螺杆挤出机各段温度:220℃、260℃、260℃、260℃、260℃、260℃,在双螺杆挤出机第四区注入正戊烷,在双螺杆挤出机中各种原料熔融塑化得到聚苯醚组合物熔体并与发泡剂混合均匀,其中正戊烷注入量为聚苯醚组合物熔体总重量的10wt%,然后经密闭管路系统输入到单螺杆挤出机中,单螺杆挤出机各段温度从最初的260℃,缓慢降低到140℃~160℃,调整加料量,使得机头压力10mpa,含有发泡剂的聚苯醚组合物熔体经口模上的多个圆孔挤出,挤出线速度100m/min,然后迅速进入冷却水中,冷却水温度为10℃,经牵引机快速牵引,牵引速
度800m/min,经过吹干装置干燥,然后切粒得到聚苯醚可发泡微粒,微粒直径0.3mm。
[0090]
将各物料组分(即,聚苯醚组合物)在未注入发泡剂前,从机头出口取样,根据gb/t19466.2-2004,利用差示示扫描量热仪测试聚苯醚组合物的玻璃化转变温度tg,结果为110℃。
[0091]
将得到的聚苯醚可发泡微粒放入模具中,用高压热蒸汽加热到120℃,聚苯醚可发泡微粒快速膨胀并相互粘合在一起,成型得到发泡聚苯醚制品,制品密度为50kg/m3。
[0092]
由此可知,采用本发明方法制备的聚苯醚可发泡微粒可采用常规的可发泡珠粒模塑成型方法加工成各种的形状的制品。例如:将采用本发明方法制备的聚苯醚可发泡微粒加入模具中,将模具加热或通入高压热蒸汽,可发泡微粒受热体积膨胀,并相互粘结在一起,制成模塑制品。
[0093]
对比例1
[0094]
使用原料和挤出设备与实施例1相同,不同的是,挤出口模多孔水下切粒方式,结果:水下切造成机头压力和挤出系统压力高于30mpa,造成机头堵塞无法正常生产。
[0095]
对比例2
[0096]
使用原料和挤出设备与实施例3相同,不同的是,冷却水温为60℃,牵引速度为200m/min,得到的聚苯醚可发泡微粒直径大于2mm,无法成型壁厚低于5mm的模塑制品。
[0097]
对比例3
[0098]
使用原料与实施例3相同,挤出机部分也相同,不同之处在于,从挤出机头出口后采用水下切粒方式造粒,最高产量为30kg/h,水温80℃,水压2.0bar,得到可发泡聚聚苯醚珠粒直径4-5mm采用与实施例3相同的模塑工艺,得到模塑制品的密度150kg/m3,力学性能如表1所示。
[0099]
对比例4
[0100]
使用原料和实施例4相同,挤出机部分也相同,不同之处在于,从挤出机头出口后采用水下切粒方式造粒,最高产量为30kg/h,水温80℃,水压2.0bar,得到可发泡聚聚苯醚珠粒直径4-5mm采用与实施例3相同的模塑工艺,得到模塑制品的密度50kg/m3。其中,本发明的实施例3、4和对比例3、4的力学性能对比如表1所示。
[0101]
表1实施例3、4和对比例3、4的力学性能
[0102][0103]
由于本发明方法采用挤出、冷却、牵引、造粒工艺,有效改善了水下切粒会造成的机头温度下降、机头内熔体压力急剧上升问题,故可以加工黏度更高的物料体系,如实施例1,采用本发明技术方案可以制备聚苯醚含量大于80wt%的聚苯醚树脂组合物,而对比例1采用水下切粒工艺时,会造成机头口模堵塞,无法正常生产;同理,采用本发明工艺,可以将含有发泡剂的聚苯醚组合物熔体温度降低到更低,因此得到的发泡制品的泡孔结构更均匀,克服了水下切粒时,为了保持正常生产,含发泡剂熔体的温度需要保持更高而造成的泡孔合并和破裂现象,因此,本发明的实施例3和4的模塑制品比对比例3和4具有更高的力学强度。
[0104]
此外,本发明采用低于聚苯醚组合物玻璃化转变温度100℃的冷却水对挤出物料进行快速冷却,因此,可以使同样配置的挤出设备比水下切粒工艺具有更高的产能,提高了生产效率,如表1中实施例3、4和对比例3,4的最大产能。
[0105]
以上实施例,仅为本发明的具体实施方式,用以说明本发明的技术方案,而非对其限制,本发明的保护范围并不局限于此,尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,其依然可以对前述实施例所记载的技术方案进行修改或改进,或者对其中部分技术特征进行等同替换;而这些修改、变化或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1