一种利用3D打印技术制备水果抑菌保鲜包装材料的方法
一种利用3d打印技术制备水果抑菌保鲜包装材料的方法
技术领域
1.本发明涉及一种利用3d打印技术制备水果抑菌保鲜包装材料的方法,属于新型食品加工领域。
背景技术:
2.水果是居民膳食的重要组成部分,是维生素、膳食纤维和植物化学物质等的重要来源,充足的水果摄入量对保持身体健康、提高免疫力、降低糖尿病、高血压等慢性疾病风险具有重要作用。但是水果在储藏和运输过程中,会因碰撞产生机械损伤以及受到环境中微生物的污染而发生腐败变质,使水果本身的风味和口感受到破坏,失去其本身的价值。有文献公开了一种防碰撞透明保鲜果套,通过利用一定厚度的材料制成多孔结构来进行防碰撞保鲜,这种包装材料虽然在一定程度上减少了水果在储藏过程中造成的机械损伤,但是多孔结构使其易受到外界微生物的污染,从而造成水果新鲜度的下降;还有文献公开一种蜜桃专用保鲜防碰撞充气膜袋,通过在特定材质中充入气体来起到防碰撞的效果,这种方法在一定程度上降低了水果的机械损伤,但所制备的包装袋构造繁琐、制备困难,经济成本高,不利于企业的长期发展,并且使用的包装材料是不可降解的。
3.益生菌被定义为摄入足量对人体健康有益的活微生物。比如益生菌能缓解胃肠不适,调节肠道功能,通过口服益生菌能促进人体的代谢,起到降脂、减肥的作用,还有利于人体皮肤的健康。但是应用于食品包装领域,却鲜有报道。
技术实现要素:
4.本发明的目的是针对当前在水果保鲜方面尚有不足之处,以及水果在运输过程中容易受损等问题。基于此提供了以多糖和pvc为材料,利用同轴加单轴3d打印技术,将阻燃性好、硬度范围宽的pvc材料负载在壳层,具有抑菌效果的益生菌被包封在核层从而打印出核壳结构的产品;此外在此基础上再利用单轴打印一层防撞层从而使外层防护能力更强。最终开发一种在内层对水果起到保鲜和在外层起到保护的一种3d打印包装材料。
5.本发明是通过以下技术手段实现上述技术目的:
6.一种利用pvc材料和多糖开发含有益生菌的3d打印包装材料的方法,具体步骤如下:
7.(1)核层溶液的制备:首先将阿拉伯树胶溶于去离子水中,得到阿拉伯树胶溶液;其次将普鲁兰多糖溶于去离子水中,得到普鲁兰多糖溶液;之后将益生菌培养后经离心和重悬,得到菌液;最后将菌液与阿拉伯树胶溶液和普鲁兰多糖溶液按照一定比例进行混合,密封后搅拌溶解,即得到核层溶液;
8.(2)壳层溶液的制备:将聚氯乙烯(pvc)、改性剂以及增塑剂混合后,搅拌均匀,即得到壳层溶液;
9.(3)包装材料的制备;以壳层溶液和核层溶液作为3d打印的溶液,采用同轴加单轴3d打印技术进行打印;
10.首先将步骤(1)中制备的壳层溶液和核层溶液分别注入注射器中,壳层溶液推进速率大于核层溶液推进速率,最终在装置的底板之上接收,得到核壳结构的同轴打印产品;
11.然后利用单轴3d打印技术仅使用壳层溶液打印在同轴打印产品的核壳结构的外层,得到具备内外双层结构的抑菌保鲜包装材料;内层对水果起到保鲜作用,外层起到保护作用。
12.优选的,步骤(1)中所述阿拉伯树胶溶液的质量浓度为10%~15%,普鲁兰多糖溶液的质量浓度为10%~15%。
13.优选的,步骤(1)中所述的益生菌为嗜酸乳杆菌、干酪乳杆菌、嗜热双歧杆菌、保加利亚乳酸菌中的任意一种;所述益生菌培养的具体条件为:以1-2g:100ml的接种比例,接种在mrs液体培养基中培养,培养温度为35~37℃,培养时间为10~12h;所述菌液的浓度为109~10
10
lg(cfu/g)。
14.优选的,步骤(1)中所述阿拉伯树胶溶液、普鲁兰多糖溶液和菌液按照质量比1:3-4:1-3的比例进行混合。
15.优选的,步骤(2)中所述的改性剂为氯化聚乙烯(cpe)、丙烯酸酯共聚物(acr)、丁腈橡胶(nbr)或二氧化硅(sio2)中的任意一种;所述的增塑剂为乙烯-醋酸乙烯酯橡胶(evm)、己二酸二异癸酯(dida)、壬二酸二辛酯(doz)、癸二酸二丁酯(dbs)、癸二酸二辛酯(dos)或邻苯二甲酸二辛酯(dop)中的任意一种。
16.优选的,步骤(2)中所述聚氯乙烯(pvc)、改性剂以及增塑剂按照质量比100:5-10:20-30的比例进行混合。
17.优选的,步骤(3)中所述同轴3d打印技术条件参数为:核层喷嘴直径为0.8~1.4mm,壳层喷嘴直径为1.7~2.5mm;打印温度选择:核层打印温度为25~40℃,壳层打印温度为30~60℃;推进速率选择:核层溶液推进速率5~8mm/s,壳层溶液推进速率15~40mm/s,所述核层溶液推进速率与壳层溶液速率比为1:(3~5),打印速度均为15~30mm/s。
18.优选的,步骤(3)中所述的单轴3d打印技术条件参数为:喷嘴直径为1.7~2.5mm;打印温度为30~60℃;打印速度为15~30mm/s。
19.本发明的有益效果:
20.本发明设计的pvc材料和多糖开发含有益生菌的3d打印包装材料,通过同轴技术将益生菌打印在内层,一方面利用益生菌可以产生胞外多糖等抑菌成份来更好的对水果进行保鲜;另一方面利用益生菌对宿主健康产生积极影响且预防便秘腹泻等多种疾病的作用。因此可直接将该类抑菌成份与保鲜产品相接触,不仅大大提升抑菌作用,而且对人体无害;
21.所谓保鲜体现在核层溶液中的益生菌,由于益生菌含有多种细菌素可以起到抑菌作用,从而延长水果的保质期;此外壳层改性的pvc材料其硬度可调性可以在外层很好的抵御外界引起水果的机械损伤,两种材料通过同轴3d打印技术打印出与水果形态相似的外壳,之后在同轴的基础上再利用单轴再打印一层防撞层,从而对水果进行保护,因此对水果起到更好的保鲜作用。
22.本发明设计的pvc材料和多糖开发含有益生菌的3d打印包装材料,通过调节壳层溶液中pvc与改性剂、增塑剂之间的比例,从而使得壳层的可打印性和硬度可调性大大提升,进而可以更好的减少水果在储藏和运输过程中不可避免的碰撞所带来的损伤,从而可
以延长水果的保鲜时间。随着聚氯乙烯(pvc)、改性剂以及增塑剂比例的不同,包装材料的拉伸强度不断减小,而伸长率不断升高,这表明聚氯乙烯(pvc)、改性剂以及增塑剂的比例对于包装材料的机械强度有着一定的影响,尤其是增塑剂的份数在20~30之间、改性剂份数在5~10之间效果最为明显。
23.本发明设计的pvc材料和多糖开发含有益生菌的3d打印包装材料,其对水果的保鲜主要体现在,内层的益生菌可以产生抑菌活性成分从而减缓水果的腐败变质,外层改性的pvc材料可以降低水果在运输过程中不必要的机械损伤,两者结合在一起从而大大提高了对水果保鲜的能力。
24.本发明所设计的包装材料,利用同轴加单轴3d打印技术,一方面实现了内层保鲜的作用,另一方面外层的多厚度防撞层对降低水果机械损伤起到了至关重要的作用;且所设计的包装材料,安全无毒,可直接与食品进行接触。
附图说明
25.图1是单轴(a)和同轴(b)3d打印装置示意图。
26.图2是三种溶液在不同比例混合条件下益生菌的存活率。
27.图3是加入不同比例的聚氯乙烯(pvc)、改性剂以及增塑剂对不同方式制成包装材料的拉伸强度(a)和断裂伸长率(b)测试图。
具体实施方式
28.为了使本发明的目的、技术路线和优点更加的清晰明白,结合以下具体实施方式,并参照一定的附图,来对本发明做进一步详细的阐释。
29.益生菌菌液的培养具体是:整个培养过程在无菌条件下进行,将1g菌粉置于50ml的mrs液体培养基中37℃培养12h,之后将该菌液进行5000r离心5min,并用生理盐水重悬,最终得到浓度为109lg(cfu/g)的益生菌重悬液。
30.实施例1:
31.一种利用pvc材料和多糖开发含有益生菌的3d打印包装材料的方法,采用同轴加单轴3d打印技术,包括以下步骤:
32.(1)核层溶液的制备:首先将阿拉伯树胶溶于去离子水中,得到质量分数为20%的阿拉伯树胶溶液;将普鲁兰多糖溶于去离子水中,得到质量分数为20%的普鲁兰多糖溶液;之后将保加利亚乳酸杆菌的重悬液加入上述混合液,搅拌均匀即为核层溶液;其中阿拉伯树胶溶液、普鲁兰多糖溶液和菌液的质量比设定为1:4:1、1:4:1.5、1:4:2、1:4:2.5。
33.(2)壳层溶液的制备:选择聚合度1800的pvc,增塑剂为乙烯-醋酸乙烯酯橡胶(evm),改性剂为氯化聚乙烯(cpe),pvc、改性剂和增塑剂三者按照一定比例混合后在170℃的高温下搅拌均匀得到三种材料的共混物,之后将其冷却至60℃即为壳层溶液;其中聚氯乙烯(pvc)、改性剂以及增塑剂的比例设定为100:5:20、100:6:22、100:7:24、100:8:25、100:9:30、100:10:32。
34.(3)包装材料的制备:采用同轴加单轴3d打印技术,将所述的壳层和核层溶液分别注入注射器中;
35.首先进行同轴3d打印,条件参数为:核层喷嘴直径为1.4mm,壳层喷嘴直径为
2.5mm;打印温度选择:核层打印温度为37℃,壳层打印温度为60℃;打印速度:打印速度均为25mm/s。
36.然后仅使用壳层溶液进行单轴3d打印,单轴参数如下:喷嘴直径:2.5mm;打印温度:60℃;打印速度:25mm/s。
37.为了更好的表征上述包装材料的抑菌能力,通过测试核层溶液中益生菌的存活率,可对其进行一个表征。
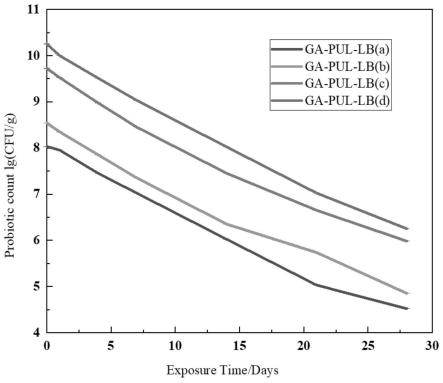
38.图2是阿拉伯树胶溶液、普鲁兰多糖溶液和菌液在不同混合比例条件下益生菌的存活率,其中ga-pul-lb(a)、ga-pul-lb(b)、ga-pul-lb(c)、ga-pul-lb(d)对应阿拉伯树胶溶液、普鲁兰多糖溶液和菌液的质量比为1:4:1、1:4:1.5、1:4:2、1:4:2.5;从图2可以看出,初始情况下中ga-pul-lb(a)中的益生菌数目为8.03
±
0.12[lg(cfu/g)];ga-pul-lb(b)中的益生菌数目为8.54
±
0.13[lg(cfu/g)];ga-pul-lb(c)中的益生菌数目为9.72
±
0.15[lg(cfu/g)];ga-pul-lb(d)的益生菌数目为10.15
±
0.17[lg(cfu/g)];室温储藏28天后ga-pul-lb(a)的益生菌数目为4.82
±
0.16[lg(cfu/g)];ga-pul-lb(b)的益生菌数目为5.15
±
0.14[lg(cfu/g)];ga-pul-lb(c)的益生菌数目为6.28
±
0.18[lg(cfu/g)];ga-pul-lb(d)的益生菌数目为6.75
±
0.14[lg(cfu/g)];与初始菌落数相比,ga-pul-lb(a)的存活率为60.02%;ga-pul-lb(b)的存活率为60.30%;ga-pul-lb(c)的存活率为64.61%;ga-pul-lb(d)的存活率为66.50%。综上所述,在本发明限定的比例条件下均能起到良好的保鲜效果;并且初始益生菌含量越多,则在28天后其存活的益生菌含量也最多。这也表明初始浓度高的益生菌具备更好的保鲜效果。
[0039]
图3是加入不同比例的聚氯乙烯(pvc)、改性剂以及增塑剂对不同方式制成包装材料的拉伸强度(a)和断裂伸长率(b)的影响,其中横坐标的1、2、3、4、5、6分别代表壳层溶液中聚氯乙烯(pvc)、改性剂以及增塑剂的比例为100:5:20、100:6:22、100:7:24、100:8:25、100:9:30、100:10:32;其中uniaxial、coaxial、uniaxial-coaxial分别代表单轴、同轴、同轴加单轴的打印方式。
[0040]
从图3可以看出,随着改性剂以及增塑剂的增加,包装材料的拉伸强度处于下降趋势,伸长率处于上升趋势,这表明聚氯乙烯(pvc)、改性剂以及增塑剂的含量变化对包装材料的机械强度起到重要影响;其中当聚氯乙烯(pvc)、改性剂以及增塑剂的比例为100:25:8和100:30:9时,其拉伸强度和断裂伸长率均处于易打印、易成型的比例之下,在此比例条件下,使得材料更好的发挥其防撞功能,说明在这个比例条件下更利于水果保鲜。
[0041]
其次,从图3还可以发现,在聚氯乙烯(pvc)、改性剂以及增塑剂比例不变的情况下,不同的打印方式(单轴、同轴、单轴加同轴)对包装材料的机械强度也具有十分重要的影响,不同的打印方式直接影响材料的性能;尤其是同轴加单轴的打印方式对包装材料的机械强度影响最大。
[0042]
说明:以上实施例仅用以说明本发明而并非限制本发明所描述的技术方案;因此,尽管本说明书参照上述的各个实施例对本发明已进行了详细的说明,但是本领域的普通技术人员应当理解,仍然可以对本发明进行修改或等同替换;而一切不脱离本发明的精神和范围的技术方案及其改进,其均应涵盖在本发明的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1