防潮型耐热聚氯乙烯电缆护套料和其制备方法与应用以及电缆护套、电线电缆与流程
1.本发明涉及一种防潮型耐热聚氯乙烯电缆护套料和其制备方法与应用以及电缆护套、电线电缆,属于电缆技术领域。
背景技术:
2.电线电缆非金属外护层或绝缘层主要起到对地绝缘、防水、机械防护等功能,其充当着电线电缆的第一层保护层,非金属外护层或绝缘层材料主要包括聚氯乙烯和聚乙烯两大类材料,其中,聚氯乙烯类材料使用量最大。聚氯乙烯类电缆料的原料包括聚氯乙烯树脂、稳定剂、增塑剂、填充剂、润滑剂、抗氧剂及着色剂等,其综合性能优异,占据着60%以上的市场份额。
3.电线电缆在运行过程中的发热量大,所以对绝缘和护层材料有一定的耐热要求。尤其是用于中高压电缆的材料,耐热要求更高。目前本领域常规技术手段是在电缆料中添加耐热增塑剂、热稳定剂及填料等,来提高其耐热性能。
4.现有技术存在的问题及缺陷主要包括:
5.第一,为了使聚氯乙烯电缆护套料具有较好的机械性能、加工性能、阻燃性能、电气性能等,通常需要添加各种类型的无机填料,如碳酸钙、氢氧化铝、氢氧化镁、煅烧高岭土等,大量无机阻燃剂的加入提高了电缆料的吸湿率,且使用过程中制品容易产生气孔;
6.第二,为了提高材料的耐热性能,使用totm增塑剂,恶化了材料的加工性能。
7.因此,提供一种新型的防潮型耐热聚氯乙烯电缆护套料和其制备方法与应用以及电缆护套、电线电缆已经成为本领域亟需解决的技术问题。
技术实现要素:
8.为了解决上述的缺点和不足,本发明的一个目的在于提供一种防潮型耐热聚氯乙烯电缆护套料。
9.本发明的另一个目的还在于提供以上所述防潮型耐热聚氯乙烯电缆护套料的制备方法。
10.本发明的又一个目的还在于提供以上所述防潮型耐热聚氯乙烯电缆护套料在制备防潮型耐热聚氯乙烯电缆护套中的应用。
11.本发明的再一个目的还在于提供一种防潮型耐热聚氯乙烯电缆护套,其是由以上所述防潮型耐热聚氯乙烯电缆护套料制得。
12.本发明的最后一个目的还在于提供一种电线电缆,其包括以上所述的防潮型耐热聚氯乙烯电缆护套。本发明所提供的防潮型耐热聚氯乙烯电缆护套料具有较低的吸湿率(即具有良好的防潮性能)、良好的耐热性能、机械性能和加工性能,由其制得的防潮型耐热聚氯乙烯电缆护套适用于1kv-110kv电压等级的电线电缆。
13.为了实现以上目的,一方面,本发明提供了一种防潮型耐热聚氯乙烯电缆护套料,
其中,所述防潮型耐热聚氯乙烯电缆护套料是由包括以下重量份的原料组分制备而成:
14.pvc树脂粉
·····················
100;
15.增塑剂
·······················
45-55;
16.无机填料
······················
40-50;
17.粉体改性剂
·····················
0.1-1;
18.复合稳定剂
·····················
3-8;
19.增韧及加工助剂
···················
6-12;
20.润滑剂
·······················
0.3-1;
21.抗氧剂
·······················
0.1-1;
22.着色剂
·······················
1.5-5;
23.其中,所述粉体改性剂的用量为无机填料重量的0.3-1.5%。
24.作为本发明以上所述防潮型耐热聚氯乙烯电缆护套料的一具体实施方式,其中,所述pvc树脂粉包括聚合度为1370-1251,k值为72-71的sg-3型树脂粉或聚合度为1135-981,k值为68-66的sg-5型树脂粉中的一种pvc树脂粉或两种pvc树脂粉的混合物。
25.作为本发明以上所述防潮型耐热聚氯乙烯电缆护套料的一具体实施方式,其中,所述增塑剂包括偏苯三酸三辛酯(totm)、邻苯二甲酸二异癸酯(didp)、对苯二甲酸二辛酯(dotp)、环氧大豆油(eso)、氯化石蜡-52及固体增塑剂b-02中的一种或者几种的混合物。
26.本发明使用以上所述的增塑剂可使得防潮型耐热聚氯乙烯电缆护套料满足各项性能指标,如拉伸强度、断裂伸长率等的要求。
27.作为本发明以上所述防潮型耐热聚氯乙烯电缆护套料的一具体实施方式,其中,所述无机填料包括碳酸钙、氢氧化铝、化学法氢氧化镁、煅烧高岭土、硼酸锌及三氧化二锑中的一种或几种的组合。
28.作为本发明以上所述防潮型耐热聚氯乙烯电缆护套料的一具体实施方式,其中,所述无机填料未经过表面处理,且平均粒径在2000目以上。
29.作为本发明以上所述防潮型耐热聚氯乙烯电缆护套料的一具体实施方式,其中,所述碳酸钙的粒径为2500目。
30.作为本发明以上所述防潮型耐热聚氯乙烯电缆护套料的一具体实施方式,其中,所述氢氧化铝的粒径为3000目。
31.作为本发明以上所述防潮型耐热聚氯乙烯电缆护套料的一具体实施方式,其中,所述氢氧化镁的粒径为3000目。
32.作为本发明以上所述防潮型耐热聚氯乙烯电缆护套料的一具体实施方式,其中,所述粉体改性剂包括钛酸酯偶联剂、铝酸酯偶联剂和硅油中的任一种;或者所述粉体改性剂还包括钛酸酯偶联剂或铝酸酯偶联剂和硅油的组合。
33.作为本发明以上所述防潮型耐热聚氯乙烯电缆护套料的一具体实施方式,其中,所述钛酸酯偶联剂为粉体偶联剂,包括新烷氧基三(二辛基焦磷酸酰氧基)钛酸酯(牌号为dlc-l38)、四异丙氧基双(二辛基亚磷酸酰氧基)钛酸酯(牌号为dlc-k41b) 及异丙基三(二辛基焦磷酸酰氧基)钛酸酯(牌号为dlc-k38s)中的一种。
34.作为本发明以上所述防潮型耐热聚氯乙烯电缆护套料的一具体实施方式,其中,所述铝酸酯偶联剂为粉体偶联剂,包括铝酸酯偶联剂aca-k30。
35.作为本发明以上所述防潮型耐热聚氯乙烯电缆护套料的一具体实施方式,其中,所述硅油为二甲基羟基硅油,结构式为ho[(ch3)2sio]nh,25℃温度条件下的粘度不大于35mm2/s,羟基重量含量大于8.5%。在本发明一些实施例中,所述硅油可为购自江苏全立化学有限公司的牌号为ql-203的硅油。
[0036]
本发明中使用的钛酸酯偶联剂及铝酸酯偶联剂均为常规物质,例如其可为南京能德新材料技术有限公司生产的对应牌号的钛酸酯偶联剂及铝酸酯偶联剂。
[0037]
作为本发明以上所述防潮型耐热聚氯乙烯电缆护套料的一具体实施方式,其中,所述复合稳定剂为钙锌复合稳定剂。
[0038]
作为本发明以上所述防潮型耐热聚氯乙烯电缆护套料的一具体实施方式,其中,所述钙锌复合稳定剂包括台州联成化工有限公司的型号为fc-16a+的钙锌复合稳定剂或杭州三叶新材料股份有限公司的型号为sy318d的钙锌复合稳定剂。
[0039]
作为本发明以上所述防潮型耐热聚氯乙烯电缆护套料的一具体实施方式,其中,所述钙锌复合稳定剂还包含吸水剂。
[0040]
本发明使用的钙锌复合稳定剂为市售常规产品,其具有防潮功能。为了进一步降低钙锌复合稳定剂的吸湿率,即增强所述钙锌复合稳定剂的防潮性能,可使钙锌复合稳定剂复配一定重量的吸水剂,并且本技术对所述吸水剂的用量及具体物质等均不做具体要求,可根据实际作业需要进行合理调整。
[0041]
作为本发明以上所述防潮型耐热聚氯乙烯电缆护套料的一具体实施方式,其中,所述增韧及加工助剂包括氯化聚乙烯、mbs树脂、丁腈橡胶及成型剂中的一种或几种的组合。其中,本发明于制备防潮型耐热聚氯乙烯电缆护套料时使用增韧及加工助剂可在保证聚氯乙烯电缆护套料具有良好耐热性能的前提下,进一步降低其吸湿性并提高其加工性能。
[0042]
另,本发明对所用成型剂不做具体要求,在本发明一些实施例中,所述成型剂例如可为江苏爱特恩高分子材料有限公司生产的牌号为wy-55的成型剂。
[0043]
作为本发明以上所述防潮型耐热聚氯乙烯电缆护套料的一具体实施方式,其中,所述润滑剂包括pe蜡、硬脂酸、硬脂酸钙及固体石蜡中的一种或几种的组合。
[0044]
作为本发明以上所述防潮型耐热聚氯乙烯电缆护套料的一具体实施方式,其中,所述抗氧剂包括四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯(抗氧剂1010) 或2,2-二(4-羟基苯基)丙烷(双酚a)。
[0045]
作为本发明以上所述防潮型耐热聚氯乙烯电缆护套料的一具体实施方式,其中,所述着色剂包括炭黑或黑色浆。
[0046]
另一方面,本发明还提供了以上所述的防潮型耐热聚氯乙烯电缆护套料的制备方法,其中,所述制备方法包括:
[0047]
(1)将无机填料加入高速混合机,高速混合至95-120℃后加入粉体改性剂,继续进行高速混合使料温不超过125℃,优选为105-125℃,完成无机填料的改性;
[0048]
(2)向高速混合机中加入pvc树脂粉、复合稳定剂、增韧及加工助剂、润滑剂、抗氧剂和着色剂,高速混合后再加入增塑剂,继续高速混合至110-125℃,完成物料的混合;
[0049]
(3)使用挤出机对步骤(2)所得混合物料进行挤出造粒;
[0050]
(4)对步骤(3)所得产品进行冷却后得到所述防潮型耐热聚氯乙烯电缆护套料。
[0051]
作为本发明以上所述制备方法的一具体实施方式,其中,步骤(1)中,所述高速混合的转速范围为700-1000rpm。
[0052]
作为本发明以上所述制备方法的一具体实施方式,其中,步骤(2)中,对pvc 树脂粉、复合稳定剂、增韧及加工助剂、润滑剂、抗氧剂和着色剂的加入顺序不做具体要求,可根据实际需要进行调整。在本发明一些实施例中,可先将复合稳定剂、增韧及加工助剂、润滑剂、抗氧剂和着色剂称重,然后将该些物质与pvc树脂粉一并投入高速混合机中。
[0053]
作为本发明以上所述制备方法的一具体实施方式,其中,步骤(2)中,高速混合3-8min后再加入增塑剂。
[0054]
作为本发明以上所述制备方法的一具体实施方式,其中,步骤(3)中,所述挤出机包括双螺杆挤出机和单螺杆挤出机组成的生产机组,其中,所述双螺杆挤出机自进料口至出口依次设置十区,各区温度分别为:一区110-120℃、二区125-140℃、三区140-155℃、四区145-160℃、五区145-170℃、六区150-170℃、七区155-175℃、八区155-175℃、九区150-165℃、十区145-165℃;
[0055]
所述单螺杆挤出机包括依次设置的一区、二区、三区、换网区及机头,各区温度分别为:一区130-140℃、二区135-145℃、三区135-155℃、换网区145-160℃、机头120-155℃。
[0056]
作为本发明以上所述制备方法的一具体实施方式,其中,步骤(3)具体包括:将步骤(2)所得混合物料置于料仓中,然后通过自动喂料系统进入挤出机,使用挤出机对步骤(2)所得混合物料进行挤出造粒。
[0057]
作为本发明以上所述制备方法的一具体实施方式,其中,步骤(4)具体包括:对步骤(3)所得产品进行冷却后,进入料仓,再经计量、包装得到所述防潮型耐热聚氯乙烯电缆护套料。
[0058]
作为本发明以上所述制备方法的一具体实施方式,其中,步骤(4)中,所述冷却包括:步骤(3)所得产品从单螺杆挤出机模头(机头)经风送系统进入冷却料仓和水平震动筛进行初步冷却,再进入风冷式螺旋震动提升机或者夹套水冷型螺旋震动提升机进行充分冷却。
[0059]
作为本发明以上所述制备方法的一具体实施方式,其中,步骤(4)中,经充分冷却后,物料温度降至35℃以下。
[0060]
其中,本发明所采用的冷却方式可以防止聚氯乙烯电缆护套料因积热而吸收空气中水分,导致材料受潮,从而使所得防潮型耐热聚氯乙烯电缆护套料成品具有较低的吸湿率。
[0061]
本发明在制备防潮型耐热聚氯乙烯电缆护套料时采用风冷式螺旋震动提升机或者夹套水冷型螺旋震动提升机对步骤(3)所得产品进行冷却,利用对称振动电机产生斜向高频振动力偶,使物料以振动形式沿转盘螺旋形向上爬升,高温物料在长距离输送过程中得以充分传热和散热。
[0062]
本发明所使用的风冷式螺旋震动提升机及夹套水冷型螺旋震动提升机均为常规设备。例如在本发明一些实施例中,风冷式螺旋震动提升机及夹套水冷型螺旋震动提升机均可为购自江苏省江阴市聚泰机械设备有限公司的设备。
[0063]
本发明中,所得防潮型耐热聚氯乙烯电缆护套料可为直径不大于5mm,高度为 2-4mm的圆柱体或相当尺寸大小的颗粒,并且颗粒大小基本一致,表面应光滑、无杂质,无三颗
以上连粒。
[0064]
又一方面,本发明还提供了以上所述的防潮型耐热聚氯乙烯电缆护套料在制备防潮型耐热聚氯乙烯电缆护套中的应用。
[0065]
再一方面,本发明还提供了一种防潮型耐热聚氯乙烯电缆护套,其是由以上所述的防潮型耐热聚氯乙烯电缆护套料制得。
[0066]
最后一方面,本发明还提供了一种电线电缆,其包括以上所述的防潮型耐热聚氯乙烯电缆护套。
[0067]
作为本发明以上所述电线电缆的一具体实施方式,其中,所述电线电缆为 1kv-110kv电压等级的电线电缆。
[0068]
本发明所提供的防潮型耐热聚氯乙烯电缆护套料克服了传统聚氯乙烯电缆护套料吸湿率大、加工性能差等缺陷,其是一种更适用于敷设环境复杂的中高压电缆挤出的电缆护套料,具有较低的吸湿率(即具有良好的防潮性能)、良好的耐热性能、机械性能和加工性能。由所述防潮型耐热聚氯乙烯电缆护套料制备得到的防潮型耐热聚氯乙烯电缆护套在梅雨高温季节可以正常使用,无气孔产生。
具体实施方式
[0069]
本发明所公开的“范围”以下限和上限的形式给出。可以分别为一个或多个下限,和一个或多个上限。给定的范围是通过选定一个下限和一个上限进行限定的。选定的下限和上限限定了特别范围的边界。所有以这种方式进行限定的范围是可组合的,即任何下限可以与任何上限组合形成一个范围。例如,针对特定参数列出了60-120和 80-110的范围,理解为60-110和80-120的范围也是可以预料到的。此外,如果列出的最小范围值为1和2,列出的最大范围值为3,4和5,则下面的范围可全部预料到: 1-3、1-4、1-5、2-3、2-4和2-5。
[0070]
在本发明中,除非有其他说明,数值范围“a-b”表示a到b之间的任意实数组合的缩略表示,其中a和b都是实数。例如数值范围“0-5”表示本发明中已经全部列出了“0-5”之间的全部实数,“0-5”只是这些数值组合的缩略表示。
[0071]
在本发明中,如果没有特别的说明,本发明所提到的所有实施方式以及优选实施方式可以相互组合形成新的技术方案。
[0072]
在本发明中,如果没有特别的说明,本发明所提到的所有技术特征以及优选特征可以相互组合形成新的技术方案。
[0073]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附表及实施例,对本发明进行进一步详细说明。下列所描述的实施例是本发明一部分实施例,而不是全部的实施例,仅用于说明本发明,而不应视为限制本发明的范围。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品,如所述高速混合机选用有效容积为500l的高速混合机。
[0074]
实施例1
[0075]
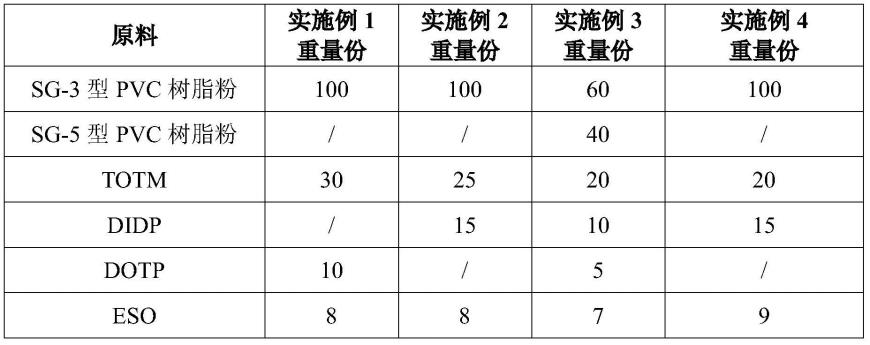
本实施例提供了一种防潮型耐热聚氯乙烯电缆护套料,其原料包括pvc树脂粉、增塑剂、无机填料、粉体改性剂、复合稳定剂、增韧及加工助剂、润滑剂、抗氧剂及着色剂,本实
施例中所用各种原料的具体物质以及其具体用量见如下表1所示,其中,所述粉体改性剂为铝酸酯偶联剂,具体为铝酸酯偶联剂aca-k30;
[0076]
所述复合稳定剂为钙锌复合稳定剂,该钙锌复合稳定剂为杭州三叶新材料股份有限公司的型号为sy318d的钙锌复合稳定剂;
[0077]
所述防潮型耐热聚氯乙烯电缆护套料是采用包括如下具体步骤的制备方法制得:
[0078]
(1)将无机填料加入高速混合机,高速混合至95-110℃后加入粉体改性剂,继续进行高速混合使料温达到120℃,完成无机填料的改性;
[0079]
(2)向高速混合机中加入pvc树脂粉、复合稳定剂、增韧及加工助剂、润滑剂、抗氧剂和着色剂,高速混合5min后再加入增塑剂,继续高速混合至110-125℃,完成物料的混合;
[0080]
(3)将步骤(2)所得混合物料置于料仓中,然后通过自动喂料系统进入挤出机,使用挤出机对步骤(2)所得混合物料进行挤出造粒;
[0081]
步骤(3)中,所述挤出机为由依次设置的双螺杆挤出机和单螺杆挤出机组成的生产机组,其中,所述双螺杆挤出机自进料口至出口依次设置十区,各区温度分别设置为:一区120℃、二区135℃、三区150℃、四区155℃、五区160℃、六区165℃、七区170℃、八区170℃、九区165℃、十区155℃;
[0082]
所述单螺杆挤出机包括依次设置的一区、二区、三区、换网区及机头,各区温度分别设置为:一区140℃、二区145℃、三区145℃、换网区155℃、机头150℃;
[0083]
(4)对步骤(3)所得产品进行冷却后,进入料仓,再经计量、包装得到所述防潮型耐热聚氯乙烯电缆护套料;
[0084]
其中,所述冷却包括:步骤(3)所得产品从挤出机模头经风送系统进入冷却料仓和水平震动筛进行初步冷却,再进入风冷式螺旋震动提升机或者夹套水冷型螺旋震动提升机进行充分冷却,经充分冷却后,物料温度降至35℃以下。
[0085]
实施例2
[0086]
本实施例提供了一种防潮型耐热聚氯乙烯电缆护套料,其原料包括pvc树脂粉、增塑剂、无机填料、粉体改性剂、复合稳定剂、增韧及加工助剂、润滑剂、抗氧剂及着色剂,本实施例中所用各种原料的具体物质以及其具体用量见如下表1所示,其中,所述粉体改性剂为钛酸酯偶联剂,具体为新烷氧基三(二辛基焦磷酸酰氧基)钛酸酯 (牌号为dlc-l38);
[0087]
所述复合稳定剂为钙锌复合稳定剂,该钙锌复合稳定剂为台州联成化工有限公司的型号为fc-16a+的钙锌复合稳定剂;
[0088]
所述防潮型耐热聚氯乙烯电缆护套料是采用包括如下具体步骤的制备方法制得:
[0089]
(1)将无机填料加入高速混合机,高速混合至95-110℃后加入粉体改性剂,继续进行高速混合使料温达到120℃,完成无机填料的改性;
[0090]
(2)向高速混合机中加入pvc树脂粉、复合稳定剂、增韧及加工助剂、润滑剂、抗氧剂和着色剂,高速混合5min后再加入增塑剂,继续高速混合至110-125℃,完成物料的混合;
[0091]
(3)将步骤(2)所得混合物料置于料仓中,然后通过自动喂料系统进入挤出机,使用挤出机对步骤(2)所得混合物料进行挤出造粒;
[0092]
步骤(3)中,所述挤出机为由依次设置的双螺杆挤出机和单螺杆挤出机组成的生产机组,其中,所述双螺杆挤出机自进料口至出口依次设置十区,各区温度分别设置为:一区120℃、二区135℃、三区150℃、四区155℃、五区160℃、六区165℃、七区170℃、八区170
℃、九区165℃、十区155℃;
[0093]
所述单螺杆挤出机包括依次设置的一区、二区、三区、换网区及机头,各区温度分别设置为:一区140℃、二区145℃、三区145℃、换网区155℃、机头150℃;
[0094]
(4)对步骤(3)所得产品进行冷却后,进入料仓,再经计量、包装得到所述防潮型耐热聚氯乙烯电缆护套料;
[0095]
其中,所述冷却包括:步骤(3)所得产品从挤出机模头经风送系统进入冷却料仓和水平震动筛进行初步冷却,再进入风冷式螺旋震动提升机或者夹套水冷型螺旋震动提升机进行充分冷却,经充分冷却后,物料温度降至35℃以下。
[0096]
实施例3
[0097]
本实施例提供了一种防潮型耐热聚氯乙烯电缆护套料,其原料包括pvc树脂粉、增塑剂、无机填料、粉体改性剂、复合稳定剂、增韧及加工助剂、润滑剂、抗氧剂及着色剂,本实施例中所用各种原料的具体物质以及其具体用量见如下表1所示,其中,所述粉体改性剂为钛酸酯偶联剂和硅油的组合物,所述钛酸酯偶联剂具体为四异丙氧基双(二辛基亚磷酸酰氧基)钛酸酯(牌号为dlc-k41b),所述硅油为购自江苏全立化学有限公司的牌号为ql-203的二甲基羟基硅油,结构式为ho[(ch3)2sio]nh, 25℃温度条件下的粘度为25mm2/s,羟基重量含量大于8.5%;
[0098]
所述复合稳定剂为钙锌复合稳定剂,该钙锌复合稳定剂为台州联成化工有限公司的型号为fc-16a+的钙锌复合稳定剂;
[0099]
所述防潮型耐热聚氯乙烯电缆护套料是采用包括如下具体步骤的制备方法制得:
[0100]
(1)将无机填料加入高速混合机,高速混合至105-120℃后加入粉体改性剂,继续进行高速混合使料温达到125℃,完成无机填料的改性;
[0101]
(2)向高速混合机中加入pvc树脂粉、复合稳定剂、增韧及加工助剂、润滑剂、抗氧剂和着色剂,高速混合5min后再加入增塑剂,继续高速混合至110-125℃,完成物料的混合;
[0102]
(3)将步骤(2)所得混合物料置于料仓中,然后通过自动喂料系统进入挤出机,使用挤出机对步骤(2)所得混合物料进行挤出造粒;
[0103]
步骤(3)中,所述挤出机为由依次设置的双螺杆挤出机和单螺杆挤出机组成的生产机组,其中,所述双螺杆挤出机自进料口至出口依次设置十区,各区温度分别设置为:一区120℃、二区135℃、三区155℃、四区160℃、五区170℃、六区170℃、七区175℃、八区175℃、九区165℃、十区165℃;
[0104]
所述单螺杆挤出机包括依次设置的一区、二区、三区、换网区及机头,各区温度分别设置为:一区140℃、二区145℃、三区155℃、换网区160℃、机头155℃;
[0105]
(4)对步骤(3)所得产品进行冷却后,进入料仓,再经计量、包装得到所述防潮型耐热聚氯乙烯电缆护套料;
[0106]
其中,所述冷却包括:步骤(3)所得产品从挤出机模头经风送系统进入冷却料仓和水平震动筛进行初步冷却,再进入风冷式螺旋震动提升机或者夹套水冷型螺旋震动提升机进行充分冷却,经充分冷却后,物料温度降至35℃以下。
[0107]
实施例4
[0108]
本实施例提供了一种防潮型耐热聚氯乙烯电缆护套料,其原料包括pvc树脂粉、增塑剂、无机填料、粉体改性剂、复合稳定剂、增韧及加工助剂、润滑剂、抗氧剂及着色剂,本实
施例中所用各种原料的具体物质以及其具体用量见如下表1所示,其中,所述粉体改性剂为钛酸酯偶联剂和硅油的组合物,所述钛酸酯偶联剂具体为异丙基三 (二辛基焦磷酸酰氧基)钛酸酯(牌号为dlc-k38s),所述硅油为购自江苏全立化学有限公司的牌号为ql-203的二甲基羟基硅油,结构式为ho[(ch3)2sio]nh,25℃温度条件下的粘度为25mm2/s,羟基重量含量大于8.5%;
[0109]
所述复合稳定剂为钙锌复合稳定剂,该钙锌复合稳定剂为台州联成化工有限公司的型号为fc-16a+的钙锌复合稳定剂;
[0110]
所述防潮型耐热聚氯乙烯电缆护套料是采用包括如下具体步骤的制备方法制得:
[0111]
(1)将无机填料加入高速混合机,高速混合至105-120℃后加入粉体改性剂,继续进行高速混合使料温达到125℃,完成无机填料的改性;
[0112]
(2)向高速混合机中加入pvc树脂粉、复合稳定剂、增韧及加工助剂、润滑剂、抗氧剂和着色剂,高速混合5min后再加入增塑剂,继续高速混合至110-125℃,完成物料的混合;
[0113]
(3)将步骤(2)所得混合物料置于料仓中,然后通过自动喂料系统进入挤出机,使用挤出机对步骤(2)所得混合物料进行挤出造粒;
[0114]
步骤(3)中,所述挤出机为由依次设置的双螺杆挤出机和单螺杆挤出机组成的生产机组,其中,所述双螺杆挤出机自进料口至出口依次设置十区,各区温度分别设置为:一区120℃、二区135℃、三区155℃、四区160℃、五区170℃、六区170℃、七区175℃、八区175℃、九区165℃、十区165℃;
[0115]
所述单螺杆挤出机包括依次设置的一区、二区、三区、换网区及机头,各区温度分别设置为:一区140℃、二区145℃、三区155℃、换网区160℃、机头155℃;
[0116]
(4)对步骤(3)所得产品进行冷却后,进入料仓,再经计量、包装得到所述防潮型耐热聚氯乙烯电缆护套料;
[0117]
其中,所述冷却包括:步骤(3)所得产品从挤出机模头经风送系统进入冷却料仓和水平震动筛进行初步冷却,再进入风冷式螺旋震动提升机或者夹套水冷型螺旋震动提升机进行充分冷却,经充分冷却后,物料温度降至35℃以下。
[0118]
表1
[0119]
[0120][0121]
注:sg-3型pvc树脂粉的聚合度为1370-1251,k值为72-71;sg-5型pvc树脂粉的聚合度为1135-981,k值为68-66;
[0122]
碳酸钙、氢氧化镁、硼酸锌及三氧化二锑均未经表面处理,且碳酸钙的粒径为2500目,氢氧化镁的粒径为3000目;
[0123]
成型剂wy-55为江苏爱特恩高分子材料有限公司生产的牌号为wy-55 的成型剂。
[0124]
测试例1
[0125]
本测试例分别对实施例1-实施例4制得的防潮型耐热聚氯乙烯电缆护套料的拉伸强度、断裂伸长率以及热变形等性能进行测试,其中,测试所参照的标准以及所得测试结果如下表2所示。
[0126]
表2
[0127][0128]
应用例1
[0129]
本应用例采用本领域现有常规方法分别将实施例1-实施例4所制备得到的防潮型耐热聚氯乙烯电缆护套料挤出形成防潮型耐热聚氯乙烯电缆护套,同时分别测量了所得防潮型耐热聚氯乙烯电缆护套的尺寸数据,并对其成束燃烧等性能进行了测试,所得实验结果如下表3所示。
[0130]
表3
[0131]
评价项目实施例1实施例2实施例3实施例4护套厚度(mm)5.395.35.3挤出表面平整平整平整平整护套内部状况密实密实密实密实成束燃烧试验//c类c类
[0132] 注:成束燃烧试验参照gb/t18380.35-2008进行。
[0133]
从上述表2和表3可以看出,本发明实施例所提供的防潮型耐热聚氯乙烯电缆护套料拥有优异的耐热性能、机械性能和加工性能。因实施例3中所采用的无机填料包括硼酸锌及三氧化二锑,实施例4中所采用的无机填料包括氢氧化镁、硼酸锌及三氧化二锑,而氢氧化镁、硼酸锌及三氧化二锑具有阻燃性能,从而使得由实施例3及实施例4制得的防潮型耐热聚氯乙烯电缆护套料挤出得到的防潮型耐热聚氯乙烯电缆护套可以通过成束c类燃烧试验,即其为阻燃产品。此外,本发明实施例所提供的防潮型耐热聚氯乙烯电缆护套料还拥有良好的防潮性能,湿热环境下不易吸湿,能够适应大截面电线电缆的挤出工艺,挤出电流小,并且由防潮型耐热聚氯乙烯电缆护套料所得电线电缆护套内部无气孔。
[0134]
对比例1
[0135]
本对比例提供了一种聚氯乙烯电缆护套料,其原料包括pvc树脂粉、增塑剂、无机填料、复合稳定剂、增韧及加工助剂、润滑剂、抗氧剂及着色剂,本对比例中所用各种原料的具体物质以及其具体用量见如下表4所示;
[0136]
其中,所述复合稳定剂为市售普通的钙锌复合稳定剂,具体为台州联成化工有限公司生产的电线电缆专用环保热稳定剂lc1600;
[0137]
所述聚氯乙烯电缆护套料是采用包括如下具体步骤的制备方法制得:
[0138]
(1)将无机填料、pvc树脂粉、复合稳定剂、增韧及加工助剂、润滑剂、抗氧剂和着色剂加入到高速混合机中,高速混合5min后再加入增塑剂,继续高速混合至 110-125℃,完成物料的混合;
[0139]
(2)将步骤(1)所得混合物料置于料仓中,然后通过自动喂料系统进入挤出机,使用挤出机对步骤(1)所得混合物料进行挤出造粒;
[0140]
步骤(2)中,所述挤出机为由依次设置的双螺杆挤出机和单螺杆挤出机组成的生产机组,其中,所述双螺杆挤出机自进料口至出口依次设置十区,各区温度分别设置为:一区120℃、二区135℃、三区150℃、四区155℃、五区160℃、六区165℃、七区170℃、八区170℃、九区165℃、十区155℃;
[0141]
所述单螺杆挤出机包括依次设置的一区、二区、三区、换网区及机头,各区温度分别设置为:一区140℃、二区145℃、三区145℃、换网区155℃、机头150℃;
[0142]
(3)对步骤(2)所得产品进行冷却后,进入料仓,再经计量、包装得到所述聚氯乙烯电缆护套料;
[0143]
其中,所述冷却包括:步骤(2)所得产品从挤出机模头经风送系统进入冷却料仓和水平震动筛进行冷却,经冷却后,物料温度仍超过50℃。
[0144]
对比例2
[0145]
本对比例提供了一种聚氯乙烯电缆护套料,其原料包括pvc树脂粉、增塑剂、无机填料、复合稳定剂、增韧及加工助剂、润滑剂、抗氧剂及着色剂,本实施例中所用各种原料的具体物质以及其具体用量见如下表4所示;
[0146]
其中,所述复合稳定剂为市售普通的钙锌复合稳定剂,具体为台州联成化工有限公司生产的电线电缆专用环保热稳定剂lc1600;
[0147]
所述聚氯乙烯电缆护套料是采用包括如下具体步骤的制备方法制得:
[0148]
(1)将无机填料、pvc树脂粉、复合稳定剂、增韧及加工助剂、润滑剂、抗氧剂和着色剂加入到高速混合机中,高速混合5min后再加入增塑剂,继续高速混合至 110-125℃,完成物料的混合;
[0149]
(2)将步骤(1)所得混合物料置于料仓中,然后通过自动喂料系统进入挤出机,使用挤出机对步骤(1)所得混合物料进行挤出造粒;
[0150]
步骤(2)中,所述挤出机为由依次设置的双螺杆挤出机和单螺杆挤出机组成的生产机组,其中,所述双螺杆挤出机自进料口至出口依次设置十区,各区温度分别设置为:一区120℃、二区135℃、三区155℃、四区160℃、五区170℃、六区170℃、七区175℃、八区175℃、九区165℃、十区165℃;
[0151]
所述单螺杆挤出机包括依次设置的一区、二区、三区、换网区及机头,各区温度分别设置为:一区140℃、二区145℃、三区155℃、换网区160℃、机头155℃;
[0152]
(3)对步骤(2)所得产品进行冷却后,进入料仓,再经计量、包装得到所述聚氯乙烯电缆护套料;
[0153]
其中,所述冷却包括:步骤(2)所得产品从挤出机模头经风送系统进入冷却料仓和水平震动筛进行冷却,经冷却后,物料温度仍超过50℃。
[0154]
表4
[0155][0156][0157]
注:sg-3型pvc树脂粉的聚合度为1370-1251,k值为72-71;sg-5型pvc树脂粉的聚合度为1135-981,k值为68-66;
[0158]
碳酸钙、氢氧化镁、硼酸锌及三氧化二锑均未经表面处理,且碳酸钙的粒径为 2500目,氢氧化镁的粒径为3000目;
[0159]
成型剂wy-55为江苏爱特恩高分子材料有限公司生产的牌号为wy-55 的成型剂。
[0160]
测试例2
[0161]
本测试例分别对对比例1-对比例2制得的聚氯乙烯电缆护套料的拉伸强度、断裂
伸长率以及热变形等性能进行测试,其中,测试所参照的标准以及所得测试结果如下表5所示。
[0162]
表5
[0163][0164][0165]
应用例2
[0166]
本应用例采用本领域现有常规方法分别将对比例1-对比例2所制备得到的聚氯乙烯电缆护套料挤出形成聚氯乙烯电缆护套,同时分别测量了所得聚氯乙烯电缆护套的尺寸数据,并对其成束燃烧等性能也进行了测试,所得实验结果如下表6所示。
[0167]
表6
[0168][0169]
注:成束燃烧试验参照gb/t18380.35-2008进行。
[0170]
如上所示,对比例1与实施例1的区别在于:制备聚氯乙烯电缆护套料时未采用粉体改性剂,虽使用了复合稳定剂,但复合稳定剂为市售普通的钙锌复合稳定剂,以及冷却时仅进入冷却料仓和水平震动筛进行冷却,未进入风冷式螺旋震动提升机或者夹套水冷型螺旋震动提升机进行冷却;
[0171]
对比例2与实施例3的区别在于:制备聚氯乙烯电缆护套料时未采用粉体改性剂,虽使用了复合稳定剂,但复合稳定剂为市售普通的钙锌复合稳定剂,以及冷却时仅进入冷却料仓和水平震动筛进行冷却,未进入风冷式螺旋震动提升机或者夹套水冷型螺旋震动提
升机进行冷却。
[0172]
对比上述表2和表5以及表3和表6可以看出,首先,对比例中所得到的聚氯乙烯电缆护套料在200℃的热稳定时间和吸湿率是劣于实施例提供的聚氯乙烯电缆护套料的对应性能参数的;同时对比例中所得到的聚氯乙烯电缆护套料在挤出形成聚氯乙烯电缆护套时,护套内部存在少量气孔,而由实施例提供的聚氯乙烯电缆护套料挤出形成的聚氯乙烯电缆护套内部均密实,无气孔。
[0173]
其次,热稳定剂的种类对聚氯乙烯电缆护套料料的耐热性能至关重要,本发明实施例中所采用的钙锌复合稳定剂均经过试验筛选,性能优于市售普通的钙锌复合稳定剂。
[0174]
再次,本发明实施例采用偶联剂及硅油等粉体改性剂对无机填料进行表面处理,在无机填料表面形成疏水层,以降低无机填料的吸湿率,同时也降低了所得到的聚氯乙烯电缆护套料的吸湿率。
[0175]
此外,对比例中,聚氯乙烯电缆护套料生产时未进入风冷式螺旋震动提升机或者夹套水冷型螺旋震动提升机进行冷却,冷却效果不及实施例。对此,对比例中的物料冷却不充分而直接进行包装,会使高温高湿的热空气进入包装袋,密封保存后会导致聚氯乙烯电缆护套料吸潮,即含水率偏高,而受潮的聚氯乙烯电缆护套料在挤出形成护套时,在高温作用下,被护套料吸收的水分会挥发出来而在护套内部或近表面处形成气孔。
[0176]
以上所述,仅为本发明的具体实施例,不能以其限定发明实施的范围,所以其等同组件的置换,或依本发明专利保护范围所作的等同变化与修饰,都应仍属于本专利涵盖的范畴。另外,本发明中的技术特征与技术特征之间、技术特征与技术发明之间、技术发明与技术发明之间均可以自由组合使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1