一种高熔体强度聚丙烯材料及其制备工艺的制作方法
1.本发明涉及聚丙烯材料制备领域,具体涉及一种高熔体强度聚丙烯材料及其制备工艺。
背景技术:
2.随着电动汽车等新能源交通工具的推广使用,以聚丙烯为原料的塑料零部件应用更加广泛。聚丙烯材料根据其成型条件可分为注塑成型材料和气辅成型材料等。与注塑成型材料相比,气辅成型材料具有轻量化、节约材料等优点,但是目前的聚丙烯材料依然以注塑成型材料为主。
3.这是由于普通的聚丙烯材料在气辅成型工艺中,面临成型时间长、冷却时间长、易顶出变形、易吹破、冲击强度不够、韧性差等问题。出现上述问题的主要原因在于,聚丙烯材料的流动性较差、熔体强度低、结晶速度慢。
4.有鉴于上述现有聚丙烯材料存在的缺陷,本发明人基于从事此类材料多年丰富经验及专业知识,配合理论分析,加以研究创新,开发一种高熔体强度聚丙烯材料及其制备工艺。
技术实现要素:
5.本发明的目的是提供一种高熔体强度聚丙烯材料,采用长链高熔体强度聚丙烯,同时配合复配的结晶成核剂,高熔体增韧剂,提高了熔体强度、快速结晶、降低成型周期、获得高表面质量和快速成型的气辅成型原料,并结合气辅成型工艺,能获得更高韧性、更好外观质量的中空聚丙烯制品。
6.本发明的上述技术目的是通过以下技术方案得以实现的:
7.本发明提供的一种高熔体强度聚丙烯材料,按照重量份数计算,包括如下组分:聚丙烯40~50份,复合增韧剂40~50份,成核剂母粒3~8份,润滑剂0.1~0.5份,助剂0.3~1.0份和着色剂0.5~2份;
8.其中,成核剂母粒的载体为聚丙烯,成核剂为磷酸酯金属盐成核剂和碱式硫酸镁晶须。
9.在本发明中,采用磷酸酯金属盐和碱式硫酸镁晶须复配使用,其目的在于,在熔融状态下,磷酸酯金属盐中的磷氧双键与碱式硫酸镁晶须中的氢氧根会发生部分反应,生成不稳定的中间体,该中间体能够促进部分聚丙烯的晶体由α晶型向β晶型转变,从而提高聚丙烯材料的抗冲击性能,使本发明提供的聚丙烯材料更加适于气辅成型。
10.进一步的,磷酸酯金属盐成核剂是na-21或na-27中的任意一种或两种的混合物。
11.进一步的,碱式硫酸镁晶须的平均直径为0.1~0.3μm,长度为1~15μm,密度为2.3g/cm3。
12.进一步的,成核剂母粒中,聚丙烯、磷酸酯金属盐成核剂和碱式硫酸镁晶须的质量比为(2~4):(1~3):1。
13.进一步的,聚丙烯的熔融指数为1g/10min。
14.进一步的,复合增韧剂是poe,熔融指数是0.8g/10min。
15.进一步的,助剂是抗氧剂1010或抗氧剂1076中的任意一种。
16.进一步的,着色剂为炭黑母粒。
17.进一步的,成核剂母粒的制备方法如下:
18.将磷酸酯金属盐成核剂与碱式硫酸镁晶须混合均匀后,加入到熔融的聚丙烯中,混合均匀并置于双螺杆挤出机中挤出造粒,得到成核剂母粒。
19.本发明的第二个目的是提供一种高熔体强度聚丙烯材料的制备工艺,通过制备工艺中,成核剂母粒的喂料段的调整,促进复合成核剂两组分间的协同作用的形成,在提高结晶速度的同时,缩小结晶晶粒,保证了高熔体强度聚丙烯材料的透明度和刚度。
20.本发明的上述技术目的是由以下技术方案实现的:
21.本发明提供的一种高熔体强度聚丙烯材料的制备工艺,包括如下操作步骤:
22.s1、将聚丙烯、复合增韧剂、润滑剂、助剂和着色剂置于高速混合机中混合均匀得到混合料;
23.s2、将上述混合料加入到螺杆挤出机中,熔融挤出,在熔融挤出的过程中,在螺杆挤出机的侧向喂入成核剂母粒;
24.s3、熔融挤出后,冷却并切粒。
25.本发明中,将成核剂母粒采用侧向喂料的方式,目的是在聚丙烯熔融后,再加入成核剂母粒,使成核剂母粒的受热通过熔融的聚丙烯提供,充分保证了受热的均匀性,从而提高成核剂母粒的分散性;同时避免聚丙烯完全熔融前,内部的刚性在高转速下导致碱式硫酸镁晶须折断,降低碱式硫酸镁晶须的纤维性能,影响聚丙烯材料的刚性。
26.进一步的,步骤s2中螺杆挤出机的挤出温度≤250℃。
27.进一步的,螺杆挤出机的长径比为40:1,直径为65mm。
28.进一步的,当螺杆挤出机的升温总段数为偶数时,成核剂母粒的喂料段是第(n/2-2)段或第(n/2-1)段;当螺杆挤出机的升温总段数为奇数时,成核剂母粒的喂料段是第段或第段;其中n是螺杆挤出机的升温总段数。
29.n/2或(n+1)/2段是螺杆挤出机温度最高的温区,本发明在最高温区前一个或两个温区侧向进料的目的是,避免成核剂母粒参与前面阶段的升温过程。在前面的升温阶段,由于体系内温度较低,成核剂母粒中的磷酸酯金属盐无法熔融,以大颗粒的形式存在于体系中,会在局部导致一些聚丙烯成核,产生大晶粒,影响材料的整体强度;另一方面,由于磷酸酯金属盐的未熔融,易损伤碱式硫酸镁晶须。
30.若在最高温区前一个温区或前两个温区进料,这时,体系中的聚丙烯等材料已经熔融为液态,相当于采用液态的聚丙烯对成核剂母粒进行加热,热量传递均匀且不易损伤碱式硫酸镁晶须,同时能够避免局部大晶粒的生成。
31.本发明中,将成核剂母粒在这个温段进料的原因是,此时聚丙烯已经成为熔融状态,体系内温度较高,能够缩短磷酸酯金属盐成核剂熔融时间的同时提高磷酸酯金属盐成核剂的分散性;缩短熔融时间虽然能够避免成核剂加快结晶速度时带来的晶粒粗大的缺陷,保证聚丙烯材料的刚性。另一方面,在这个阶段进料,能够避免碱式硫酸镁晶须的折断。
32.进一步的,成核剂母粒的喂料段根据磷酸酯金属盐成核剂的种类和碱式硫酸镁晶须的长径比共同确定。
33.由于不同的磷酸酯金属盐成核剂的熔融温度不同,因此为了达到本发明的上述目的,根据不同的磷酸酯金属盐成核剂的种类选择不同的喂料段,同时了,为了保护碱式硫酸镁晶须不受损伤,本发明同时还根据碱式硫酸镁晶须的长径比确定喂料段。
34.进一步的,当磷酸酯金属盐成核剂选择na-21时,若碱式硫酸镁晶须的长径比>25,则选择第(n/2-1)段为喂料段,若碱式硫酸镁晶须的长径比≤25,则选择第(n/2-2)段为喂料段;其中n是螺杆挤出机的升温总段数,且为偶数;当螺杆挤出机的升温总段数为奇数时,所述成核剂母粒的喂料段是第段或第段;其中n是螺杆挤出机的升温总段数。
35.当磷酸酯金属盐选择na-21时,其熔融温度较低,因此无论是在最高温区前一段还是在最高温区前二段喂料都能够使磷酸酯金属盐成核剂迅速转变为熔融状态,但是碱式硫酸镁晶须的长径比越大,则在双螺杆挤出机的高速运转下,越容易被损伤,因此当碱式硫酸镁晶须的长径比大于25时,若在最高温区前二段喂料,则会导致磷酸酯金属盐未完全转为熔融前,其内部的刚性导致碱式硫酸镁晶须的损伤,进而影响碱式硫酸镁晶须对聚丙烯材料的刚性的提高。
36.进一步的,当磷酸酯金属盐成核剂选择na-27时,若碱式硫酸镁晶须的长径比>18,则选择第(n/2-1)段为喂料段,若碱式硫酸镁晶须的长径比≤18,则选择第(n/2-2)段为喂料段;其中n是螺杆挤出机的升温总段数,且为偶数;当所述磷酸酯金属盐成核剂选择na-27时,若碱式硫酸镁晶须的长径比>18,则选择第段为喂料段,若碱式硫酸镁晶须的长径比≤18,则选择第段为喂料段;其中n是螺杆挤出机的升温总段数,且为奇数。
37.当磷酸酯金属盐成核剂选择na-27时,其熔融温度为230℃左右,此时,若在最高温区前二段喂料,na-27的熔融速度减缓,此时易对碱式硫酸镁晶须产生损伤,但是当碱式硫酸镁晶须的长径比小于15时,损伤影响较小。
38.进一步的,当磷酸酯金属盐成核剂采用na-27和na-21复配使用时,若碱式硫酸镁晶须的长径比>20,则选择第(n/2-1)段为喂料段,若碱式硫酸镁晶须的长径比≤20,则选择第(n/2-2)段为喂料段;其中n是螺杆挤出机的升温总段数,且为偶数。
39.进一步的,当磷酸酯金属盐成核剂采用na-27和na-21复配使用时,若碱式硫酸镁晶须的长径比>20,则选择第段为喂料段,若碱式硫酸镁晶须的长径比≤20,则选择第段为喂料段;其中n是螺杆挤出机的升温总段数,且为奇数。
40.综上所述,本发明具有以下有益效果:
41.本发明采用磷酸酯金属盐和碱式硫酸镁晶须复配使用,其目的在于,在熔融状态下,磷酸酯金属盐中的磷氧双键与碱式硫酸镁晶须中的氢氧根会发生部分反应,生成不稳
定的中间体,该中间体能够促进部分聚丙烯的晶体由α晶型向β晶型转变,从而提高聚丙烯材料的抗冲击性能,使本发明提供的聚丙烯材料更加适于气辅成型。
具体实施方式
42.为更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,对依据本发明提出的一种高熔体强度聚丙烯材料及其制备工艺,其具体实施方式、特征及其功效,详细说明如后。
43.本实施方式中采用的材料来源如下:
44.聚丙烯:宝丰能源;
45.na-21,na-27:上海紫润化工;
46.碱式硫酸镁晶须:上海峰竺;
47.复合增韧剂poe-1#:上海紫润化工;
48.炭黑母粒:石家庄中德化工;
49.润滑剂:上海紫润化工;
50.抗氧剂1010,抗氧剂1076:南京米兰化工;
51.聚丙烯k8003:宝丰能源。
52.实施例1:一种高熔体强度聚丙烯材料及其制备工艺
53.本实施例提供的高熔体强度聚丙烯材料,按照重量份数计算,包括如下组分:高熔体强度聚丙烯pp-1#50份,复合增韧剂poe-1#45份,成核剂母粒5份,润滑剂0.3份,抗氧剂10100.5份和炭黑母粒1份。
54.其制备工艺包括如下操作步骤:
55.s1、将聚丙烯、复合增韧剂、润滑剂、助剂和着色剂置于高速混合机中混合均匀得到混合料;
56.s2、将上述混合料加入到双螺杆挤出机中,熔融挤出,在熔融挤出的过程中,在螺杆挤出机的侧向喂入成核剂母粒;
57.s3、熔融挤出后,冷却并切粒。
58.双螺杆挤出机的长径比为40∶1并且直径为65mm,螺杆转速为600rpm,其温区设置如下:
59.第一段:150℃,第二段:170℃,第三段:190℃,第四段:210℃,第五段:230℃,第六段:250℃,第七段:230℃,第八段:210℃,第九段:190℃,第十段:170℃,第十一段:150℃。
60.其中,成核剂母粒的制备方法如下:
61.按照重量份数计算,将30份na-21与10份碱式硫酸镁晶须混合均匀后,加入到40份熔融的聚丙烯中,混合均匀并置于双螺杆挤出机中挤出造粒,得到成核剂母粒,碱式硫酸镁晶须的平均直径为0.3μm,平均长度为8μm。
62.由于在本实施例中,磷酸酯金属盐成核剂选择为na-21,碱式硫酸镁晶须的长径比为26.6,因此本实施例中成核剂母粒的喂料段选择第段,本实施例中,双螺杆挤出机的温度共有11段,因此本实施例中选择第5段作为成核剂母粒的喂料段。
63.实施例2:一种高熔体强度聚丙烯材料及其制备工艺
64.本实施例提供的高熔体强度聚丙烯材料,按照重量份数计算,包括如下组分:高熔体强度聚丙烯pp-1#45份,复合增韧剂poe-1#40份,成核剂母粒10份,润滑剂0.3份,抗氧剂10760.5份和炭黑母粒1份。
65.其制备工艺包括如下操作步骤:
66.s1、将聚丙烯、复合增韧剂、润滑剂、助剂和着色剂置于高速混合机中混合均匀得到混合料;
67.s2、将上述混合料加入到双螺杆挤出机中,熔融挤出,在熔融挤出的过程中,在螺杆挤出机的侧向喂入成核剂母粒;
68.s3、熔融挤出后,冷却并切粒。
69.双螺杆挤出机的长径比为40∶1并且直径为65mm,螺杆转速为600rpm,其温区设置如下:
70.第一段:150℃,第二段:170℃,第三段:190℃,第四段:210℃,第五段:230℃,第六段:250℃,第七段:230℃,第八段:210℃,第九段:190℃,第十段:180℃,第十一段:170℃,第十二段:150℃。
71.其中,成核剂母粒的制备方法如下:
72.按照重量份数计算,将30份na-27与10份碱式硫酸镁晶须混合均匀后,加入到50份熔融的聚丙烯中,混合均匀并置于双螺杆挤出机中挤出造粒,得到成核剂母粒,碱式硫酸镁晶须的平均直径为0.2μm,平均长度为8μm。
73.由于在本实施例中,磷酸酯金属盐成核剂选择为na-27,碱式硫酸镁晶须的长径比为40,因此本实施例中成核剂母粒的喂料段选择第(n/2-1)段,本实施例中,双螺杆挤出机的温度共有12段,因此本实施例中选择第5段作为成核剂母粒的喂料段。
74.实施例3:一种高熔体强度聚丙烯材料及其制备工艺
75.本实施例提供的高熔体强度聚丙烯材料,按照重量份数计算,包括如下组分:高熔体强度聚丙烯pp-1#50份,复合增韧剂poe-1#40份,成核剂母粒8份,润滑剂0.3份,抗氧剂10100.5份和炭黑母粒1份。
76.其制备工艺包括如下操作步骤:
77.s1、将聚丙烯、复合增韧剂、润滑剂、助剂和着色剂置于高速混合机中混合均匀得到混合料;
78.s2、将上述混合料加入到双螺杆挤出机中,熔融挤出,在熔融挤出的过程中,在螺杆挤出机的侧向喂入成核剂母粒;
79.s3、熔融挤出后,冷却并切粒。
80.双螺杆挤出机的长径比为40∶1并且直径为65mm,螺杆转速为600rpm,其温区设置如下:
81.第一段:150℃,第二段:170℃,第三段:190℃,第四段:210℃,第五段:230℃,第六段:250℃,第七段:230℃,第八段:210℃,第九段:190℃,第十段:170℃,第十一段:150℃。
82.其中,成核剂母粒的制备方法如下:
83.按照重量份数计算,将30份na-21与10份碱式硫酸镁晶须混合均匀后,加入到50份熔融的聚丙烯中,混合均匀并置于双螺杆挤出机中挤出造粒,得到成核剂母粒,碱式硫酸镁晶须的平均直径为0.3μm,平均长度为5μm。
84.由于在本实施例中,磷酸酯金属盐成核剂选择为na-21,碱式硫酸镁晶须的长径比为17,因此本实施例中成核剂母粒的喂料段选择第段,本实施例中,双螺杆挤出机的温度共有11段,因此本实施例中选择第4段作为成核剂母粒的喂料段。
85.实施例4:一种高熔体强度聚丙烯材料及其制备工艺
86.本实施例提供的高熔体强度聚丙烯材料,按照重量份数计算,包括如下组分:高熔体强度聚丙烯pp-1#50份,复合增韧剂poe-1#40份,成核剂母粒8份,润滑剂0.3份,抗氧剂10100.5份和炭黑母粒1份。
87.其制备工艺包括如下操作步骤:
88.s1、将聚丙烯、复合增韧剂、润滑剂、助剂和着色剂置于高速混合机中混合均匀得到混合料;
89.s2、将上述混合料加入到双螺杆挤出机中,熔融挤出,在熔融挤出的过程中,在螺杆挤出机的侧向喂入成核剂母粒;
90.s3、熔融挤出后,冷却并切粒。
91.双螺杆挤出机的长径比为40∶1并且直径为65mm,螺杆转速为600rpm,其温区设置如下:
92.第一段:150℃,第二段:170℃,第三段:190℃,第四段:210℃,第五段:230℃,第六段:250℃,第七段:230℃,第八段:210℃,第九段:190℃,第十段:180℃,第十一段:170℃,第十二段:150℃。
93.其中,成核剂母粒的制备方法如下:
94.按照重量份数计算,将30份na-27与10份碱式硫酸镁晶须混合均匀后,加入到50份熔融的聚丙烯中,混合均匀并置于双螺杆挤出机中挤出造粒,得到成核剂母粒,碱式硫酸镁晶须的平均直径为0.3μm,平均长度为3μm。
95.由于在本实施例中,磷酸酯金属盐成核剂选择为na-27,碱式硫酸镁晶须的长径比为10,因此本实施例中成核剂母粒的喂料段选择第段,本实施例中,双螺杆挤出机的温度共有11段,因此本实施例中选择第4段作为成核剂母粒的喂料段。
96.对比实施例1:一种高熔体强度聚丙烯材料及其制备工艺
97.本实施例提供的高熔体强度聚丙烯材料,按照重量份数计算,包括如下组分:高熔体强度聚丙烯pp-1#50份,复合增韧剂poe-1#45份,成核剂母粒5份,润滑剂0.3份,抗氧剂10100.5份和炭黑母粒1份。
98.其制备工艺包括如下操作步骤:
99.s1、将聚丙烯、复合增韧剂、润滑剂、助剂和着色剂置于高速混合机中混合均匀得到混合料;
100.s2、将上述混合料加入到双螺杆挤出机中,熔融挤出,在熔融挤出的过程中,在螺杆挤出机的侧向喂入成核剂母粒;
101.s3、熔融挤出后,冷却并切粒。
102.双螺杆挤出机的长径比为40∶1并且直径为65mm,螺杆转速为600rpm,其温区设置如下:
103.第一段:150℃,第二段:170℃,第三段:190℃,第四段:210℃,第五段:230℃,第六段:250℃,第七段:230℃,第八段:210℃,第九段:190℃,第十段:170℃,第十一段:150℃。
104.其中,成核剂母粒的制备方法如下:
105.按照重量份数计算,将30份na-21加入到40份熔融的聚丙烯中,混合均匀并置于双螺杆挤出机中挤出造粒,得到成核剂母粒。
106.在本实施例中,成核剂母粒的喂料段选择第段,本实施例中双螺杆挤出机的温度共有11段,因此本实施例中选择第5段作为成核剂母粒的喂料段。
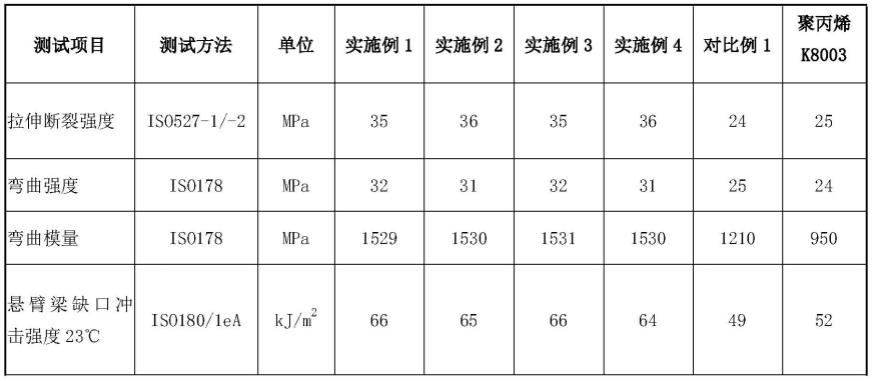
107.性能测试
108.对实施例1~4和对比实施例1得到的聚丙烯材料以及市售聚丙烯k8003进行性能测试。测试方法见表1,测试结果见表2。
109.表1.性能测试方法和标准
110.测试项目测试方法力学性能 拉伸断裂强度iso527-1/-2拉伸断裂伸长率iso527-1/-2弯曲强度iso178弯曲模量iso178悬臂梁缺口冲击强度23℃iso180/1ea热性能 热变形温度(0.45mpa)iso75
111.表2.性能测试结果
[0112][0113][0114]
根据实施例1和对比实施例1、2的对比可知,本发明采用磷酸酯金属盐成核剂与碱式硫酸镁晶须复配使用,提高了熔体强度,并达到快速结晶、降低成型周期的目的。
[0115]
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例展示如上,但并非用以限定本发明,任何熟悉本专业的技术人员,
在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1