一种具有透光渐变散射效果的硅胶按键的制备工艺的制作方法
1.本发明涉及硅胶按键制造技术领域,具体地说是一种具有透光渐变散射效果的硅胶按键的制备工艺。
背景技术:
2.电子产品的外观精美,也容易吸引更多的消费者,现有技术中的电子产品中多数具有按键开关,其中,硅胶按键是按键开关中常用的一种。
3.但随着科技和消费水平的不断发展,现在的人们已经开始不满足与传统的具有透光功能硅胶按键,还需要硅胶按键能够达到透光渐变散射的效果。
4.因此,本发明提供了一种具有透光渐变散射效果的硅胶按键的制备工艺来解决上述问题。
技术实现要素:
5.针对上述问题,本发明提供如下技术方案:一种具有透光渐变散射效果的硅胶按键的制备工艺,包括以下步骤:
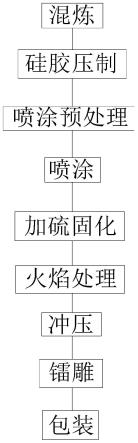
6.步骤一、混炼:通过混炼装置将硅胶生胶原料与配剂进行混炼备用;
7.步骤二、硅胶压制:将上述步骤一混炼好的硅胶生胶原料通过油压装置压制成硅胶按键主体;
8.步骤三、喷涂预处理;将上述步骤二所压制成型的硅胶按键主体进行清洗和烘干;
9.步骤四、喷涂:将上述步骤三清洗烘干后的硅胶按键主体表面喷两道油墨,且两次喷涂的颜色是不同的;
10.步骤五、加硫固化:对上述步骤四中喷涂了油墨的硅胶按键主体进行加硫固化;
11.步骤六、火焰处理:在上述步骤五第一次的加硫固化后都对硅胶按键本体进行火焰处理;
12.步骤七、冲压:通过冲压装置将上述步骤六中火焰处理后硅胶按键主体边缘的飞边进行冲剪;
13.步骤八、镭雕:将上述步骤七中冲压完成的硅胶按键主体的表面进行激光雕刻;
14.步骤九、包装:将上述步骤八中镭雕完成的硅胶按键本体进行包装,等待出货。
15.上述技术方案中,所述步骤一的混炼时间在6min-15min。
16.上述技术方案中,所述步骤四中对硅胶按键本体两次喷涂的油墨厚度分别在25μm-30μm和10μm-20μm。
17.上述技术方案中,所述步骤5中需要对喷涂了油墨的硅胶按键本体进行两次硫化处理,第一段硫化温度控制在60℃-100℃,时间控制在15min-25min,第二段硫化温度控制在140℃-180℃,时间控制在50min-70min。
18.上述技术方案中,所述步骤六的火焰处理时的火焰温度为115℃-125℃,且火焰处理的时间为2s-4s。
19.上述技术方案中,所述步骤八中镭雕激光的打标频率在8000hz-20000hz,发射时间在55μs。
20.上述技术方案中,所述步骤一中的硅胶生胶原料与配剂的配比为100份的硅胶生胶原料、4份硫化剂、1.2份促进剂和5份的氧化剂。
21.上述技术方案中,本技术提供一种具有透光渐变散射效果的硅胶按键的制备工艺所得到的硅胶按键。
22.本发明的技术效果和优点:
23.1、本发明的研发,改进目前生产工艺的不良之处,可以满足现有项目的需要,同时对后续的需有透光渐变效果的产品的工艺制备具有借鉴意义,且工艺简单,生产成本低,同时又能极大的满足客户和市场的需求。
24.2、本发明通过对油压成型的硅胶按键主体进行清洗,对硅胶按键主体在油压时粘连在表面的防粘剂以及油污杂质进行清洗,从而防止硅胶按键主体表面存在油污杂质,导致后续对硅胶按键主体的表面喷涂油墨时,油墨与硅胶按键主体的粘附性差,导致油墨喷涂出现瑕疵。
附图说明
25.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
26.图1是本发明的制备工艺流程图。
具体实施方式
27.为使得本发明的发明目的、特征、优点能够更加的明显和易懂,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本发明一部分实施例,而非全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
28.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
29.在本发明的描述中,需要理解的是,术语“上”、“下”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
30.实施例一,如图1所示;一种具有透光渐变散射效果的硅胶按键的制备工艺,其特征在于:包括以下步骤:
31.步骤一、混炼:通过混炼装置将100份的硅胶生胶原料、4份硫化剂、1.2份促进剂和5份的氧化剂进行混炼,混炼时间为6min;
32.步骤二、硅胶压制:将上述步骤一混炼好的硅胶生胶原料通过油压装置压制成硅胶按键主体;
33.步骤三、喷涂预处理;将上述步骤二所压制成型的硅胶按键主体进行清洗和烘干,防止在压制成型时,油压装置的模具上的油污粘连在硅胶按键主体的表面;
34.步骤四、喷涂:将上述步骤三清洗烘干后的硅胶按键主体表面喷两道油墨,且两次喷涂的颜色是不同的,第一道喷涂采用黑色油墨,黑色油墨作为底色使用,黑色油墨的厚度在25μm,第二次喷涂采用非黑色油墨,非黑色油墨的喷涂厚度在10μm;
35.步骤五、加硫固化:对上述步骤四中喷涂了油墨的硅胶按键主体进行加硫固化;在喷涂第一层黑色油墨后进行第一次加固硫化,第一次硫化温度控制在60℃,时间控制在25min,在第二次非黑色油墨喷涂完成后对其进行第二次硫化,硫化温度控制在140℃,时间控制在70min;
36.步骤六、火焰处理:在上述步骤五第一次的加硫固化后都对硅胶按键本体进行火焰处理,其火焰的温度控制在115℃,火焰处理的时间控制在4s;
37.步骤七、冲压:通过冲压装置将上述步骤六中火焰处理后硅胶按键主体边缘的飞边进行冲剪;
38.步骤八、镭雕:将上述步骤七中冲压完成的硅胶按键主体的表面进行激光雕刻,镭雕激光的打标频率在8000hz-20000hz,发射时间在55μs,在硅胶按键主体表面的非黑色油墨上镭雕字符,使得字符区域透光;
39.步骤九、包装:将上述步骤八中镭雕完成的硅胶按键本体进行包装,等待出货。
40.实施例二,如图1所示;一种具有透光渐变散射效果的硅胶按键的制备工艺,其特征在于:包括以下步骤:
41.步骤一、混炼:通过混炼装置将100份的硅胶生胶原料、4份硫化剂、1.2份促进剂和5份的氧化剂进行混炼,混炼时间为6min;
42.步骤二、硅胶压制:将上述步骤一混炼好的硅胶生胶原料通过油压装置压制成硅胶按键主体;
43.步骤三、喷涂预处理;将上述步骤二所压制成型的硅胶按键主体进行清洗和烘干,防止在压制成型时,油压装置的模具上的油污粘连在硅胶按键主体的表面;
44.步骤四、喷涂:将上述步骤三清洗烘干后的硅胶按键主体表面喷两道油墨,且两次喷涂的颜色是不同的,第一道喷涂采用黑色油墨,黑色油墨作为底色使用,黑色油墨的厚度在30μm,第二次喷涂采用非黑色油墨,非黑色油墨的喷涂厚度在20μm;
45.步骤五、加硫固化:对上述步骤四中喷涂了油墨的硅胶按键主体进行加硫固化;在喷涂第一层黑色油墨后进行第一次加固硫化,第一次硫化温度控制在100℃,时间控制在15min,在第二次非黑色油墨喷涂完成后对其进行第二次硫化,硫化温度控制在180℃,时间控制在50min;
46.步骤六、火焰处理:在上述步骤五第一次的加硫固化后都对硅胶按键本体进行火焰处理,其火焰的温度控制在125℃,火焰处理的时间控制在2s;
47.步骤七、冲压:通过冲压装置将上述步骤六中火焰处理后硅胶按键主体边缘的飞边进行冲剪;
48.步骤八、镭雕:将上述步骤七中冲压完成的硅胶按键主体的表面进行激光雕刻,镭雕激光的打标频率在8000hz-20000hz,发射时间在55μs,在硅胶按键主体表面的非黑色油墨上镭雕字符,使得字符区域透光;
49.步骤九、包装:将上述步骤八中镭雕完成的硅胶按键本体进行包装,等待出货。
50.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
51.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
52.以上所述,以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1