一种碳纤维增强阻燃聚碳酸酯复合材料及其制备方法与流程
1.本发明涉及碳纤维增强阻燃聚碳酸酯复合材料技术领域,尤其涉及一种碳纤维增强阻燃聚碳酸酯复合材料及其制备方法。
背景技术:
2.聚碳酸酯由于优良的机械性能、抗冲击性能、耐热性,越来越受到人们的重视,为了满足不同领域的需要,通常需要对其进行改性处理,比如增强、增韧、阻燃等,通过这些改性处理的聚碳酸酯复合材料在电子电器、汽车、机械以及精密仪器上得到广泛的应用。
3.近年来,随着电子行业的向更轻更薄化发展,普通的玻璃纤维增强聚碳酸酯材料无法满足薄壁产品的需求。而考虑到碳纤维具有密度小、刚性强等特性,使得碳纤维增强聚碳酸酯复合材料能够替代传统的复合材料应用在薄壁产品上。
4.但是直接采用碳纤维增强聚碳酸酯制备的复合材料的,如果以普通的聚碳酸酯作为基体材料,制备出的复合材料除阻燃性能不稳定外,还存在着耐寒性不好的问题,无法在低温下使用。
5.有鉴于此,需要对复合材料的耐低温性能以及阻燃的稳定性进行加强处理,所以采用在配方中加入一定比例的硅氧烷共聚聚碳酸酯,这样不仅提高复合材料的耐低温性能,同时加强了阻燃的稳定性。为此,我们一种碳纤维增强阻燃聚碳酸酯复合材料及其制备方法。
技术实现要素:
6.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种碳纤维增强阻燃聚碳酸酯复合材料及其制备方法。利用加入硅氧烷共聚聚碳酸酯的方式来提高复合材料的阻燃性和耐低温性能。这种复合材料满足现在电子电器薄壁化、轻量化的要求,很好地解决现有技术的问题。
7.为了实现上述目的,本发明采用了如下技术方案:一种碳纤维增强阻燃聚碳酸酯复合材料,包括聚碳酸酯、硅氧烷共聚聚碳酸酯、短切碳纤维、增韧剂、磷系阻燃剂以及其他添加剂,各组分的质量百分比如下:29-59.5%的聚碳酸酯、10-20%的硅氧烷共聚聚碳酸酯、15-30%的短切碳纤维、12-15%的磷系阻燃剂、3-5%的增韧剂以及0.5-1%的其他添加剂。
8.所述聚碳酸酯熔融指数在温度300℃,负荷1.2kg时为 6-20g/10min。
9.所述硅氧烷共聚聚碳酸酯的硅含量是6%。
10.所述短切碳纤维的长度为3-4.5mm。长度为3-4.5mm短切碳纤维是先经过pu表面涂敷处理的,pu的表面涂敷量为4%。
11.所述磷系阻燃剂为tpp(磷酸三苯酯)、bdp(双酚a-双(磷酸二苯之))、rdp(间苯二酚-双(磷酸二苯酯))中的一种或几种复配物。
12.所述增韧剂为硅系的抗冲击改性剂。
13.所述其他添加剂包括抗滴落剂、抗氧剂和色粉中的至少一种。
14.一种碳纤维增强阻燃聚碳酸酯复合材料的制备方法,包括如下步骤:将按照配方称量的聚碳酸酯、硅氧烷共聚聚碳酸酯、增韧剂、其他添加剂从挤出机的主喂料口加入,短切玻璃纤维按规定比例从侧喂料口、磷系阻燃剂按规定比例从强制喂料口加入,然后进行熔融共混,经过挤出机挤出后造粒,得到碳纤维增强阻燃聚碳酸酯复合材料。
15.挤出机的温度依次调节为:一区:240-260℃,二区:250-270℃,三区:260-280℃,四区:260-280℃,五区:260-280℃,六区: 260-280℃,七区:260-280℃,八区:260-280℃,九区:260-280℃,机头:260-270℃。
16.与现有技术相比,本发明的有益效果是:本发明提供的一种碳纤维增强阻燃聚碳酸酯复合材料及其制备方法,本发明的碳纤维增强阻燃聚碳酸酯复合材料是利用加入硅氧烷共聚聚碳酸酯来提高复合材料的耐低温性能以及阻燃稳定性,使之能够在较低温度下使用,扩到复合材料的使用范围。
具体实施方式
17.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合具体实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
18.一种碳纤维增强阻燃聚碳酸酯复合材料,包括聚碳酸酯、硅氧烷共聚聚碳酸酯、短切碳纤维、增韧剂、磷系阻燃剂以及其他添加剂,各组分的质量百分比如下:29-59.5%的聚碳酸酯、10-20%的硅氧烷共聚聚碳酸酯、15-30%的短切碳纤维、12-15%的磷系阻燃剂、3-5%的增韧剂以及0.5-1%的其他添加剂。
19.所述聚碳酸酯熔融指数在温度300℃,负荷1.2kg时为6-20g/10min。
20.所述硅氧烷共聚聚碳酸酯的硅含量是6%。
21.所述短切碳纤维的长度为3-4.5mm。长度为3-4.5mm短切碳纤维是先经过pu表面涂敷处理的,pu的表面涂敷量为4%。
22.所述磷系阻燃剂为tpp(磷酸三苯酯)、bdp(双酚a-双(磷酸二苯之))、rdp(间苯二酚-双(磷酸二苯酯))中的一种或几种复配物。
23.所述增韧剂为硅系的抗冲击改性剂。
24.所述其他添加剂包括抗滴落剂、抗氧剂和色粉中的至少一种。
25.一种碳纤维增强阻燃聚碳酸酯复合材料的制备方法,包括如下步骤:将按照配方称量的聚碳酸酯、硅氧烷共聚聚碳酸酯、增韧剂、其他添加剂从挤出机的主喂料口加入,短切玻璃纤维按规定比例从侧喂料口、磷系阻燃剂按规定比例从强制喂料口加入,然后进行熔融共混,经过挤出机挤出后造粒,得到碳纤维增强阻燃聚碳酸酯复合材料。
26.本发明实施例中,聚碳酸酯为利华益维远化学股份有限公司型号为wy-111br,熔融指数为11g/10min;硅氧烷共聚聚碳酸酯为中国台湾出光的fg1760,其硅含量为6%;碳纤维为韩国aceca公司产品,牌号为cbz-pu其长度为3.0mm的短切碳纤维;bdp阻燃剂为浙江万盛公司产品;增韧剂为三菱公司产品,牌号为s-2100。
27.实施例一:
28.(1)将重量配比称量聚碳酸酯wy-111br 59.4%,硅氧烷共聚聚碳酸酯
fg176010%,硅系增韧剂s-20013%,其他添加剂0.6%。
29.(2)将上述原料放入高速搅拌机中混合5min,然后由双螺杆挤出机主喂料口加入。
30.(3)将重量比为15%的短切碳纤维由双螺杆挤出机的侧喂料口加入。
31.(4)将阻燃剂bdp经计量泵以12%的比例强制喂入双螺杆挤出机中。
32.(5)上述物料经双螺杆挤出造粒,挤出机各段温度分别为250℃, 260℃,270℃,270℃,280℃,280℃,280℃,280℃,280℃,280℃,混合物在双螺杆挤出机内受到剪切、熔融等复合处理后进行挤出造粒。
33.实施例二:
34.(1)将重量配比称量聚碳酸酯wy-111br 48.4%,硅氧烷共聚聚碳酸酯fg176015%,硅系增韧剂s-20013%,其他添加剂0.6%。
35.(2)将上述原料放入高速搅拌机中混合5min,然后由双螺杆挤出机主喂料口加入。
36.(3)将重量比为20%的短切碳纤维由双螺杆挤出机的侧喂料口加入。
37.(4)将阻燃剂bdp经计量泵以13%的比例强制喂入双螺杆挤出机中。
38.(5)将上述物料经双螺杆挤出造粒,挤出机各段温度分别为 250℃,260℃,270℃,270℃,280℃,280℃,280℃,280℃,280℃, 280℃,混合物在双螺杆挤出机内受到剪切、熔融等复合处理后进行挤出造粒。
39.实施例三:
40.(1)将重量配比称量聚碳酸酯wy-111br 41.4%,硅氧烷共聚聚碳酸酯fg176015%,硅系增韧剂s-20014%,其他添加剂0.6%。
41.(2)将上述原料放入高速搅拌机中混合5min,然后由双螺杆挤出机主喂料口加入。
42.(3)将重量比为25%的短切碳纤维由双螺杆挤出机的侧喂料口加入。
43.(4)将阻燃剂bdp经计量泵以14%的比例强制喂入双螺杆挤出机中。
44.(5)将上述物料经双螺杆挤出造粒,挤出机各段温度分别为 250℃,260℃,270℃,270℃,280℃,280℃,280℃,280℃,280℃, 280℃,混合物在双螺杆挤出机内受到剪切、熔融等复合处理后进行挤出造粒。
45.实施例四:
46.(1)将重量配比称量聚碳酸酯wy-111br 37.4%,硅氧烷共聚聚碳酸酯fg176020%,硅系增韧剂s-20014%,其他添加剂0.6%。
47.(2)将上述原料放入高速搅拌机中混合5min,然后由双螺杆挤出机主喂料口加入。
48.(3)将重量比为25%的短切碳纤维由双螺杆挤出机的侧喂料口加入。
49.(4)将阻燃剂bdp经计量泵以13%的比例强制喂入双螺杆挤出机中。
50.(5)将上述物料经双螺杆挤出造粒,挤出机各段温度分别为 250℃,260℃,270℃,270℃,280℃,280℃,280℃,280℃,280℃, 280℃,混合物在双螺杆挤出机内受到剪切、熔融等复合处理后进行挤出造粒。
51.实施例五:
52.(1)将重量配比称量聚碳酸酯wy-111br 30.4%,硅氧烷共聚聚碳酸酯fg176020%,硅系增韧剂s-20014%,其他添加剂0.6%。
53.(2)将上述原料放入高速搅拌机中混合5min,然后由双螺杆挤出机主喂料口加入。
54.(3)将重量比为30%的短切碳纤维由双螺杆挤出机的侧喂料口加入。
55.(4)将阻燃剂bdp经计量泵以15%的比例强制喂入双螺杆挤出机中。
56.(5)上述物料经双螺杆挤出造粒,挤出机各段温度分别为240℃, 250℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃,混合物在双螺杆挤出机内受到剪切、熔融等复合处理后进行挤出造粒。
57.实施例六:
58.(1)将重量配比称量聚碳酸酯wy-111br 34.4%,硅氧烷共聚聚碳酸酯fg176015%,硅系增韧剂s-20015%,其他添加剂0.6%。
59.(2)将上述原料放入高速搅拌机中混合5min,然后由双螺杆挤出机主喂料口加入。
60.(3)将重量比为30%的短切碳纤维由双螺杆挤出机的侧喂料口加入。
61.(4)将阻燃剂bdp经计量泵以15%的比例强制喂入双螺杆挤出机中。
62.(5)上述物料经双螺杆挤出造粒,挤出机各段温度分别为240℃, 250℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃,混合物在双螺杆挤出机内受到剪切、熔融等复合处理后进行挤出造粒。
63.对比例一:
64.(1)将重量配比称量聚碳酸酯wy-111br 63.4%,硅系增韧剂 s-20013%,其他添加剂0.6%。
65.(2)将上述原料放入高速搅拌机中混合5min,然后由双螺杆挤出机主喂料口加入。
66.(3)将重量比为20%的短切碳纤维由双螺杆挤出机的侧喂料口加入。
67.(4)将阻燃剂bdp经计量泵以13%的比例强制喂入双螺杆挤出机中。
68.(5)上述物料经双螺杆挤出造粒,挤出机各段温度分别为240℃, 250℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃,混合物在双螺杆挤出机内受到剪切、熔融等复合处理后进行挤出造粒。
69.对比例二:
70.(1)将重量配比称量聚碳酸酯wy-111br 56.4%,硅系增韧剂 s-20014%,其他添加剂0.6%。
71.(2)将上述原料放入高速搅拌机中混合5min,然后由双螺杆挤出机主喂料口加入。
72.(3)将重量比为25%的短切碳纤维由双螺杆挤出机的侧喂料口加入。
73.(4)将阻燃剂bdp经计量泵以14%的比例强制喂入双螺杆挤出机中。
74.(5)上述物料经双螺杆挤出造粒,挤出机各段温度分别为240℃, 250℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃,混合物在双螺杆挤出机内受到剪切、熔融等复合处理后进行挤出造粒。
75.对比例三:
76.(1)将重量配比称量聚碳酸酯wy-111br 49.4%,硅系增韧剂 s-20015%,其他添加剂0.6%。
77.(2)将上述原料放入高速搅拌机中混合5min,然后由双螺杆挤出机主喂料口加入。
78.(3)将重量比为30%的短切碳纤维由双螺杆挤出机的侧喂料口加入。
79.(4)将阻燃剂bdp经计量泵以15%的比例强制喂入双螺杆挤出机中。
80.(5)上述物料经双螺杆挤出造粒,挤出机各段温度分别为240℃,250℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃,混合物在双螺杆挤出机内受到剪切、熔融等
复合处理后进行挤出造粒。
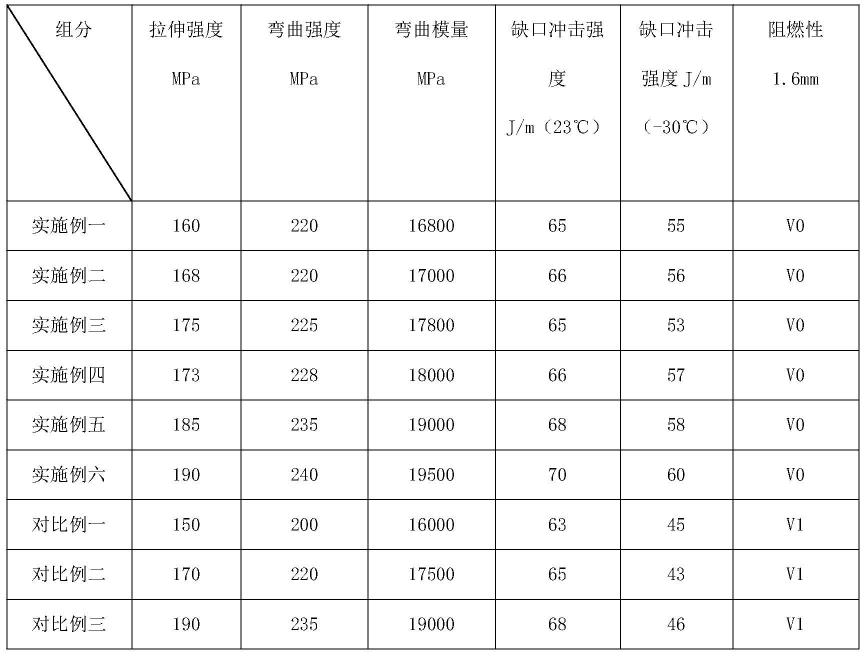
81.表一实施例一至五及对比例一至三测试数据
[0082][0083]
由上表1可以看出,从对比例一来看,由于未加入硅氧烷共聚聚碳酸酯,导致复合材料的在同样的阻燃剂bdp加入的情况下,无法达到预定的v0阻燃要求,从而无法满足轻薄款制品的阻燃要求。而硅氧烷共聚聚碳酸酯的加入,使得复合材料的抗低温性能得到改善的同时,也能够提高复合材料的阻燃性。
[0084]
综合以上来考虑,主要是利用硅氧烷共聚聚碳酸酯本身的阻燃性以及耐低温性能。
[0085]
本发明提供的一种碳纤维增强阻燃聚碳酸酯复合材料及其制备方法,本发明的碳纤维增强阻燃聚碳酸酯复合材料是利用加入硅氧烷共聚聚碳酸酯来提高复合材料的耐低温性能以及阻燃稳定性,使之能够在较低温度下使用,扩到复合材料的使用范围。
[0086]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1