PC/ABS复合材料及其制备方法、吹塑模具以及吹塑方法与流程
pc/abs复合材料及其制备方法、吹塑模具以及吹塑方法
技术领域
1.本发明涉及高分子材料技术领域,特别是涉及一种pc/abs复合材料及其制备方法、吹塑模具以及吹塑方法。
背景技术:
2.pc/abs复合材料为聚碳酸酯和丙烯腈-丁二烯-苯乙烯共聚物的混合物,为一种结合了pc材料和abs材料两者优异特性的热可塑性塑胶,其成型性能、机械性能、抗冲击强度、耐温性能、抗紫外线性能均较好,但pc/abs复合材料的阻燃性较差,若直接将无机阻燃物加入其中,虽然无机阻燃剂具有较好的阻燃效果,但无机阻燃剂的使用量要求较大,且无机阻燃物与pc材料,以及与abs材料的相容性较差,使得无机阻燃剂容易在pc/abs复合材料表面聚集,进而会较大地影响pc/abs复合材料的力学性能,并且较难较好地提高pc/abs复合材料的阻燃性;而若直接加入有机阻燃剂,虽然要求的使用量较小,且有机阻燃剂与pc材料,以及与abs材料的相容性较好,但有机阻燃剂的阻燃效果较差,进而会较难得到阻燃效果较好的pc/abs复合材料。
技术实现要素:
3.本发明的目的是克服现有技术中的不足之处,提供一种既具有较好力学性能,又具有较好的阻燃效果的pc/abs复合材料及其制备方法、吹塑模具以及吹塑方法。
4.本发明的目的是通过以下技术方案来实现的:
5.一种pc/abs复合材料,包括pc树脂、abs树脂、相容剂、阻燃填料和芳香族脂肪酸盐;
6.所述阻燃填料至少包括无机阻燃填料。
7.在其中一个实施例中,所述pc/abs复合材料包括如下质量份的各组分:
[0008][0009]
在其中一个实施例中,所述阻燃填料包括碳酸钙、滑石粉、硅灰石、云母、煅烧陶土、铝矾土、石棉、红磷、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵和单季戊四醇中的至少一种。
[0010]
在其中一个实施例中,所述芳香族脂肪酸盐为5-(4-羟苯基)戊酸锑、5-(4-羟苯基)戊酸钠、3-苯丙酸钠、3-苯丙酸锑、苯乙酸钠、苯乙酸锑、苯丙烯酸钠和苯丙烯酸锑中的至少一种。
[0011]
在其中一个实施例中,所述pc/abs复合材料还包括热固性树脂,所述热固性树脂
的含量为1wt%~3wt%。
[0012]
在其中一个实施例中,所述热固性树脂包括改性呋喃树脂和/或改性三聚氰胺甲醛树脂。
[0013]
在其中一个实施例中,所述pc/abs复合材料还包括增强纤维。
[0014]
一种pc/abs复合材料的制备方法,用于制备得到上述任一实施例所述的pc/abs复合材料,所述pc/abs复合材料的制备方法包括如下步骤:
[0015]
获取pc树脂和abs树脂、相容剂、阻燃填料和芳香族脂肪酸盐;
[0016]
将所述阻燃填料和所述芳香族脂肪酸盐进行研磨混合处理,得到阻燃混合物;
[0017]
对所述pc树脂和所述abs树脂、所述相容剂和所述阻燃混合物进行低温混合熔融挤出操作,得到pc/abs复合材料。
[0018]
一种吹塑模具,用于加工含有上述任一实施例所述的pc/abs复合材料的制品,所述吹塑模具包括:
[0019]
吹塑模,所述吹塑模包括相对设置的主动模和被动模,所述主动模与所述被动膜活动连接,且所述主动模与所述被动模抵接时形成吹塑腔,所述吹塑腔用于设置型坯;
[0020]
吹塑喷头,所述吹塑喷头用于注吹所述型坯,以使所述型坯紧贴所述吹塑腔壁。
[0021]
一种吹塑方法,用于制备含有上述任一实施例所述的pc/abs复合材料的制品,所述吹塑方法包括如下步骤:
[0022]
获取挤出型坯;
[0023]
对所述型坯进行热吹塑处理;
[0024]
对吹塑处理后的所述型坯进行冷却处理,得到所述制品。
[0025]
与现有技术相比,本发明至少具有以下优点:
[0026]
本发明的pc/abs复合材料,其至少包括无机阻燃填料,使得无机阻燃填料配合pc树脂和abs使用,有效地确保了pc/abs复合材料的阻燃效果;进一步地,使得芳香族脂肪酸盐对无机阻燃填料进行分散,具体地,具有芳香基的脂肪酸与pc树脂,以及与abs树脂具有较好的相容性,能较好地pc树脂和abs树脂结合分散,且脂肪酸盐与无机阻燃填料具有较好的相容形,进而利用芳香族脂肪酸盐能较好地将无机阻燃填料稳定地分散于pc树脂和abs树脂中,减少了无机阻燃填料于pc/abs复合材料表面的聚集,在确保了pc/abs复合材料具有较好的阻燃性的情况下,减轻了无机阻燃填料的加入对pc/abs复合材料的力学性能的影响,进而确保了pc/abs复合材料具有较好的力学性能;更进一步地,相容剂有效地提高了pc树脂和abs树脂的相容性,且配合无机阻燃填料使用,提高了pc/abs复合材料的流动性,减轻了pc树脂和abs树脂在相容剂的作用下流动性降低对pc/abs复合材料的成型难度和硬脆度的影响,进而进一步确保了pc/abs复合材料具有较好的力学性能。
附图说明
[0027]
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
[0028]
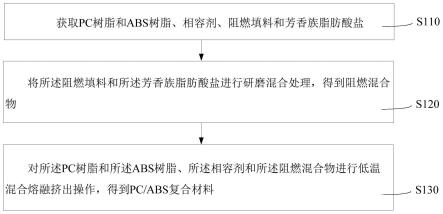
图1为本发明一实施方式的pc/abs复合材料的制备方法的流程图;
[0029]
图2为本发明一实施方式的吹塑模具的结构示意图;
[0030]
图3为图1所示吹塑模具的局部视图;
[0031]
图4为图1所示吹塑模具的另一局部视图;
[0032]
图5为图1所示吹塑模具的局部剖视图;
[0033]
图6为图5所示吹塑模具的a处的局部放大图
[0034]
图7为本发明一实施方式的吹塑方法的流程图。
具体实施方式
[0035]
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
[0036]
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
[0037]
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
[0038]
本技术提供一种pc/abs复合材料。上述的pc/abs复合材料包括pc树脂、abs树脂、相容剂、阻燃填料和芳香族脂肪酸盐。阻燃填料至少包括无机阻燃填料。
[0039]
上述的pc/abs复合材料,其至少包括无机阻燃填料,使得无机阻燃填料配合pc树脂和abs使用,有效地确保了pc/abs复合材料的阻燃效果;进一步地,使得芳香族脂肪酸盐对无机阻燃填料进行分散,具体地,具有芳香基的脂肪酸与pc树脂,以及与abs树脂具有较好的相容性,能较好地pc树脂和abs树脂结合分散,且脂肪酸盐与无机阻燃填料具有较好的相容形,进而利用芳香族脂肪酸盐能较好地将无机阻燃填料稳定地分散于pc树脂和abs树脂中,减少了无机阻燃填料于pc/abs复合材料表面的聚集,在确保了pc/abs复合材料具有较好的阻燃性的情况下,减轻了无机阻燃填料的加入对pc/abs复合材料的力学性能的影响,进而确保了pc/abs复合材料具有较好的力学性能;更进一步地,相容剂有效地提高了pc树脂和abs树脂的相容性,且配合无机阻燃填料使用,提高了pc/abs复合材料的流动性,减轻了pc树脂和abs树脂在相容剂的作用下流动性降低对pc/abs复合材料的成型难度和硬脆度的影响,进而进一步确保了pc/abs复合材料具有较好的力学性能。
[0040]
需要说明的是,abs树脂和pc树脂的分子链中均含有苯环,基于分子的相似相容,使得pc和abs具有一定的相容性,并且pc与abs的相容性与abs中的san的含量具有较大的相关性,即pc树脂与abs树脂的相容性与abs中的苯乙烯基团具有较大的相关性,而本技术加入了芳香族脂肪酸盐,芳香族脂肪酸盐为带有苯环的小分子物质,甚至还含有乙烯基,依据分子间的相似相容,芳香族脂肪酸盐的加入提高abs树脂和pc树脂中苯环和乙烯基团的含量,且芳香族脂肪酸盐在熔融状态下对于无机阻燃剂起到表面活性剂的作用,即芳香族脂
肪酸盐以离子形式存在时对无机阻燃填料的分散具有较好的促进作用,进而使得芳香族脂肪酸盐的使用有利于促进无机阻燃填料于pc树脂与abs树脂中的分散,提高了无机阻燃填料于pc树脂与abs树脂中的分散稳定性,减少了无机阻燃剂于pc/abs复合材料表面的聚集。
[0041]
在其中一个实施例中,pc/abs复合材料包括如下质量份的各组分:pc树脂25份~35份;abs树脂55份~75份;相容剂3份~8份;阻燃填料8份~15份;芳香族脂肪酸盐2份~5份。可以理解,pc树脂25份~35份与abs树脂55份~75份复配使用时能较好地保留pc树脂和abs树脂各自的力学性能,而在此基础上,使用相容剂3份~8份对pc树脂和abs树脂进行相容性调节,并配合阻燃填料8份~15份和芳香族脂肪酸盐2份~5份,有效降低了pc/abs复合材料的粘度的增加,提高了pc/abs复合材料的流动性,且减少了无机阻燃填料于pc/abs复合材料表面的聚集,在确保了pc/abs复合材料具有较好的阻燃性的情况下,有效地减轻了无机阻燃填料的加入对pc/abs复合材料的力学性能的影响,进而确保了pc/abs复合材料具有较好的力学性能。
[0042]
在其中一个实施例中,相容剂为苯乙烯-马来酸酐无规则共聚物和改性马来酸酐接枝abs中的至少一种。可以理解,苯乙烯-马来酸酐无规则共聚物和改性马来酸酐接枝abs均能较好地实现pc树脂和abs树脂的结合,进而有效地确保了pc树脂和abs树脂的相容性,有效地提高了pc/abs复合材料的力学性能。
[0043]
在其中一个实施例中,阻燃填料包括碳酸钙、滑石粉、硅灰石、云母、煅烧陶土、铝矾土、石棉、红磷、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵和单季戊四醇中的至少一种。可以理解,阻燃填料中碳酸钙、滑石粉、硅灰石、云母、煅烧陶土、铝矾土和石棉能较好地提高pc/abs复合材料的耐高温性能,进而达到提高了pc/abs复合材料的阻燃性的效果;而阻燃填料中的红磷、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵和单季戊四醇能在高温条件下形成保护层或释放阻燃成分,进而达到提高了pc/abs复合材料的阻燃性的效果,且碳酸钙、滑石粉、硅灰石、云母、煅烧陶土、铝矾土、石棉、红磷、氢氧化铝、氢氧化镁、硼酸锌和聚磷酸铵均能降低pc/abs复合材料的粘性,进而提高pc/abs复合材料的流动性,在阻燃填料配合芳香族脂肪酸盐使用时,芳香族脂肪酸盐确保了阻燃填料的分散稳定性,而阻燃填料的又对加入芳香族脂肪酸盐和相容剂后造成的pc/abs复合材料的增大的粘性起到调节,因此,芳香族脂肪酸盐、阻燃填料和相容剂起到了相互调节的作用,有效地在确保了pc/abs复合材料具有较好的阻燃性的情况下,确保了pc/abs复合材料具有较好的力学性能。
[0044]
在其中一个实施例中,芳香族脂肪酸盐为5-(4-羟苯基)戊酸锑、5-(4-羟苯基)戊酸钠、3-苯丙酸钠、3-苯丙酸锑、苯乙酸钠、苯乙酸锑、苯丙烯酸钠和苯丙烯酸锑中的至少一种。可以理解,含有锑离子的芳香族脂肪酸盐的加入能较好地增加pc/abs复合材料的耐高温性能,进而进一步提高了pc/abs复合材料的阻燃性;5-(4-羟苯基)戊酸锑、5-(4-羟苯基)戊酸钠、3-苯丙酸钠、3-苯丙酸锑、苯乙酸钠和苯乙酸锑均能较好地起到促进无机阻燃填料于pc树脂与abs树脂中的分散的作用,进而较好地提高了无机阻燃填料于pc树脂与abs树脂中的分散稳定性,减少了无机阻燃剂于pc/abs复合材料表面的聚集。
[0045]
在其中一个实施例中,pc/abs复合材料还包括热固性树脂,热固性树脂的含量为1wt%~3wt%。可以理解,热固性树脂在固化前一般为分子量不高的固体或粘稠液体,在成型过程中能软化或流动,具有可塑性,在温度逐渐升高并至固化温度时会逐渐发生交联而形成网状结构,即在含有热固性树脂的pc/abs复合材料的温度达到固化温度之后,其中的
热固性树脂会逐渐发生热固化,也就是说,热固性树脂的常温状态至热固化完全为一个过程,使得控制pc/abs复合材料在熔融挤出过程中的温度,可使得热固性树脂在pc树脂和abs树脂的软化温度下充分地均匀分散于pc树脂与abs树脂之中,而进一步地,热固性树脂的含量为1wt%~3wt%,使得在继续升温而完成pc树脂与abs树脂熔融挤出的过程中,热固性树脂仅均匀地在pc树脂与abs树脂体系中形成不连续的网状结构,相当于热固性树脂形成的不连续的网状结构各自独立存在于pc树脂与abs树脂体系中,热固性树脂形成的每一网状结构于pc树脂与abs树脂体系中为整体的可移动的成分,进而使得采用含有热固性树脂的pc/abs复合材料进行加工制品时,热固性树脂形成的每一网状结构可局部且可流动地存在于pc树脂与abs树脂体系中,使得热固性树脂交联形成的不连续的网状结构能共同对软化状态下的pc/abs复合材料起到一定的抑制滴落的作用,并且能降低pc/abs复合材料冷却时的收缩率,进而使得pc/abs复合材料更加适配于制备含有金属嵌件的制品,且加入的热固性树脂较好地提高了pc/abs复合材料的制品的硬度,并对pc/abs复合材料的制品的抗冲击性能和韧性的影响较小。
[0046]
需要说明的是,含量为1wt%~3wt%的热固性树脂形成的不连续的网状结构各自独立存在于pc树脂与abs树脂体系中,由于热固性树脂的含量仅为1wt%~3wt%,使得此时的pc/abs复合材料依旧为热塑性树脂体系,热固性树脂固化后形成的不连续的网状结构更多的为局部地存在于热塑性pc/abs树脂体系中,使得在吹塑过程中,热固性树脂固化后形成的结构于热塑性pc/abs树脂体系中可整体地流动,即热固性树脂固化后形成的网状结构于热塑性pc/abs树脂体系中可随热塑性pc/abs树脂体系的拉伸吹塑而整体发生移动,也可以理解成在拉伸吹塑的过程中,热塑性pc/abs树脂体系中含有的为多个热固性树脂固化后形成的网状结构,如专利cn108129825b中涉及的热塑性pc/abs树脂体系形成的不连续的网状结构碳层,而本技术中使得多个热固性树脂固化后形成的结构作为热塑性pc/abs树脂体系的骨架而对pc/abs复合材料的制品起到了结构支撑的作用,进而对软化状态下的pc/abs复合材料起到了抑制滴落的作用,且减少了pc/abs复合材料形成的制品冷却时的收缩率,实现了制品中金属嵌件与塑料的稳定结合可行性。
[0047]
在其中一个实施例中,热固性树脂为改性呋喃树脂和/或改性三聚氰胺甲醛树脂。可以理解,具有较好的液态流动性的改性呋喃树脂和改性三聚氰胺甲醛树脂均为有机物,因此均与pc树脂和abs树脂具有较好的相容性,先使得粒状的pc树脂和abs树脂先与具有较好的液态流动性的热固性树脂混合,进一步,控制温度为50℃~70℃,使得pc树脂和abs树脂软化而与热固性树脂进一步混合,类似于和面的方式进行混合,进一步地,控制温度上升至180℃~230℃实现充分热固化和熔融挤出,进而较好地确保了热固性树脂固化后形成的不连续的网状结构更多的为局部地存在于热塑性pc/abs树脂体系中,进而确保了pc/abs复合材料的可再加工形成吹塑制品。
[0048]
在其中一个实施例中,改性呋喃树脂为改性糠醛苯酚树脂、改性糠醛丙酮树脂和改性糠醛树脂中的至少一种,有效地确保了热固性树脂的稳定分散,且有效地确保了pc/abs复合材料的可再加工形成吹塑制品。
[0049]
在其中一个实施例中,改性呋喃树脂为聚乙二醇改性苯乙酮甲醛树脂。
[0050]
在其中一个实施例中,聚乙二醇改性苯乙酮甲醛树脂的合成方法包括:将苯乙酮和甲醛原料加入至装有冷凝管和搅拌装置的四口烧瓶中,进行加热搅拌;在完全混合后滴
加氢氧化钠溶液和聚乙二醇,在油浴锅中加热至120℃~150℃,反应5h~7h;采用蒸馏水进行洗涤至中性;抽真空蒸馏至无馏出物,趁热出料得到聚乙二醇改性苯乙酮甲醛树脂。
[0051]
在其中一个实施例中,改性三聚氰胺甲醛树脂为聚乙二醇改性三聚氰胺甲醛树脂。
[0052]
还需要说明的是,热固性树脂在未交联前的状态为分子量较小的固体或液体,在加热条件下温度升高时会发生热熔形成液体,而在温度进一步升高至交联固化温度时会发生交联固化,而重新对交联固化后的热固性树脂进行再次加热,热固性树脂不会发生热熔,除非进一步达到热解温度,因此,由于加热交联固化的特性,热固性树脂较多地应用于直接注塑成型,若要将热固性树脂形成复合材料,以使得热固性树脂可应用于吹塑成型,但由于热固性树脂在吹塑过程中即会发生交联固化而影响复合材料的进一步吹塑延展,造成吹塑制品的变形,若使得复合材料保持在未交联前进行吹塑,则熔融状态的热固性树脂会促进复合材料的滴落,且会造成复合材料制成的制品的皱褶的增加,进而影响复合材料制成的制品的外观和力学性能,因此,一般不会在用于吹塑的复合材料中加入热固性树脂,而用于吹塑的复合材料一般使用热塑性树脂,且配合增塑剂、抗滴落剂和熔体增强剂等形成吹塑复合材料,而本技术中,由于抗滴落剂和熔体增强剂加入后即会较大地影响复合材料的粘度,造成复合材料的加工性能降低,且会影响复合材料的力学性能,因此,本技术基于减轻抗滴落剂和熔体增强剂对复合材料的加工性能和力学性能的影响,而放弃了在pc/abs复合材料中使用抗滴落剂和熔体增强剂,进一步在pc/abs复合材料中使用热固性树脂,但控制热固性树脂的含量仅为1wt%~3wt%,确保了热固性树脂仅均匀地在pc树脂与abs树脂体系中形成不连续的网状结构,相当于热固性树脂形成的不连续的网状结构各自独立存在于pc树脂与abs树脂体系中,热固性树脂形成的每一网状结构于pc树脂与abs树脂体系中为整体的可移动的成分,进而使得采用含有热固性树脂的pc/abs复合材料进行加工制品时,热固性树脂形成的每一网状结构可局部且可流动地存在于pc树脂与abs树脂体系中,使得热固性树脂交联形成的不连续的网状结构能共同对软化状态下的pc/abs复合材料起到一定的抑制滴落的作用,即以使得对吹塑过程中软化的pc/abs复合材料起到抑制滴落的作用,且能降低pc/abs复合材料冷却时的收缩率,进而使得pc/abs复合材料更加适配于制备含有金属嵌件的制品,且加入的热固性树脂较好地提高了pc/abs复合材料的制品的硬度,并对pc/abs复合材料的制品的抗冲击性能和韧性的影响较小。
[0053]
在其中一个实施例中,pc/abs复合材料还包括增强纤维。可以理解,增强纤维能进一步提高了pc/abs复合材料的韧性,进而进一步提高了pc/abs复合材料的力学性能。
[0054]
在其中一个实施例中,增强纤维包括玻璃纤维、石棉纤维、碳纤维、晶须、石英纤维、石墨纤维、陶瓷纤维、pan纤维、聚乙烯纤维、pa纤维、pc纤维、pvc纤维和聚酯纤维中的至少一种,更好地确保了pc/abs复合材料的力学性能。
[0055]
本技术提供一种pc/abs复合材料的制备方法,用于制备得到上述任一实施例的pc/abs复合材料。上述的pc/abs复合材料的制备方法包括如下步骤:获取pc树脂和abs树脂、相容剂、阻燃填料和芳香族脂肪酸盐;将阻燃填料和芳香族脂肪酸盐进行研磨混合处理,得到阻燃混合物;对pc树脂和abs树脂、相容剂和阻燃混合物进行低温混合熔融挤出操作,得到pc/abs复合材料。
[0056]
上述的pc/abs复合材料的制备方法,分别获取pc树脂和abs树脂、相容剂、阻燃填
料和芳香族脂肪酸盐,以制备具有较好阻燃性和具有较好力学性能的pc/abs复合材料,具体地,在制备pc/abs复合材料的过程中,使得芳香族脂肪酸盐先与阻燃剂充分结合分散,以提高阻燃填料与pc树脂、以及与abs树脂的相容性,进而减少了无机阻燃填料于pc/abs复合材料表面的聚集,进一步地,将pc树脂和abs树脂、相容剂和阻燃混合物进行低温混合熔融挤出,有效地实现了abs树脂、pc树脂和阻燃填料的充分混合分散,在确保了pc/abs复合材料具有较好的阻燃性的情况下,确保了pc/abs复合材料具有较好的力学性能。
[0057]
为了更好地理解本技术的pc/abs复合材料的制备方法,以下对本技术的pc/abs复合材料的制备方法作进一步的解释说明,请参阅图1,一实施方式的pc/abs复合材料的制备方法包括如下步骤:
[0058]
s110,获取pc树脂和abs树脂、相容剂、阻燃填料和芳香族脂肪酸盐。可以理解,无机阻燃填料配合pc树脂和abs使用,有效地确保了pc/abs复合材料的阻燃效果;进一步地,使得芳香族脂肪酸盐对无机阻燃填料进行分散,较好地实现了将无机阻燃填料稳定地分散于pc树脂和abs树脂中,且减少了无机阻燃填料于pc/abs复合材料表面的聚集,在确保了pc/abs复合材料具有较好的阻燃性的情况下,减轻了无机阻燃填料的加入对pc/abs复合材料的力学性能的影响;更进一步地,相容剂有效地提高了pc树脂和abs树脂的相容性,且配合无机阻燃填料使用,提高了pc/abs复合材料的流动性,减轻了pc树脂和abs树脂在相容剂的作用下流动性降低对pc/abs复合材料的成型难度和硬脆度的影响,进而进一步确保了pc/abs复合材料具有较好的力学性能,因此,本技术中,分别获取pc树脂和abs树脂、相容剂、阻燃填料和芳香族脂肪酸盐,以制备具有较好阻燃性和具有较好力学性能的pc/abs复合材料。
[0059]
s120,将阻燃填料和芳香族脂肪酸盐进行研磨混合处理,得到阻燃混合物。可以理解,pc树脂和abs树脂均与阻燃填料的相容性较差,而为了具有较好的阻燃效果,则先采用芳香族脂肪酸盐对阻燃填料进行表面处理,即使得芳香族脂肪酸盐先与阻燃剂充分结合分散,以提高阻燃填料与pc树脂、以及与abs树脂的相容性,进而减少了无机阻燃填料于pc/abs复合材料表面的聚集,在确保了pc/abs复合材料具有较好的阻燃性的情况下,减轻了无机阻燃填料的加入对pc/abs复合材料的力学性能的影响;还可以理解的是,若直接将研磨后的阻燃填料、芳香族脂肪酸盐、pc树脂和abs树脂进行混合,则加入的阻燃性填料会快速发生局部团聚,极耳较难使得阻燃填料充分分散于pc树脂和abs树脂中,导致pc/abs复合材料的阻燃效果降低。
[0060]
s130,对pc树脂和abs树脂、相容剂和阻燃混合物进行低温混合熔融挤出操作,得到pc/abs复合材料。可以理解,将pc树脂和abs树脂、相容剂和阻燃混合物进行低温混合熔融挤出,有效地实现了abs树脂、pc树脂和阻燃填料的充分混合分散,在确保了pc/abs复合材料具有较好的阻燃性的情况下,确保了pc/abs复合材料具有较好的力学性能。
[0061]
上述的pc/abs复合材料的制备方法,分别获取pc树脂和abs树脂、相容剂、阻燃填料和芳香族脂肪酸盐,以制备具有较好阻燃性和具有较好力学性能的pc/abs复合材料,具体地,在制备pc/abs复合材料的过程中,使得芳香族脂肪酸盐先与阻燃剂充分结合分散,以提高阻燃填料与pc树脂、以及与abs树脂的相容性,进而减少了无机阻燃填料于pc/abs复合材料表面的聚集,进一步地,将pc树脂和abs树脂、相容剂和阻燃混合物进行低温混合熔融挤出,有效地实现了abs树脂、pc树脂和阻燃填料的充分混合分散,在确保了pc/abs复合材
料具有较好的阻燃性的情况下,确保了pc/abs复合材料具有较好的力学性能。
[0062]
在其中一个实施例中,在将阻燃填料和芳香族脂肪酸盐进行研磨混合处理的步骤之前,且在获取pc树脂和abs树脂、相容剂、阻燃填料和芳香族脂肪酸盐的步骤之后,pc/abs复合材料的制备方法还包括如下步骤:分别对pc树脂和abs树脂进行前处理,以去除pc树脂和abs树脂中的水分。可以理解,pc树脂和abs树脂具有一定的吸水能力,因此,在pc树脂和abs树脂的放置过程中,pc树脂和abs树脂中积聚了部分的水分,而水分对pc树脂和abs树脂的混合熔融挤出具有较大的影响,降低了pc/abs复合材料的机械性能,因此,在本技术中,分别对pc树脂和abs树脂进行前处理,以去除pc树脂和abs树脂中的水分,进而提高了pc/abs复合材料的加工性能稳定性。
[0063]
在其中一个实施例中,对pc树脂和abs树脂、相容剂和阻燃混合物进行低温混合熔融挤出操作,具体包括如下步骤:将pc树脂、abs树脂和阻燃混合物于挤出机的前段加入,而相容剂于挤出机的后段加入进行螺旋熔融挤出。可以理解,将相容剂与pc树脂,以及与abs树脂进行混合后,即会大幅增加pc树脂与abs树脂混合的粘度,进而造成pc树脂、abs树脂和阻燃混合物的混合难度增加,因此,在本技术中,将pc树脂、abs树脂和阻燃混合物于挤出机的前段加入,而相容剂于挤出机的后段加入进行螺旋熔融挤出,有效地确保了pc树脂、abs树脂和阻燃混合物的充分分散。
[0064]
在其中一个实施例中,对pc树脂和abs树脂、相容剂和阻燃混合物进行低温混合熔融挤出操作,具体包括如下步骤:将pc树脂、abs树脂、阻燃混合物和热固性树脂于挤出机的前段加入,而相容剂于挤出机的后段加入进行螺旋熔融挤出。可以理解,将相容剂与pc树脂,以及与abs树脂进行混合后,即会大幅增加pc树脂与abs树脂混合的粘度,进而造成pc树脂、abs树脂和阻燃混合物的混合难度增加,且会增加pc树脂、abs树脂和阻燃混合物混合时的热摩擦,进而造成混合过程中的pc/abs复合材料的温度上升较高,影响pc/abs复合材料的再加工,具体地,促进了pc/abs复合材料中热固性树脂的固化,进而影响pc/abs复合材料的再加工,因此,在本技术中,将pc树脂、abs树脂、阻燃混合物和热固性树脂于挤出机的前段加入,而相容剂于挤出机的后段加入进行螺旋熔融挤出,有效地确保了pc树脂、abs树脂、阻燃混合物、热固性树脂和相容剂的充分分散,且确保了pc/abs复合材料的可再加工性。
[0065]
在其中一个实施例中,对pc树脂和abs树脂、相容剂和阻燃混合物进行低温混合熔融挤出操作,具体包括如下步骤:将pc树脂、abs树脂、阻燃混合物和热固性树脂于挤出机的前段加入,而相容剂和增强纤维于挤出机的后段加入进行螺旋熔融挤出,进一步有效地确保了pc树脂、abs树脂和阻燃混合物的充分分散,且确保了pc/abs复合材料的可再加工性。
[0066]
本技术还提供一种吹塑模具,用于加工含有上述任一实施例的pc/abs复合材料的制品。请一并参阅图2、图3和图4,一实施方式的吹塑模具10包括吹塑模100和吹塑喷头200。吹塑模100包括主动模110和被动模120,吹塑模100包括相对设置的主动模110和被动模120,主动模110与被动膜120活动连接,且主动模110与被动模120抵接时形成吹塑腔101,吹塑腔101用于设置型坯。吹塑喷头200用于注吹型坯,以使型坯紧贴吹塑腔101的腔壁。
[0067]
上述的吹塑模具10,用于使用pc/abs复合材料进行一次吹塑成型得到制品,而pc/abs复合材料具有较好的阻燃性能、加工性能和抗滴落性能,进而使得吹塑模具10吹塑得到的制品具有较好的外观、力学性能和阻燃性能。
[0068]
需要说明的是,注吹即为向型坯中吹入气体。
[0069]
在一些特别用途的容器中,如为了减少容器的倾倒,需要对容器瓶身的配重进行调整,例如设计成不倒翁的配重,而配重较大的为金属类物质,为了减少容器瓶身的体积,倾向于在容器瓶身的底部嵌置金属类物质,又如为了实现导电嵌件的设置,需要在容器上嵌置金属类物质,例如一些带金属嵌件的塑料中空制品,进一步地,为了增加金属类物质与容器瓶身的结合牢固性,容器或制品瓶身需要吹塑形成卡接的结构并与金属类物质卡合,而进一步为了降低容器的内应力而减少容器的皲裂和变形,在吹塑成型时需要保持容器和金属类物质均处于较高且较均一的温度下,且进一步使得容器均匀降温进行固化成型,此外,还需要降低塑料制品的收缩率,而在本技术中,pc/abs复合材料包括abs树脂、pc树脂、阻燃填料、相容剂和热固性树脂,其中,pc树脂和热固性树脂的加入,有效减轻了制品冷却时的收缩率,进而使得制品中的塑料与金属类物质具有较好的结合稳定性,进一步地,热固性树脂形成的每一网状结构可局部且可流动地存在于pc树脂与abs树脂体系中,使得热固性树脂交联形成的不连续的网状结构能共同对软化状态下的pc/abs复合材料起到一定的抑制滴落的作用,进而确保固化时容器的内应力的降低,进而减轻了容器的皲裂和变形,有效地确保了制品的外观,以及制品中塑料与金属类物质的嵌合稳定性。
[0070]
还需要说明的是,带金属嵌件的塑料制品一般为通过注塑形成,但是注塑成型较难形成中空塑料制品,而需要实现中空制品的制备,则需要通过吹塑工艺形成,但是吹塑工艺对塑料的流动性和粘弹性具有较高的要求,且即使塑料具有较好的流动性和粘弹性,由于塑料在冷却时具有一定的收缩性,依旧较难实现金属嵌件的稳定嵌置,进而还是较难实现塑料与金属嵌件一体吹塑成型,若后期将金属嵌件嵌入,使得金属直接成型于塑料上是较难实现的,若将金属嵌件分解后嵌置于塑料上,则较难确保金属嵌件的结合稳定性。为了确保金属嵌件与塑料的结合稳定性,且为了确保塑料与金属嵌件一体吹塑成型,请一并参阅图3、图4和图6,在其中一个实施例中,吹塑模具10包括吹塑模100、吹塑喷头200、金属组件300和磁吸组件400。吹塑模100包括相对设置的主动模110和被动模120,主动模110与被动膜120活动连接,且主动模110与被动模120抵接时形成吹塑腔101,吹塑腔101用于设置型坯,主动模110上开设有第一磁吸滑道102,被动模120上开设有第二磁吸滑道103,第一磁吸滑道102与第二磁吸滑道103均与吹塑腔101连通。吹塑喷头200用于注吹型坯,以使型坯紧贴吹塑腔101的腔壁。金属组件300包括相适配的第一金属件310和第二金属件320,第一金属件310与第二金属件320均设置于吹塑腔101内,且第一金属件310与第二金属件320均相对设置于吹塑腔101的底部,第一金属件310与主动模110抵接,第二金属件320与被动模120抵接,且吹塑喷头200、主动模110、被动模120、第一金属件310、第二金属件320共同用于封闭吹塑腔101。磁吸组件400包括第一磁吸件410、第二磁吸件420、第一弹性件430和第二弹性件440,第一磁吸件410滑动设置于第一磁吸滑道102处,且第一磁吸件410靠近第一金属件310的一端设置有第一楔形面411,第一楔形面411设置在第一磁吸件410远离主动模110的一侧,且第一楔形面411与第一金属件310抵接,第二磁吸件420滑动设置于第二磁吸滑道103处,且第二磁吸件420靠近第二金属件320的一端设置有第二楔形面421,第二楔形面421设置在第二磁吸件420远离被动模120的一侧,且第二楔形面421与第二金属件320抵接,第一弹性件430设置在第一磁吸滑道102处,且第一弹性件430的两端分别与第一磁吸件410和主动模110抵接,第二弹性件440设置在第二磁吸滑道103上,且第二弹性件440的两端分别与第二磁吸件420和被动模120抵接。
[0071]
可以理解,由于本技术的pc/abs复合材料中pc树脂和热固性树脂的使用,有效地降低制品冷却时的收缩率,且由于热固性树脂的使用,有效地确保了在保持容器处于较高且较均一的温度下,且进一步均匀降温进行固化成型的过程中,热固性树脂交联形成的不连续的网状结构能共同对软化状态下的pc/abs复合材料起到一定的抑制滴落的作用,进而确保固化时容器的内应力的降低,进而减轻了容器的皲裂和变形,实现了制品中金属嵌件与塑料的稳定结合可行性,进一步地使得吹塑喷头200、主动模110、被动模120、第一金属件310、第二金属件320共同用于封闭吹塑腔101,以及第一金属件310与第二金属件320均相对设置于吹塑腔101的底部,并且第一磁吸件410滑动设置于第一磁吸滑道102处,第二磁吸件420滑动设置于第二磁吸滑道103处,而第一楔形面411与第一金属件310抵接,且第二楔形面421与第二金属件320抵接,以及第一弹性件430的两端分别与且第一磁吸件410和主动模110抵接,第二弹性件440的两端分别与第二磁吸件420和被动模120抵接,即使得金属嵌件分成两部分,在主动模110和被动模120抵接时,第一磁吸件410对第一金属件310起到限位固定的作用,且第二磁吸件420对第二金属件320起到限位固定的作用,而后主动模110和被动模120朝相互远离的方向移动时,第一金属件310对第一磁吸件410具有挤压作用,进而迫使第一磁吸件410朝向远离第一金属件310的方向移动,从而第一磁吸件410压缩第一弹性件430而进一步在第一磁吸滑道102上朝远离第一金属件310的方向移动,从而使得第一磁吸件410从第一金属件310中脱离,同理,第二金属件320对第二磁吸件420具有挤压作用,进而迫使第二磁吸件420朝向远离第二金属件320的方向移动,从而第二磁吸件420压缩第二弹性件440而进一步在第二磁吸滑道103上朝远离第二金属件320的方向移动,从而使得第二磁吸件420从第二金属件320中脱离,进而实现了制品的脱模,即有效地实现了金属嵌件直接与塑料一次成型得到带金属嵌件的制品;还可以理解的是,若未将金属嵌件分成两部分,则会造成金属嵌件拖拽未完全固化的pc/abs复合材料,使得含有金属嵌件的制品的塑料部分厚度不均,进而影响了制品的外观和力学性能。
[0072]
请一并参阅图3和图4,在其中一个实施例中,第一金属件310的外周上开设有第一卡接槽311。进一步地,第二金属件320的外周上开设有第二卡接槽321,第一卡接槽311与第二卡接槽321对应设置,且第一卡接槽311在主动模110与被动模120抵接时与第二卡接槽321连通,第一卡接槽311与第二卡接槽321均用于与型坯卡接。可以理解,由于金属嵌件与pc/abs复合材料在冷却时的收缩率不同,虽然本技术中加入的pc树脂和热固性树脂有效地降低了pc/abs复合材料在冷却时的收缩率,但不能完全确保pc/abs复合材料在冷却时不发生收缩率。也就是说,若吹塑后的塑料未对金属嵌件进行卡合,则金属嵌件还是较高地存在从塑料上脱落的概率,因此,在本技术中,由于pc/abs复合材料中含有pc树脂和热固性树脂,有效地降低了pc/abs复合材料在冷却时的收缩率,且配合第一卡接槽311与第二卡接槽321对应设置,且第一卡接槽311与第二卡接槽321连通,第一卡接槽311与第二卡接槽321均用于与型坯卡接,有效地实现了制品中塑料与金属嵌件的结合稳定性。
[0073]
请一并参阅图3、图4和图5,在其中一个实施例中,主动模110上开设有第一冷却水腔111和多个第一喷水孔112,多个第一喷水孔112均与第一冷却水腔111连通。进一步地,被动模120上开设有第二冷却水腔121和多个第二喷水孔122,多个第二喷水孔122均与第二冷却水腔121连通。可以理解,为了减轻制品中塑料在冷却时的内应力对制品的外观和力学性能的影响,在本技术中,使得多个第一喷水孔112均与第一冷却水腔111连通,且使得多个第
二喷水孔122均与第二冷却水腔121连通,进而使得多个第一喷水孔112和第二喷水孔122一次性向吹塑模具10输入大量的冷却水,进而实现了吹塑模具10的温度的下降一致性,进而确保了制品中塑料在冷却时的内应力对制品的外观和力学性能的影响的减轻,进而提高了塑料制品的力学性能和外观;还可以理解的是,若通过冷却水管道对冷却水进行输入,则会造成吹塑模具10的温度的局部不一,进而使得制品中塑料的内应力增大,从而造成制品变形且降低了制品的结构稳定性。
[0074]
请一并参阅图3和图4,在其中一个实施例中,主动模110靠近被动模120的一侧上设置有限位杆130。进一步地,被动模120靠近主动模110的一侧上开设有限位孔123,限位杆130与限位孔123对应设置,提高了主动模110与被动模120对位准确性,进而提高了制品的成型一致性。
[0075]
在其中一个实施例中,第二金属件上开设有定位孔。进一步地,第一金属件上设置有定位凸块,定位凸块与定位孔对应设置,定位凸块在主动模与被动模抵接时位于定位孔内。
[0076]
本技术还提供一种吹塑方法,用于制备含有上述任一实施例的pc/abs复合材料的制品。上述的吹塑方法包括如下步骤:获取挤出型坯;对型坯进行热吹塑处理;对吹塑处理后的型坯进行冷却处理,得到制品。
[0077]
上述的吹塑方法,直接使用挤出型坯,即采用一次吹塑成型的方式加工得到制品,确保了型坯的加工流动性和抗滴落性,进而有效地确保了含有金属嵌件的制品的外观和结合稳定性,进一步对吹塑处理后的型坯进行冷却处理,使得型坯充分固化成型,实现了含有金属嵌件的制品的制备,且进一步确保了含有金属嵌件的制品的结合稳定性。
[0078]
为了更好地理解本技术的吹塑方法,以下对本技术的吹塑方法进行进一步的解释说明,请参阅图7,一实施方式的吹塑方法包括如下步骤:
[0079]
s210、获取挤出型坯。
[0080]
s220、对型坯进行热吹塑处理。
[0081]
s230、对吹塑处理后的型坯进行冷却处理,得到制品。
[0082]
上述的吹塑方法,直接使用挤出型坯,即采用一次吹塑成型的方式加工得到制品,确保了型坯的加工流动性和抗滴落性,进而有效地确保了含有金属嵌件的制品的外观和结合稳定性,进一步对吹塑处理后的型坯进行冷却处理,使得型坯充分冷却固化成型,实现了含有金属嵌件的制品的制备,且进一步确保了含有金属嵌件的制品的结合稳定性。
[0083]
在其中一个实施例中,对型坯进行热吹塑处理即为采用热风对型胚
[0084]
在其中一个实施例中,在获取挤出型坯的步骤之后,且在对型坯进行热吹塑处理的步骤之前,吹塑方法还包括如下步骤:将吹塑模具进行热处理,以使吹塑模具的表面温度升高至50℃~80℃。可以理解,若金属嵌件和吹塑模具的温度较低,则使得与金属嵌件接触后,以及与吹塑模具接触的型坯的表面的内应力较大,进而造成型坯发生皱褶或变形,影响制品的外观和制品中金属嵌件与塑料的结合稳定性,因此,本技术中,将吹塑模具进行热处理,以使吹塑模具的表面温度升高,进而减轻了型坯的内应力,提高了制品的外观和制品中塑料和金属嵌件的结合稳定性。
[0085]
在其中一个实施例中,对吹塑处理后的型坯进行冷却处理的步骤,具体为:通过吹塑模具的多个喷水孔均匀向冷却水腔中阶段性喷淋温度逐渐降低的冷却水,以使型坯冷却
固化,降低了制品在冷却时的内应力,进而提高了制品的外观和制品中塑料和金属嵌件的结合稳定性。
[0086]
在其中一个实施例中,通过吹塑模具的多个喷水孔均匀向冷却水腔中阶段性喷淋温度逐渐降低的冷却水中的冷却水的温度前后的差值为10℃~15℃,较稳定地实现了制品的温度的均一下降,进而进一步较好地降低了制品在冷却时的内应力,进而提高了制品的外观和制品中塑料和金属嵌件的结合稳定性;还可以理解的是,若冷却水的温度前后的差值过大,则会造成制品的厚度方向上的温度的不均一,进而造成型坯发生皱褶或变形,影响了制品的外观和结构稳定性。
[0087]
在其中一个实施例中,对吹塑处理后的型坯进行冷却处理的步骤,具体包括如下步骤:
[0088]
步骤1:通过吹塑模具的多个喷水孔均匀向冷却水腔中喷淋第一温度的冷却水,以使吹塑模具的温度与第一温度相同;
[0089]
步骤2:停止喷淋第一温度的冷却水,通过吹塑模具的多个喷水孔均匀向冷却水腔中喷淋第二温度的冷却水,以使吹塑模具的温度与第二温度相同;
[0090]
步骤3:重复步骤2至型坯冷却固化,第一温度和第二温度的差值为10℃~15℃;
[0091]
其中,在上述每一步骤中,均通过吹塑喷头向型坯内注入对应温度的冷却气体。
[0092]
可以理解,对吹塑处理后的型坯进行冷却处理的步骤中,在第一温度和第二温度的差值为10℃~15℃的条件下,且通过吹塑喷头向型坯内注入对应温度的冷却气体,有效地确保了制品各部分的温度的稳定均一下降,进而有效地确保了制品的外观和结构稳定性。
[0093]
与现有技术相比,本发明至少具有以下优点:
[0094]
本发明的pc/abs复合材料,其至少包括无机阻燃填料,使得无机阻燃填料配合pc树脂和abs使用,有效地确保了pc/abs复合材料的阻燃效果;进一步地,使得芳香族脂肪酸盐对无机阻燃填料进行分散,具体地,具有芳香基的脂肪酸与pc树脂,以及与abs树脂具有较好的相容性,能较好地pc树脂和abs树脂结合分散,且脂肪酸盐与无机阻燃填料具有较好的相容形,进而利用芳香族脂肪酸盐能较好地将无机阻燃填料稳定地分散于pc树脂和abs树脂中,减少了无机阻燃填料于pc/abs复合材料表面的聚集,在确保了pc/abs复合材料具有较好的阻燃性的情况下,减轻了无机阻燃填料的加入对pc/abs复合材料的力学性能的影响,进而确保了pc/abs复合材料具有较好的力学性能;更进一步地,相容剂有效地提高了pc树脂和abs树脂的相容性,且配合无机阻燃填料使用,提高了pc/abs复合材料的流动性,减轻了pc树脂和abs树脂在相容剂的作用下流动性降低对pc/abs复合材料的成型难度和硬脆度的影响,进而进一步确保了pc/abs复合材料具有较好的力学性能。
[0095]
以下列举一些具体实施例,若提到%,均表示按重量百分比计。需注意的是,下列实施例并没有穷举所有可能的情况,并且下述实施例中所用的材料如无特殊说明,均可从商业途径得到。
[0096]
实施例1
[0097]
获取pc树脂25kg;abs树脂55kg;改性马来酸酐接枝abs 3kg;碳酸钙、滑石粉、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵和单季戊四醇共8kg;5-(4-羟苯基)戊酸锑2kg;
[0098]
将碳酸钙、滑石粉、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵、单季戊四醇和苯丙烯
酸锑进行研磨混合处理,得到阻燃混合物,接着,将pc树脂、abs树脂和阻燃混合物于挤出机的前段加入,而改性马来酸酐接枝于挤出机的后段加入进行螺旋熔融挤出,挤出机的温度为200℃,挤出注塑成型,得到pc/abs复合材料片材。
[0099]
实施例2
[0100]
获取pc树脂25kg;abs树脂55kg;改性马来酸酐接枝abs 3kg;碳酸钙、滑石粉、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵和单季戊四醇共8kg;苯丙烯酸锑3.2kg;
[0101]
将碳酸钙、滑石粉、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵、单季戊四醇和苯丙烯酸锑进行研磨混合处理,得到阻燃混合物,接着,将pc树脂、abs树脂和阻燃混合物于挤出机的前段加入,而改性马来酸酐接枝于挤出机的后段加入进行螺旋熔融挤出,挤出机的温度为200℃,挤出注塑成型,得到pc/abs复合材料片材。
[0102]
实施例3
[0103]
获取pc树脂25kg;abs树脂55kg;改性马来酸酐接枝abs 3kg;碳酸钙、滑石粉、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵和单季戊四醇共8kg;苯丙烯酸钠4.8kg;
[0104]
将碳酸钙、滑石粉、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵、单季戊四醇和苯丙烯酸锑进行研磨混合处理,得到阻燃混合物,接着,将pc树脂、abs树脂和阻燃混合物于挤出机的前段加入,而改性马来酸酐接枝于挤出机的后段加入进行螺旋熔融挤出,挤出机的温度为200℃,挤出注塑成型,得到pc/abs复合材料片材。
[0105]
实施例4
[0106]
获取pc树脂25kg;abs树脂55kg;改性马来酸酐接枝abs 3kg;碳酸钙、滑石粉、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵和单季戊四醇共8kg;
[0107]
将碳酸钙、滑石粉、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵和单季戊四醇进行研磨混合处理,得到阻燃混合物,接着,将pc树脂、abs树脂和阻燃混合物于挤出机的前段加入,而改性马来酸酐接枝于挤出机的后段加入进行螺旋熔融挤出,挤出机的温度为200℃,挤出注塑成型,得到pc/abs复合材料片材。
[0108]
实施例5
[0109]
获取pc树脂25kg;abs树脂55kg;改性马来酸酐接枝abs 3kg;碳酸钙、滑石粉、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵和单季戊四醇共8kg;5-(4-羟苯基)戊酸锑2kg;聚乙二醇改性苯乙酮甲醛树脂的含量为0.92kg;
[0110]
将碳酸钙、滑石粉、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵、单季戊四醇和苯丙烯酸锑进行研磨混合处理,得到阻燃混合物,接着,将pc树脂、abs树脂、阻燃混合物和聚乙二醇改性苯乙酮甲醛树脂于挤出机的前段加入,挤出机的前段的温度为50℃,而改性马来酸酐接枝于挤出机的后段加入进行螺旋熔融挤出,挤出机的后段温度为230℃,挤出制粒,得到pc/abs复合材料;
[0111]
对吹塑模具进行加热处理至52℃,接着将pc/abs复合材料进行软化挤出得到型坯,再接着,采用加热处理后的吹塑模具对型坯进行热吹塑处理,热风的温度为52℃,并进行冷却处理,前后冷却水的温度差值为10℃,且在冷却处理同时通过吹塑喷头向型坯内注入对应温度的冷却气体,冷却得到含有金属嵌件的制品。
[0112]
实施例6
[0113]
获取pc树脂28kg;abs树脂60kg;改性马来酸酐接枝abs和苯乙烯-马来酸酐无规则
共聚物共5kg;硅灰石、云母、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵和单季戊四醇共10kg;3-苯丙酸锑3kg;聚乙二醇改性三聚氰胺甲醛树脂和聚乙二醇改性苯乙酮甲醛树脂共2kg;
[0114]
将硅灰石、云母、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵、单季戊四醇和3-苯丙酸锑进行研磨混合处理,得到阻燃混合物,接着,将pc树脂、abs树脂、阻燃混合物、聚乙二醇改性三聚氰胺甲醛树脂和聚乙二醇改性苯乙酮甲醛树脂于挤出机的前段加入,挤出机的前段的温度为60℃,而苯乙烯-马来酸酐无规则共聚物于挤出机的后段加入进行螺旋熔融挤出,挤出机的后段温度为210℃,挤出制粒,得到pc/abs复合材料;
[0115]
对吹塑模具进行加热处理至60℃,接着将pc/abs复合材料进行软化挤出得到型坯,再接着,采用加热处理后的吹塑模具对型坯进行热吹塑处理,热风的温度为60℃,并进行冷却处理,前后冷却水的温度差值为12℃,且在冷却处理同时通过吹塑喷头向型坯内注入对应温度的冷却气体,冷却得到含有金属嵌件的制品。
[0116]
实施例7
[0117]
获取pc树脂30kg;abs树脂65kg;改性马来酸酐接枝abs和苯乙烯-马来酸酐无规则共聚物共6kg;煅烧陶土、铝矾土、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵和单季戊四醇共12kg;苯丙烯酸钠4kg;聚乙二醇改性苯乙酮甲醛树脂共3.5kg;
[0118]
将煅烧陶土、铝矾土、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵、单季戊四醇和苯丙烯酸钠进行研磨混合处理,得到阻燃混合物,接着,将pc树脂、abs树脂、阻燃混合物和聚乙二醇改性苯乙酮甲醛树脂于挤出机的前段加入,,挤出机的前段的温度为65℃而改性马来酸酐接枝abs和苯乙烯-马来酸酐无规则共聚物于挤出机的后段加入进行螺旋熔融挤出,挤出机的后段温度为200℃,挤出制粒,得到pc/abs复合材料;
[0119]
对吹塑模具进行加热处理至70℃,接着将pc/abs复合材料进行软化挤出得到型坯,再接着,采用加热处理后的吹塑模具对型坯进行热吹塑处理,热风的温度为70℃,并进行冷却处理,前后冷却水的温度差值为14℃,且在冷却处理同时通过吹塑喷头向型坯内注入对应温度的冷却气体,冷却得到含有金属嵌件的制品。
[0120]
实施例8
[0121]
获取pc树脂35kg;abs树脂75kg;苯乙烯-马来酸酐无规则共聚物8kg;石棉、红磷、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵和单季戊四醇共15kg;苯丙烯酸锑5kg;聚乙二醇改性三聚氰胺甲醛树脂6.5kg;
[0122]
将石棉、红磷、氢氧化铝、氢氧化镁、硼酸锌、聚磷酸铵、单季戊四醇和苯丙烯酸锑进行研磨混合处理,得到阻燃混合物,接着,将pc树脂、abs树脂、阻燃混合物和聚乙二醇改性三聚氰胺甲醛树脂于挤出机的前段加入,挤出机的前段的温度为70℃,而苯乙烯-马来酸酐无规则共聚物于挤出机的后段加入进行螺旋熔融挤出,挤出机的后段温度为182℃,挤出制粒,得到pc/abs复合材料;
[0123]
对吹塑模具进行加热处理至80℃,接着将pc/abs复合材料进行软化挤出得到型坯,再接着,采用加热处理后的吹塑模具对型坯进行热吹塑处理,热风的温度为80℃,并进行冷却处理,前后冷却水的温度差值为15℃,且在冷却处理同时通过吹塑喷头向型坯内注入对应温度的冷却气体,冷却得到含有金属嵌件的制品。
[0124]
(1)以下对实施例1~4的pc/abs复合材料片材进行性能检测:
[0125]
物理性能测试方法包括如下;
[0126]
1、astm d638检测拉伸强度(50mm/min);
[0127]
2、astm d256检测缺口冲击强度(3.2mm);
[0128]
3、astm d4812检测无缺口冲击强度(2.8mm);
[0129]
4、将实施例1~4的pc/abs复合材料片材放置于恒温恒湿箱中,温度设定为(65
±
2)℃,湿度设定为(85
±
2)%rh,连续观察七天是否有阻燃剂析出。
[0130]
实施例1~4的pc/abs复合材料片材的性能检测结果如下:
[0131]
表1:实施例1~4中的pc/abs复合材料片材的性能检测结果
[0132][0133][0134]
表2:实施例1~4中的pc/abs复合材料片材的阻燃剂析出情况
[0135][0136]
从表1和表2可以看出,实施例1~3中添加了芳香族脂肪酸盐时,相较于未添加芳香族脂肪酸盐的实施例4具有较好的拉伸强度和缺口冲击强度,且阻燃剂的加速析出试验中,阻燃剂析出时间较长,说明本技术的采用了pc/abs复合材料中添加的芳香族脂肪酸盐时阻燃剂的稳定性较高,且pc/abs复合材料的整体的相容相较好。
[0137]
以下对实施例5~8的制品进行性能检测和对实施例5~8的制品进行外观检测。
[0138]
物理性能测试方法包括如下:
[0139]
1、astm d128检测熔指;
[0140]
2、astm d638检测拉伸强度;
[0141]
3、astm d256检测缺口冲击强度;
[0142]
4、astm d4812检测无缺口冲击强度;
[0143]
5、astm d1525维卡软化点(℃);
[0144]
6、astm d1238检测熔融指数(260℃,2.16kg);
[0145]
7、ul检测燃烧性能(垂直燃烧3.0/1.5mm);
[0146]
8、gb13525/t-92检测表面硬度。
[0147]
实施例5~8的制品的性能检测结果和实施例5~8的制品的外观检测结果如下:
[0148]
表3:实施例5~8中的制品的性能检测结果和制品的外观检测结果
[0149][0150]
由表3可以看出,实施例5~8的制品的力学性能以及阻燃性能方面得到了较大的提升,同时具有较高耐热温度,且实施例5~8的制品的冲击韧性和表面硬度均较高,以及熔融指数达到19g/10min,说明制品的力学性能较佳,且在加工过程中加工流动性较好,即说明在pc/abs复合材料在保持良好力学性能的同时提高了其阻燃性,并且加工性能较好;此外,实施例5~8使用吹塑模具制备得到的制品的外观均为金属嵌件无松动,整体表面平滑且无皱褶,具有较好的外观,加工稳定性较好,说明pc/abs复合材料冷却时的收缩率较小,且pc/abs复合材料在对力学性能、阻燃性能以及耐热性能均能并达到吹塑级要求,能实现含有金属嵌件的制品的制备。
[0151]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1