鞋用无味型高粘性黑色围条橡胶及其制备方法与流程
1.本发明涉及一种橡胶材料制备领域,是一种鞋用无味型高粘性黑色围条橡胶及其制备方法。
背景技术:
2.不同的工作环境对鞋用围条橡胶的性能要求不同,在某种环境,尤其是建筑业等重体力活动环境的劳动过程中,胶鞋的围条橡胶经常与物体摩擦、频繁的弯运动,导致橡胶围条快速磨损和屈折龟裂折断。严重影响胶鞋在此工作环境中的使用寿命。而在日常家居休闲环境中对胶鞋气味提出无味化需要。
3.在胶鞋的生产制造过程中,围条的粘性好坏是影响胶鞋合格率的重大因素,也是影响胶鞋粘合牢度从而制约使用寿命的决定性因素,围条胶料粘性差,工艺性能不好,导致胶鞋成品围条粘合不牢,形成离上、下口质量问题,在使用过程中,引起围条脱胶,缩短使用寿命,影响使用价值。
4.现有技术中,由于上述问题的存在,不能满足建筑工作消费者对胶鞋产品的需求。胶鞋的气味重,影响家居环境,不符合新时代高质量生活目标。
技术实现要素:
5.本发明的目的是:提供一种鞋用无味型高粘性黑色围条橡胶及其制备方法,本发明采用天然橡胶与高苯乙烯并用,调整硫化促进剂。能满足各行业工作消费者及家居休闲人群对胶鞋产品的需求。以克服现有技术的不足。
6.本发明是这样实现的:一种鞋用无味型高粘性黑色围条橡胶及其制备方法,其特征在于:按照重量份计算,包括95~105份标准胶,10~14份高苯乙烯,1.3~1.8份硫磺,3.4~3.8份硫化促进剂,2.5~3.5份硬脂酸,4.0~5.0份纳米氧化锌,20~24份无味橡胶软化油,2.5~3.5份防老剂,0.6~1.0份光亮剂,3.5~4.5份二甘醇,16~20份轻质碳酸钙,45~55份白炭黑,10~14份环保无味增粘树脂及3.0~4.0份橡胶黑色母。
7.优化地,所述的一种鞋用无味型高粘性黑色围条橡胶及其制备方法,其特征在于:按照重量份计算,包括100份标准胶,12份高苯乙烯,1.5份硫磺,3.6份硫化促进剂,3.0份硬脂酸,4.5份纳米氧化锌,22份无味橡胶软化油,3.0份防老剂,0.8份光亮剂,3.0份二甘醇,18份轻质碳酸钙,50份白炭黑,12份环保无味增粘树脂及3.5份橡胶黑色母。
8.所述的一种鞋用无味型高粘性黑色围条橡胶及其制备方法,所述的标准胶为1#标准胶;所述的硫化促进剂是每3.6份硫化促进剂由2.0份促进剂bm、1.3份促进剂b和0.3份促进剂cbs组成;所述的防老剂是每3.0份防老剂由1.5份防老剂ky-405l和1.5份防老剂sp-c组成;所述高苯乙烯型号为hs-860,橡胶黑色母规格是bl2510,所述环保无味增粘树脂的规格是dt-100。白炭黑规格是沉淀法白炭黑。
9.所述的一种鞋用无味型高粘性黑色围条橡胶及其制备方法,其特征在于:按上述重量份数取各组分;包括如下制备步骤:
10.1)制备塑炼胶:将标准胶和高苯乙烯母胶按比例100:10-15,在密炼机中炼制10-12分钟,再在开放式炼胶机薄通五道,再混合均匀。得威氏可塑度为0.50~0.55的塑炼胶;
11.2)配中料:将硫化促进剂、硬脂酸、纳米氧化锌、防老剂、光亮剂、二甘醇、橡胶黑色母、环保无味增粘树脂配制在一起作为中料;硫磺单独配备。将白炭黑配在一起作为大料1、轻质碳酸钙配料为大料2;无味橡胶软化油单独称量。
12.3)制备混炼胶:塑炼胶、中料及大料1投入密炼机压炼2分30秒,扫粉翻炼15秒后再扫粉翻炼15秒再压炼到到6分钟,再扫粉翻炼至8分钟,再继续扫粉翻炼到12分钟,加入大料2和无味橡胶软化油,继续压炼到14分30秒,翻炼到15分30秒排料,排出的混炼胶在地上摊开冷却后在开炼机3-4mm辊距下拉通翻炼8-10道,包辊、于6-7mm辊距下出片,获得鞋用无味型高粘性黑色围条橡胶。
13.为了进一步验证本发明的效果,进行了如下实验:
14.一、高苯乙烯对花纹清晰度的影响
15.表1
16.序号高苯乙烯(份)花纹清晰度胶料性能状况1《2不清晰胶料正常,24欠清晰胶料正常36欠清晰胶料正常48略清晰胶料正常510清晰胶料稳定正常不变形612清晰胶料稳定正常不变形714清晰胶料偏硬
17.表2显示,优选高苯乙烯10-12份,以达到胶料花纹清晰不变形目的。
18.二、塑炼胶威氏可塑度对胶料表面光亮度的影响
19.表2
20.序号塑炼胶威氏可塑度胶料亮度及性能1《0.35收缩大,出片困难20.35-0.49胶料有收缩变形现象,光亮度不足30.50-0.55工艺正常,光亮度好,花纹清晰40.56-0.63胶料偏软,粘辊,光亮度好
21.表2得出,塑炼胶威氏可塑度0.50-0.55,能确保胶料工艺正常和花纹清晰度符合要求。
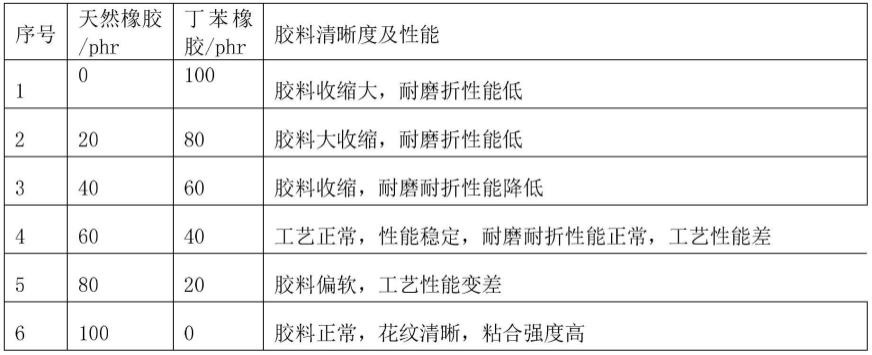
22.三、生胶用量对胶料性能的影响
23.表3
[0024][0025]
通过表3得出,天然橡胶最佳用量为100份。
[0026]
四、补强剂等用量对胶料性能影响
[0027]
表4
[0028]
[0029][0030]
由于采用了上述技术方案,与现有技术相比,提供一种鞋用无味型高粘性黑色围条橡胶及其制备方法,本发明采用天然橡胶通过硫化促进剂和补强体系的最佳配合,大幅度提高了产品的粘合牢度,并提高了其耐用、耐折性能,消除了橡胶围条的气味,产品深得消费者喜爱。
具体实施方式
[0031]
本发明的实施例1:
[0032]
所述的一种鞋用无味型高粘性黑色围条橡胶及其制备方法,其特征在于:按照重量份计算,包括100份标准胶,12份高苯乙烯,1.5份硫磺,3.6份硫化促进剂,3.0份硬脂酸,4.5份纳米氧化锌,22份无味橡胶软化油,3.0份防老剂,0.8份光亮剂,3.0份二甘醇,18份轻质碳酸钙,50份白炭黑,12份环保无味增粘树脂、3.5份橡胶黑色母。
[0033]
所述的一种鞋用无味型高粘性黑色围条橡胶及其制备方法,其特征在于:按上述
重量份数取各组分;包括如下制备步骤:
[0034]
1)制备塑炼胶:将标准胶和高苯乙烯母胶按比例100/12,在密炼机中炼制10-12分钟,再在开放式炼胶机薄通五道,再混合均匀。得威氏可塑度为0.50~0.55的塑炼胶;
[0035]
2)配中料:将“硫化促进剂,硬脂酸,纳米氧化锌,防老剂,光亮剂,二甘醇、橡胶黑色母、环保无味增粘树脂”等材料配制在一起,做为中料。硫磺单独配备。将白炭黑配在一起称为大料1、轻质碳酸钙配料为大料2。无味橡胶软化油单独称量。
[0036]
3)制备混炼胶:塑炼胶、中料及大料1投入密炼机压炼2分30秒,扫粉翻炼15秒后再扫粉翻炼15秒再压炼到到6分钟,再扫粉翻炼至8分钟,再继续扫粉翻炼到12分钟,加入大料2和无味橡胶软化油,继续压炼到14分30秒,翻炼到15分30秒排料,排出的混炼胶在地上摊开冷却后在开炼机3-4mm辊距下拉通翻炼8-10道,包辊、于6-7mm辊距下出片,获得鞋用无味型高粘性黑色围条橡胶。
[0037]
本发明的实施例2:一种鞋用无味型高粘性黑色围条橡胶及其制备方法,其特征在于:按照重量份计算,包括100份标准胶,10份高苯乙烯,1.5份硫磺,3.8份硫化促进剂,3.0份硬脂酸,4.5份纳米氧化锌,20份无味橡胶软化油,3.0份防老剂,0.8份光亮剂,3.0份二甘醇,20份轻质碳酸钙,50份白炭黑,12份环保无味增粘树脂、3.5份橡胶黑色母。制备方法同实施例1。
[0038]
本发明的实施例3:一种鞋用无味型高粘性黑色围条橡胶及其制备方法,其特征在于:按照重量份计算,包括100份标准胶,12份高苯乙烯,1.5份硫磺,3.8份硫化促进剂,3.0份硬脂酸,4.5份纳米氧化锌,20份无味橡胶软化油,3.0份防老剂,0.8份光亮剂,3.0份二甘醇,16份轻质碳酸钙,48份白炭黑,12份环保无味增粘树脂、3.5份橡胶黑色母。制备方法同实施例1。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1