一种1,3-丙二醇的生产方法及生产装置与流程
1.本发明属于化工生产技术领域,涉及一种1,3-丙二醇的生产方法及生产装置。
背景技术:
2.1,3-丙二醇是一种重要的化工原料及中间体,可用于增塑剂、防腐剂、乳化剂等产品的合成,同时也广泛应用于食品、化妆品和制药等行业。
3.现有的1,3-丙二醇制备方法主要包括环氧乙烷一步法、环氧乙烷两步法、丙烯醛水合法、乙醛甲醛缩合法、丙烯酸酯法、生物法、醋酸乙烯氢甲酰化法等。目前,丙烯醛水合法工艺是应用最广的1,3-丙二醇生产方法。丙烯醛水合法工艺生产1,3-丙二醇主要包括两步反应过程,第一步反应是丙烯醛在酸性条件下水合生成3-羟基丙醛,该步反应通常以酸性离子交换树脂或分子筛或负载型无机酸为催化剂;第二步反应是羟基丙醛在液相条件下进行催化加氢即得到1,3-丙二醇,催化剂可选用一些常用的加氢催化剂。
4.丙烯醛水合法工艺生产1,3-丙二醇的技术虽然较为成熟,但其需要精制丙烯醛为原料,该原料价格交个,增加了1,3-丙二醇的生产成本,且第二步加氢反应中使用的加氢催化剂在水相加氢过程中活性组分容易流失从而影响反应的稳定性。
5.因此,开发一种具有低成本且生产过程稳定性高的新型1,3-丙二醇生产工艺具有重要意义。
技术实现要素:
6.本发明提供一种1,3-丙二醇的生产方法,该方法以丙烯为原料进行1,3-丙二醇的生产,且利用催化加氢反应过程中产生的醇类化合物稳定了水相体系中加氢催化剂的活性组分,延长了催化剂的使用,因而该生产方法具有成本低、生产过程稳定的优势。
7.本发明还提供一种1,3-丙二醇的生产装置,该生产装置结构简单,设计合理,可通过该装置实现1,3-丙二醇的连续化生产。
8.本发明第一方面提供一种1,3-丙二醇的生产方法,包括以下步骤:
9.1)在丙烯选择性氧化催化剂的作用下,使丙烯发生选择性氧化反应,得到包含丙烯醛和丙烯酸的第一产物体系;
10.2)在水合催化剂的作用下,使所述第一产物体系进行水合反应,得到包括3-羟基丙醛和3-羟基丙酸的第二产物体系;对所述第二产物体系进行分离处理,分别得到3-羟基丙醛和3-羟基丙酸;
11.3)使3-羟基丙酸酯与3-羟基丙醛混合,得到混合体系;使所述混合体系进行催化加氢反应,得到包括1,3-丙二醇和醇类化合物的第三产物体系;对所述第三产物体系进行分离处理,得到1,3-丙二醇。
12.如上所述的生产方法,其中,使所述第一产物体系进行水合反应之前,还包括在吸收体系中对所述第一产物体系进行吸收处理;
13.所述吸收体系包括水或者含水的混合溶剂;
14.和/或,所述吸收体系中的水与所述第一产物体系中的丙烯醛的质量比为(8~13):1。
15.如上所述的生产方法,其中,所述吸收体系还包括阻聚剂;
16.和/或,所述阻聚剂与所述第一产物体系中丙烯醛的质量比为1:(100~300)。
17.如上所述的生产方法,其中,步骤2)中,所述水合反应的反应温度为30~80℃,反应压力为0.1~2.0mpa,体积空速为0.1~10h-1
。
18.如上所述的生产方法,其中,步骤3)中,所述醇类化合物选自甲醇、乙醇、1-丙醇、1-丁醇中的一种或多种。
19.如上所述的生产方法,其中,步骤3)中,所述酯化反应的反应温度为80~130℃,反应压力为0.1~2.0mpa,体积空速为0.1~10h-1
。
20.如上所述的生产方法,其中,步骤4)中,所述催化加氢反应的反应温度为40~140℃,反应压力为3.0~6.0mpa,体积空速为0.5~4h-1
。
21.如上所述的生产方法,其中,所述催化加氢反应包括依次进行的第一催化加氢反应和第二催化加氢反应,所述第一催化加氢反应的反应温度为40~80℃,所述第二催化加氢反应的反应温度为80~120℃,所述第一催化加氢反应的反应温度与所述第二催化加氢反应的反应温度的差值不低于10℃。
22.本发明第二方面提供一种1,3-丙二醇的生产装置,包括依次连通的丙烯选择性氧化反应单元、水合反应单元、第一分离单元、酯化反应单元、催化加氢单元、第二分离单元;
23.所述第一分离单元还与所述催化加氢反应单元直接连通。
24.如上所述的生产装置,其中,所述丙烯选择性氧化反应单元与所述水合反应单元之间还设置有吸收单元。
25.本发明的实施,至少具有以下优势:
26.1、相比于传统的丙烯醛水合法生产工艺,本发明以更为廉价的丙烯为原料,且在对丙烯氧化后,并未对氧化体系进行精制得到丙烯醛后进行后续工艺,而是充分利用氧化反应中产生的主要副产物丙烯酸,使其也作为重要的中间原料通过酯化反应、催化加氢反应后转化为1,3-丙二醇,因此本发明的1,3-丙二醇生产方法具有明显的成本优势。
27.2、本发明的1,3-丙二醇生产方法在将3-羟基丙酸酯催化加氢转化为1,3-丙二醇的过程中,还会生成醇类化合物产物,醇类化合物能够减轻水相加氢体系中的水分子氢键对活性组分的强相互作用,使得加氢催化剂的活性组分不易流失,催化剂的寿命显著提升,工艺运行过程更为平稳。并且产生的醇类化合物可返回至酯化反应中循环使用,进一步降低生产成本。
28.3、本发明的1,3-丙二醇的生产装置,结构简单,设计合理,可通过该装置实现1,3-丙二醇的连续化生产。
附图说明
29.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
30.图1为本发明一实施例的1,3-丙二醇生产装置示意图;
31.图2为本发明又一实施例的1,3-丙二醇生产装置示意图;
32.图3为本发明对比例1的1,3-丙二醇生产装置示意图。
33.附图标记说明:
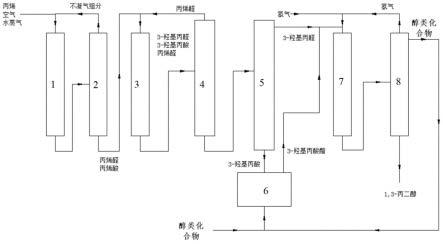
34.1-丙烯选择性氧化反应器;2-丙烯醛吸收塔;3-水合反应器;4-脱醛塔;5-第一分离塔;6-酯化反应器;7-催化加氢反应器;7a-第一催化加氢反应器;7b-第二催化加氢反应器;8-第二分离塔。
具体实施方式
35.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明的实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.本发明第一方面提供一种1,3-丙二醇的生产方法,包括以下步骤:1)在丙烯选择性氧化催化剂的作用下,使丙烯发生选择性氧化反应,得到包含丙烯醛和丙烯酸的第一产物体系;2)在水合催化剂的作用下,使第一产物体系进行水合反应,得到包括3-羟基丙醛和3-羟基丙酸的第二产物体系;对第二产物体系进行分离处理,分别得到3-羟基丙醛和3-羟基丙酸;3)使3-羟基丙酸与醇类化合物进行酯化反应,得到3-羟基丙酸酯;4)使3-羟基丙酸酯与3-羟基丙醛混合,得到混合体系;使混合体系进行催化加氢反应,得到包括1,3-丙二醇和醇类化合物的第三产物体系;对第三产物体系进行分离处理,得到1,3-丙二醇。
37.本发明的1,3-丙二醇生产方法,经过丙烯选择性氧化得到丙烯醛和丙烯酸、丙烯醛和丙烯酸进行水合反应得到3-羟基丙醛和3-羟基丙酸、3-羟基丙酸进行酯化反应得到3-羟基丙酸酯,3-羟基丙酸酯和3-羟基丙醛混合进行催化加氢等反应过程,最终生产得到1,3-丙二醇。相比于传统的丙烯醛水合法生产工艺,本发明以更为廉价的丙烯为原料,且在对丙烯氧化后,并未对氧化体系进行精制得到丙烯醛进行后续工艺,而是充分利用了氧化反应中产生的主要副产物丙烯酸,使其也作为重要的中间原料最终转化为1,3-丙二醇,因此本发明的1,3-丙二醇生产方法具有明显的成本优势。此外,在最终催化加氢反应生产1,3-丙二醇的步骤中,3-羟基丙酸酯在加氢反应中的产物除1,3-丙二醇外,还有醇类化合物,由于醇类化合物的存在,减轻了水相加氢体系中水分子氢键对活性组分的强相互作用,使得加氢催化剂的活性组分不易流失,催化剂寿命显著提升,工艺运行过程更为平稳。并且氢化过程中产生的醇类化合物可返回至酯化反应中循环使用,进一步降低生产成本。
38.本发明对于丙烯选择性氧化反应的条件不作具体限定,可采用经典的丙烯空气氧化生产丙烯醛的工艺,即:将丙烯、空气和水蒸气混合后,在310~330℃,0.1~0.3mpa压力下,采用mo-bi系丙烯选择性氧化催化剂进行氧化反应,得到第一产物体系,第一产物体系中至少包括主产物丙烯醛和副产物丙烯酸。为了更近一步降低对原料丙烯的消耗,在丙烯选择性氧化反应中,不必如传统丙烯醛生产方式只专注于提升丙烯醛的收率,降低副产物丙烯酸的收率,这样会导致丙烯醛和丙烯酸总收率的降低,可以通过对工艺条件的调整、催化剂装填方式的改变,尽可能使丙烯酸和丙烯酸的总收率达到最优。
39.第一产物体系中除了丙烯醛、丙烯酸等产物外,通常还未有一些未反应完的丙烯、
空气以及副产的其他杂质气体,因此在对第一产物体系进行水合反应之前,还可在吸收体系中对第一产物体系进行吸收处理,其中,吸收体系包括水或者含水的混合溶剂,优选为水。主要利用丙烯醛和丙烯酸能溶于水的特性将第一产物体系对第一产物体系进行简单精制,除去其中不溶于水的杂质。
40.为达到更好的吸收效果,可控制吸收体系中的水与第一产物体系中丙烯醛的质量比为(8~13):1。
41.进一步的,为了避免第一产物体系中不稳定组分的聚合,吸收体系中还包括阻聚剂。本发明对阻聚剂的种类不进行别限定,只要能满足丙烯醛和丙烯酸的阻聚效果即可,可选自包括但不局限于对苯二酚、吩噻嗪、4-甲氧基苯酚中的一种或多种。
42.为达到更好的阻聚效果,可控制阻聚剂与第一产物体系中丙烯醛的质量比为1:(100~300)。
43.本发明并不限定阻聚剂只能在吸收操作时加入,在吸收完成后进行水合反应前也可以加入,或者在两步骤中一同加入也可以。
44.本发明对水合反应的条件也不作具体限定,可参考本领域常规的水合反应的条件。其中,水合催化剂可选择的范围包括但不局限于无机酸、有机酸、离子交换树脂催化剂、离子液体催化剂、分子筛催化剂以及氧化铝负载催化剂等常用的酸性催化剂,优选使用离子交换树脂催化剂,更优选使用螯合型阳离子交换树脂催化剂。水合反应的反应温度为30~80℃,反应压力为0.1~2.0mpa,体积空速为0.1~10h-1
。以上条件均能满足丙烯醛和丙烯酸的水合要求。
45.在水合反应完成后,所得到的第二产物体系除3-羟基丙醛与3-羟基丙酸外,还可能包括一部分未反应完的丙烯醛。可先将第二产物体系通入脱醛塔中通过精馏操作除去未反应完的丙烯醛后,再通入分离塔中继续精馏,分别分离得到3-羟基丙醛和3-羟基丙酸。
46.分离得到的3-羟基丙酸与醇类化合物进行酯化反应,其中,醇类化合物选自甲醇、乙醇、1-丙醇、1-丁醇中的一种或多种,优选为乙醇。为促进3-羟基丙酸的完全转化,可控制醇类化合物与3-羟基丙酸的摩尔比为(1~2):1。
47.酯化反应中通常也需要加入酸作为催化剂催化反应的进行,本发明可选的催化剂包括但不限于无机酸、有机酸、离子交换树脂催化剂、离子液体催化剂、分子筛催化剂以及氧化铝负载催化剂等常规使用的酸催化剂。
48.进一步的,可在反应温度为80~130℃,反应压力为0.1~2.0mpa,体积空速为0.1~10h-1
的反应条件下进行上述酯化反应,得到3-羟基丙酸酯。
49.在获得3-羟基丙酸酯后,再将3-羟基丙酸酯与步骤2)中分离得到的3-羟基丙醛进行混合,对混合体系进行催化加氢。3-羟基丙酸酯与3-羟基丙醛可在同一催化加氢条件下加氢反应,其中,3-羟基丙酸酯经过催化加氢反应生成1,3-丙二醇和醇类化合物,3-羟基丙醛经过催化加氢反应生成1,3-丙二醇。加氢过程中产生的醇类化合物能够稳定加氢催化剂中的活性组分,增加催化剂的使用寿命,保证生产过程中的稳定性,反应完毕后,还可将分离得到的醇类化合物返回至酯化反应操作中循环使用。
50.本发明对催化加氢反应中使用的催化剂不作特别限定,其活性组分可选择的范围包括但不局限于cu、ni、pd、ru中的一种或多种,优选为以cu、pd或cu-pd为活性组分的催化剂。
51.本发明的催化加氢反应可在反应温度为40~140℃,反应压力为3.0~6.0mpa,体积空速为0.5~4h-1
的反应条件下进行。
52.进一步的,可将催化加氢反应分为依次进行的第一催化加氢反应和第二催化加氢反应,其中,第一催化加氢反应的温度为40~80℃,第二催化加氢反应的温度为80~120℃,且第一催化加氢反应和第二催化加氢反应的温度差值不低于10℃。第一催化加氢反应的温度较低,可以避免因反应起始阶段3-羟基丙醛浓度较高造成的3-羟基丙醛的自聚反应,而随着加氢反应的进行,3-羟基丙醛浓度降低到一定程度,需要深度加氢才能反应完全,此时进行反应温度更高的第二催化加氢反应,可以使剩余的3-羟基丙醛加氢完全,还可以将部分自聚的3-羟基丙醛再次加氢裂化为1,3-丙二醇,提升总体的产品收率,降低副产物的含量。
53.本发明第二方面提供一种1,3-丙二醇的生产装置,包括依次连通的丙烯选择性氧化反应单元、水合反应单元、第一分离单元、酯化反应单元、催化加氢反应单元、第二反应单元;第一分离单元还与催化加氢反应单元直接连通。
54.其中,丙烯选择性氧化反应单元用于进行丙烯的选择性氧化反应、水合反应单元用于第一产物体系进行水合反应、第一分离单元用于分离第二产物体系中的3-羟基丙醛和3-羟基丙酸、酯化反应单元用于进行3-羟基丙酸的酯化反应、催化加氢单元用于进行3-羟基丙酸酯和3-羟基丙醛混合体系的催化加氢反应、第二分离单元用于分离催化加氢反应产物中的1,3-丙二醇和醇类化合物。
55.具体的,第一反应分离单元包括第一出口和第二出口,其中,第一出口与酯化反应单元连通,用于将分离出的3-羟基丙酸转移至酯化反应单元中进行酯化反应,第二出口与催化加氢反应单元连通,用于将分离出的3-羟基丙醛转移至催化加氢反应单元中进行催化加氢反应。
56.进一步的,在丙烯选择性氧化反应单元与水合反应单元之间还设置有吸收单元,吸收单元用于吸收第一产物体系中的不凝气组分。
57.图1为本发明一实施例的1,3-丙二醇生产装置示意图,图2为本发明又一实施例的1,3-丙二醇生产装置示意图,在图1和图2中,生产装置中丙烯选择性氧化单元具体为丙烯选择性氧化反应器1、吸收单元具体为丙烯醛吸收塔2、水合反应单元具体为水合反应器3、分离单元包括脱醛塔4和第一分离塔5、酯化反应单元具体为酯化反应器6、催化加氢反应单元具体为催化加氢反应器7(如图1所示)或者依次串联的第一催化加氢反应器7a和第二催化加氢反应器7b(如图2所示)、第二分离单元具体为第二分离塔8。
58.下面将结合图1中生产装置对本发明一实施方式的1,3-丙二醇的生产方法进行说明:首先,将丙烯、空气、水蒸气等原料通过进料管线通入丙烯选择性氧化反应器1中,在催化剂的作用下,丙烯选择性氧化后得到以丙烯醛为主,且同时含有丙烯酸副产物的第一产物体系;接着,第一产物体系进入丙烯醛吸收塔2中,不凝气组分从塔顶分离,包括丙烯醛和丙烯酸的其余组分则被吸收介质吸收后以液相组成进入水合反应器3中,其中丙烯醛水合生成3-羟基丙醛,丙烯酸水合生成3-羟基丙酸,从而得到至少包括3-羟基丙醛和3-羟基丙酸的第二产物体系;其次,第二产物体系进入脱醛塔4中,将未反应的丙烯醛分离后,剩余物料进入第一分离塔5中,通过精馏将3-羟基丙醛和3-羟基丙酸分离开,其中,轻组分3-羟基丙醛从塔顶分出后进入催化加氢反应器7中,重组分3-羟基丙酸从塔底分出后进入酯化反
应器6中与醇类化合物发生酯化反应,得到3-羟基己酸酯;酯化反应后得到的3-羟基己酸酯进入催化加氢反应器7中与3-羟基丙醛混合并进行催化加氢反应,其中3-羟基丙醛催化加氢生成1,3-丙二醇,3-羟基丙酸酯催化剂加氢生成1,3-丙二醇和醇类化合物,因此得到的第三产物体系中至少包括1,3-丙二醇和之前的醇类化合物原料;最后,使第三产物体系进入第二分离塔8中进行分离,分离出的1,3-丙二醇即为最终产品、分离出的醇类化合物则返回至酯化反应器6中循环使用,如还有部分过量的氢气也返回至催化加氢反应器7中循环使用。
59.以下将结合具体的实施例对本发明提供的1,3-丙二醇的生产方法进行进一步详细地介绍。
60.在下述实施例中,如无特殊说明,所有原料均可通过商购或常规方法制备得到。
61.实施例1
62.本实施例采用如图2所示的生产装置生产1,3-丙二醇,具体生产方法包括以下步骤:
63.1)将丙烯、空气、水蒸气按照体积比为9:70:21通入丙烯选择性氧化反应器1中,总空速为1000h-1,反应器盐浴温度为320℃,压力为10kpa(g),在专利cn1042200c中实施例2公开的催化剂的催化作用下进行反应,得到包括水、丙烯醛和丙烯酸的物料流股;
64.对步骤1)生成的物料流股取样通过气相色谱检测可知,丙烯转化率为98.2%,丙烯醛收率为81.62%,丙烯酸收率为11.80%,丙烯醛与丙烯酸的摩尔比为6.9:1。
65.2)将步骤1)生成的物料流股通入丙烯醛吸收塔2中,经吸收体系吸收后,不凝气组分从塔顶分离,其余组份被吸收体系吸收后以液相流股进入水合反应器3中;
66.其中,吸收体系包括吸收介质与阻聚剂对苯二酚,吸收介质为脱盐水,脱盐水与丙烯醛的质量比为10:1,对苯二酚与丙烯醛的质量比为1:200;
67.对步骤2)得到的液相流股取样通过气相色谱检测可知,吸收体系对丙烯醛和丙烯酸的吸收率均为99%。
68.3)在水合反应器3中,液相流股中的丙烯醛水合生成3-羟基丙醛,丙烯酸水合生成3-羟基丙酸,从而得到包括水、3-羟基丙醛、3-羟基丙酸以及部分未反应的丙烯醛的物料流股;
69.其中,水合反应器3中装填有螯合型阳离子交换树脂催化剂,水合反应的体积空速为0.5h-1
,反应温度为50℃,反应压力为0.1mpa;
70.对步骤3)产生的物料流股取样通过气相色谱检测可知,丙烯醛的转化率为65.3%、3-羟基丙醛的收率为60.7%、丙烯酸的转化率为99.1%、3-羟基丙酸的收率为98.2%。
71.4)将步骤3)产生的物料流股通入脱醛塔4中,分离除去未反应的丙烯醛,从而得到包括水、3-羟基丙醛和3-羟基丙酸的物料流股;
72.其中,脱醛塔4为填料塔,内装有bx型规整板波纹网填料,塔顶温度为20℃,塔釜温度为65℃,塔的绝对压力为0.02mpa。
73.5)将步骤4)得到的物料流股通入第一分离塔5中,从塔顶分离采出3-羟基丙醛通入第一催化加氢反应器7a中,从塔底分离采出3-羟基丙酸通入酯化反应器6中;
74.其中,第一分离塔5为板式塔,塔顶温度为60℃,塔釜温度为95℃,塔的绝对压力为
羟基丙醛以及部分未反应的丙烯醛的物料流股;
92.其中,水合反应器3中装填有螯合型阳离子交换树脂催化剂,水合反应的体积空速为0.5h-1
,反应温度为50℃,反应压力为0.1mpa;
93.对步骤2)产生的物料流股取样通过气相色谱检测可知,丙烯醛的转化率为65.5%、3-羟基丙醛的收率为60.8%。
94.3)将步骤2)产生的物料流股通入脱醛塔4中,分离除去未反应的丙烯醛,从而得到包括3-羟基丙醛和水的物料流股;
95.其中,脱醛塔4为填料塔,内装有bx型规整板波纹网填料,塔顶温度为20℃,塔釜温度为65℃,塔的绝对压力为0.02mpa。
96.4)将步骤3)得到的物料流股通入第一催化加氢反应器7a中,在50℃下进行第一催化加氢反应,第一催化加氢反应完成后得到的物料流股继续进入第二催化加氢反应器7b中在120℃下进行第二催化加氢反应,3-羟基丙醛经过第一和第二催化加氢反应后生成1,3-丙二醇,进而得到包括水和1,3-丙二醇的物料流股;
97.其中,第一催化加氢反应器7a和第二催化加氢反应器7b中均装填有负载有cu和pd两种活性组分,pd含量为0.31wt%,cu和pd的摩尔比为1:100,载体为氧化铝的加氢催化剂,两个反应器的液体空速均为3.5h-1
,反应压力均为5.1mpa,在第一催化加氢反应器7a中,氢气与3-羟基丙醛的进料摩尔比为7.2:1;
98.对步骤4)产生的物料流股取样通过气相色谱检测可知,3-羟基丙醛的转化率为99.6%,1,3-丙二醇的收率为96.5%。
99.5)将步骤4)产生的物料流股通入第二分离塔8中,分离出的1,3-丙二醇从塔底采出后收集,过量氢气从塔顶采出后返回至第一催化加氢反应器3中循环利用;
100.其中,第二分离塔8为板式塔,塔顶温度为51℃,塔釜温度为152℃,塔的绝对压力为0.035mpa。
101.催化加氢反应稳定性测试:
102.待实施例1和对比例1的生产过程分别继续运行500h和1000h后,对比实施例1和对比例1第一催化加氢反应和第二催化加氢反应两段加氢反应总的3-羟基丙醛转化率,结果如表1所示:
103.表1
[0104] 运行500h的3-羟基丙醛转化率运行1000h的3-羟基丙醛转化率实施例199.3%98.7%对比例198.1%93.9%
[0105]
通过表1中的对比结果可以看出,实施例1在运行500h和1000h后的3-羟基丙醛转化率均高于对比例1,尤其是在运行1000h后的实施例1的3-羟基丙醛转化率的优势更为明显,其原因在于实施例1在加氢过程中有醇类的引入,减轻了水相加氢体系中水分子氢键对活性组分的强相互作用,从而使催化剂寿命更长,反应性能更稳定。
[0106]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术
方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1