一种聚酰胺复合材料及其制备方法和应用与流程
1.本发明属于工程塑料技术领域,具体涉及一种聚酰胺复合材料及其制备方法和应用。
背景技术:
2.尼龙是发展最早的合成纤维,既可以作纤维,也可作工程塑料。尼龙因其良好的综合性能,如强度高、刚性好、抗冲击、耐油及化学品、耐磨和自润滑性好等,而且原料易得、成本低,因而广泛应用到工业、服装、工程塑料等领域。而经过玻璃纤维增强阻燃改性后的尼龙材料,其机械强度更高,阻燃性更好,在电子电器应用方面可以取代一些金属、及其他热塑性工程塑料。
3.氮系阻燃尼龙是指采用三聚氰胺氰尿酸盐添加阻燃pa66或者pa6树脂的改性产品,该体系有很好的流动性能和阻燃性能,广泛应用于薄壁电子电气和连接器等领域应用。但是市面上的氮系阻燃尼龙改性产品都存在连续高温注塑分解的问题,从而产生严重的模垢现象,影响了材料的注塑成型效率。
技术实现要素:
4.为了克服上述现有技术的缺陷,本发明提出了一种聚酰胺复合材料及其制备方法和应用。具体技术方案如下:
5.一种聚酰胺复合材料,按重量份计,包括以下组分:
6.聚酰胺66或聚酰胺6树脂35-70份;
7.mca阻燃剂5-25份;
8.玻璃纤维5-35份;
9.所述mca阻燃剂的粒径分布≥2,所述mca阻燃剂的含水量≤0.2wt%。
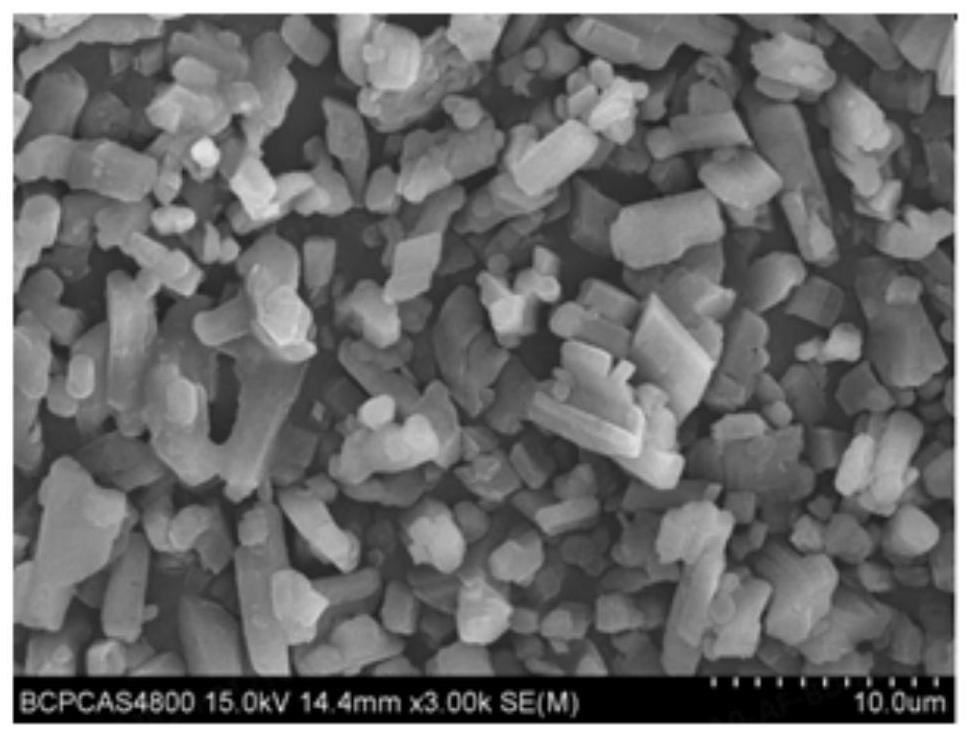
10.湿法mca阻燃剂:参见图1,湿法mca阻燃剂通常采用水为反应介质、酸性水介质或碱性水介质中进行,湿法制mca需用大量的水。
11.干法mca阻燃剂:参见图2,干法mca阻燃剂通常采用捏合型混合器制备,加入原料混合并加热,用喷洒方式加入少量水。
12.进一步地,所述mca阻燃剂的粒径分布≥2且≤50。其中,“粒径分布”是指d90粒径与d50粒径的比值。粒径分布若太大,不利于mca阻燃剂的分散性能,材料遇高温易分解;若粒径分布太小,mca阻燃剂粉体不容易下料。粒径分布依照gb/t 19077-2016标准,采用激光衍射法。
13.进一步地,所述mca阻燃剂的含水量在0.1-0.2wt%。水分在高温作用下对尼龙会有催化降解的作用。含水量采用红外水分检测方法,取15g原材料,测试在150℃、5min条件下的水分含量。
14.进一步地,玻璃纤维为无碱玻璃纤维(e玻璃纤维)、高碱玻璃纤维(a玻璃纤维)、特种玻璃纤维(s玻璃纤维)、d玻璃纤维、中碱玻璃纤维(c玻璃纤维)、石英玻璃纤维中的一种
或多种。
15.进一步地,所述聚酰胺复合材料还包括0-1份助剂。
16.进一步地,所述助剂为抗氧剂或润滑剂中的一种或多种。所述抗氧剂可以为n,n'-双-(3-(3,5-二叔丁基-4-羟基苯基)丙酰基)己二胺或卤化铜,所述润滑剂可以为硬脂酸硬脂醇酯或硬脂酸盐等。
17.进一步地,所述聚酰胺66或聚酰胺6树脂的相对粘度为2.0-2.5。相对粘度的测试标准为iso 307-2007。聚酰胺66或聚酰胺6树脂的相对粘度如果太高,则流动性太差,注塑时需要的温度较高,会产生更多的分解,造成模垢;相对粘度如果过低,则材料的分子量太低,材料本身的耐热性能变差,也会产生分解,造成模垢。
18.本发明还提供上述聚酰胺复合材料的制备方法,包括以下步骤:
19.s1:按照配比,称取各组分预混合后,得到预混物;
20.s2:将步骤s1的预混物投入到挤出机中,进行熔融共混并挤出造粒,得到所述聚碳酸酯组合物。
21.进一步地,所述挤出机为双螺杆挤出机,所述双螺杆挤出机的螺杆长径比为(40-48):1;螺筒温度为200-275℃;螺杆转速为250-500rpm。
22.本发明还提供上述聚酰胺复合材料在制备低压电器、连接器中的应用,特别适用于轨道交通领域。
23.本发明与现有技术相比具有如下优点:
24.本发明通过合理控制mca阻燃剂的粒径分布和含水量,可以实现良好的阻燃剂分散和提升产品的耐温分解能力,降低整体材料在连续高温注塑下产生的分解,从而改善产品的注塑模垢表现,提升注塑成型效率。本发明制得的聚酰胺复合材料,所产生的模垢量在0.94-1.48mg范围内,灼热丝可燃性指数在930-960gwfi/1.0mm,兼具低模垢和高阻燃性能的优点。
附图说明
25.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
26.图1为干法mca阻燃剂的电镜图;
27.图2为湿法mca阻燃剂的电镜图。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.《实施例和对比例的制备》
30.本发明实施例和对比例所用的原材料均来源于市购,但不限于这些材料:
31.聚酰胺1#:pa66ep1107,相对粘度为2.35,浙江华峰集团;
32.聚酰胺2#:pa6hy-2500a,相对粘度为2.41,江苏海阳化纤有限公司;
33.聚酰胺3#:pa66u2501,相对粘度1.8,英威达尼龙化工(中国)有限公司;
34.聚酰胺4#:pa66u4800,相对粘度2.81,英威达尼龙化工(中国)有限公司;
35.阻燃剂a:粒径分布为25、含水量为0.15wt%,牌号mc-25,江苏南通意特化工有限公司;
36.阻燃剂b:粒径分布为2、含水量为0.1wt%,牌号mca,厂家寿光卫东化工有限公司阻燃剂厂;
37.阻燃剂c:粒径分布为50、含水量为0.2wt%,牌号mc50,寿光普尔化工有限公司;
38.阻燃剂d:粒径分布为4.5、含水量为0.35wt%,牌号为三聚氰胺氰尿酸盐mca,寿光卫东化工有限公司;
39.阻燃剂e:粒径分布为5.6、含水量为0.42wt%,牌号为氮系阻燃润滑剂mca,四川省精细化工设计研究院;
40.阻燃剂f:粒径分布为1.5、含水量为0.15wt%,牌号mca-01,厂家四川省精细化工设计研究院;
41.玻璃纤维:ecs10-03-568h,中国巨石股份有限公司;
42.抗氧剂:n,n'-双-(3-(3,5-二叔丁基-4-羟基苯基)丙酰基)己二胺,市售,平行实验使用同一市售产品;
43.润滑剂:硬脂酸硬脂醇酯,市售,平行实验使用同一市售产品。
44.本发明实施例和对比例的制备方法如下:
45.s1:按照表1、表3的配比,称取各组分预混合后,得到预混物;
46.s2:将步骤s1的预混物投入到双螺杆挤出机中,进行熔融共混并挤出造粒,得到聚碳酸酯组合物。
47.双螺杆挤出机的螺杆长径比为40:1,双螺杆挤出机的螺筒温度为260℃,双螺杆挤出机的螺杆转速为400rpm。
48.《测试标准》
49.本发明各实施例和对比例的性能测试标准如下:
50.模垢:采用带有模垢收集器模具的注塑机,在270℃、265℃、260℃、255℃的注塑温度下,连续注塑200模,取下最后收集模具中的模垢样品,采用分析天平进行称重,得到最终的模垢重量。
51.灼热丝可燃性指数:参照标准i ec 60695-2-12,注塑100*100*1.0mm的方板试样,按照逐步温度提升的方法进行测试,起始测试温度为700℃,测试通过后逐步升温。灼热丝可燃性指数用于表征材料的阻燃性能。
52.表1.实施例1-8配方(重量份)
[0053][0054][0055]
表2.实施例1-8的性能测试结果
[0056][0057]
表3.对比例1-5配方(重量份)
[0058] 对比例1对比例2对比例3对比例4对比例5聚酰胺1#54.454.454.454.454.4阻燃剂a
ꢀꢀ
230 阻燃剂d15
ꢀꢀꢀꢀ
阻燃剂e 15
ꢀꢀꢀ
阻燃剂f
ꢀꢀꢀꢀ
15玻璃纤维3030303030抗氧剂0.20.20.20.20.2润滑剂0.40.40.40.40.4
[0059]
表4.对比例1-5的性能测试结果
[0060]
测试项目对比例1对比例2对比例3对比例4对比例5模垢(mg)2.982.851.752.732.69灼热丝可燃性指数(gwfi/1.0mm)85087575080075
[0061]
对比例1、2与实施例1相比,对比例1、2使用的mca阻燃剂的含水率超范围,导致对比例1、2的模垢增加,灼热丝可燃性指数降低。
[0062]
对比例3、4与实施例1相比,mca阻燃剂的份数超范围,最终导致对比例3、4的模垢增加,灼热丝可燃性指数降低。
[0063]
对比例5与实施例1相比,对比例5使用的mca阻燃剂的粒径分布小于2,导致对比例5的模垢增加,灼热丝可燃性指数降低。
[0064]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1