耐化学性注塑级超韧PET彩妆包材及其动态变模温注塑成型方法与流程
耐化学性注塑级超韧pet彩妆包材及其动态变模温注塑成型方法
技术领域
1.本发明涉及高分子复合材料技术领域,具体涉及一种耐化学性注塑级超韧pet彩妆包材及其动态变模温注塑成型方法。
背景技术:
2.化妆品是指以涂抹、喷洒等方式使用于人体表面,以达到清洁、保养、美容等目的的化学工业品或精细化工产品。其基质原料主要是油性原料,包括油脂类、蜡类、碳氢化合物以及组成这些成分的高级脂肪酸、高级醇类。而彩妆因为能够赋予皮肤色彩,修整肤色、加强眼、鼻部位的阴影,增强五官立体感,遮盖皮肤的缺陷,被广泛应用。
3.化妆品包材一般采用玻璃材质或者塑料材质,塑料材质相对于玻璃材质,质轻且不易破裂,因此化妆品包材更多地采用塑料材质的。
4.pet(聚对苯二甲酸乙二酯)是由对苯二甲酸和乙二醇形成的缩聚物。pet材料具有质轻、透明度高等特性,能够广泛应用于生活用品,日化包装等领域。对于非结晶性的pet树脂,耐强碱、乙酸乙酯等有机溶剂的能力较弱。如彩妆中指甲油,通常以乙酸乙酯做为溶剂制备,在长时间的储存过程中,乙酸乙酯会与pet材质的包材发生反应,影响产品的性能与包材的稳定性。另外,由于pet的分子链结构的高度对称性及对苯基键的刚性,使其韧性较差,抗冲击强度较低,材料表现为脆性,需要对其进行改性,提高pet的韧性。中国专利cn105524433b公开了一种高韧性pet的制备方法,在pet基体中添加支化聚苯乙烯bps、液体石蜡,通过熔融共混,得到高韧性pet,该高韧性pet与纯pet相比,其冲击强度提高了10%~20%,且断裂伸长率达到50%~400%,其韧性得到了很大的提高。但是,pet结晶速度慢、模塑与成型周期长的缺陷没有得到改善,注塑成型效果差。
技术实现要素:
5.本发明的目的在于克服现有技术的不足,提供一种耐化学性注塑级超韧pet彩妆包材及其动态变模温注塑成型方法。
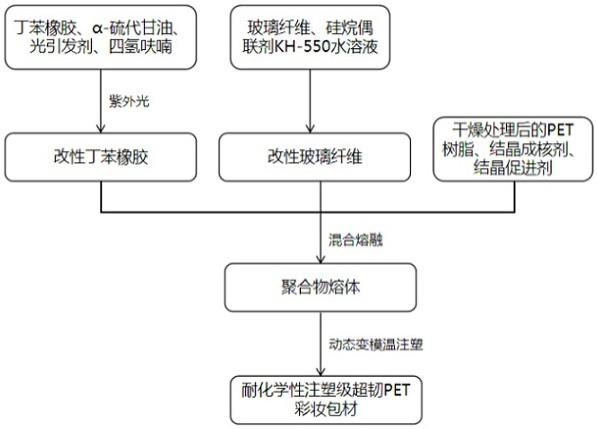
6.为了实现上述目的,本发明采用的技术方案如下:耐化学性注塑级超韧pet彩妆包材的动态变模温注塑成型方法,包括以下步骤:步骤一、制备改性丁苯橡胶:将丁苯橡胶加入到四氢呋喃中,搅拌溶解后,加入α-硫代甘油和光引发剂,在氮气氛围和紫外光照射下反应,反应完成后,用无水乙醇沉淀,沉淀物进行干燥,得到改性丁苯橡胶;步骤二、制备改性玻璃纤维:将玻璃纤维加入硅烷偶联剂kh-550水溶液中,搅拌、过滤、干燥后,加热,得到改性玻璃纤维;步骤三、将pet树脂干燥处理后,与改性丁苯橡胶、改性玻璃纤维、结晶成核剂、结晶促进剂混合熔融,得到聚合物熔体;步骤四、聚合物熔体经动态变模温注塑工艺注塑成型,得到耐化学性注塑级超韧
pet彩妆包材。
7.优选地,所述步骤一中:丁苯橡胶、四氢呋喃、α-硫代甘油和光引发剂、无水乙醇的质量比为(20-40):(400-600):(40-60):(0.01-0.03):(500-800);光引发剂包括光引发剂dmpa(安息香二甲醚)、光引发剂bp(二苯甲酮)中的任一种;紫外光的波长为350-375nm,反应的时间为1.5-2.5h。
8.优选地,所述步骤二中:硅烷偶联剂kh-550水溶液的浓度为1-2%(硅烷偶联剂kh-550水溶液中硅烷偶联剂kh-550的质量百分含量为1-2%);玻璃纤维与硅烷偶联剂kh-550水溶液的质量比为1:(50-100);搅拌的条件为:搅拌速度300-500r/min,搅拌温度70-80℃,搅拌时间3-5h;干燥温度50-60℃;加热条件为:加热温度100-120℃,加热时间30-60min。
9.优选地,所述步骤三中,干燥处理后的pet树脂、改性丁苯橡胶、改性玻璃纤维、结晶成核剂、结晶促进剂的质量比为(80-100):(20-30):(8-12):(1-5):(5-10);熔融的温度为265~280℃。
10.优选地,所述pet树脂干燥处理的条件为:干燥温度为150-160℃,干燥时间为4-6h,优选地,所述结晶成核剂包括纳米蒙脱土;所述结晶促进剂包括聚乙二醇2000。
11.优选地,所述步骤四中,动态变模温注塑工艺包括四个阶段;所述四个阶段分别为模具加热阶段、模具高温保持阶段、模具冷却阶段和模具低温保持阶段;所述模具加热阶段的温度为220-250℃,所述模具高温保持阶段的温度为220-250℃,所述模具冷却阶段的温度为120-140℃,所述模具低温保持阶段的温度为120-140℃。
12.在聚合物熔体通过模头注射到模具之前,将模具加热至高温(聚合物熔体的玻璃化转变温度以上),开始向模具内注射聚合物熔体;在聚合物熔体充模流动过程中,使模具始终保持高温(聚合物熔体的玻璃化转变温度以上);聚合物熔体注射完成后,使模具温度快速降低,冷却模具中聚合物熔体;保持模具的低温状态,使聚合物熔体冷却成型。
13.本发明还提供了一种动态变模温注塑装置,聚合物熔体是通过该动态变模温注塑装置进行注塑成型处理的。所述动态变模温注塑装置包括机体、设置在所述机体上的注塑机构、设置在所述机体内部的变模温机构,所述注塑机构包括上模具、下模具,所述上模具与所述下模具合模并向合模后的内部空腔注入聚合物熔体以对聚合物熔体进行注塑成型处理;所述变模温机构包括阻隔件、活塞筒,所述上模具与所述下模具均设置有冷却水循环与蒸汽加热循环,冷却水循环与蒸汽加热循环的送入端上均设置有所述阻隔件,两侧的所述阻隔件依次间歇开合,使所述上模具与所述下模具反复进行升温、保持高温、降温、保持低温的循环过程,所述活塞筒设置在所述机体上,所述活塞筒将冷却水循环的送入端与蒸汽加热循环的送入端相通,使蒸汽加热循环进行工作时所述活塞筒开通,冷却水循环进行工作时所述活塞筒闭合。
14.优选地,所述注塑机构还包括工作台、支柱、顶板、液压缸、注塑器,所述机体上固定安装有所述工作台,所述工作台上固定安装有所述支柱,所述支柱顶端固定安装有所述顶板,所述顶板上固定安装有所述液压缸,所述液压缸贯穿所述顶板,所述液压缸的伸杆位于所述顶板的下方,所述支柱上滑动配合有所述注塑器,所述注塑器与所述液压缸的伸杆固定安装。
15.优选地,所述注塑器底面固定安装有所述上模具,所述上模具与所述注塑器底部相通,所述工作台上固定安装有缓冲弹簧,所述缓冲弹簧顶端固定安装有所述下模具,所述
下模具与所述上模具相对,所述机体内固定安装有原料箱,所述原料箱与所述注塑器之间设置有送料管,所述送料管贯穿所述机体的壁面,所述送料管的一端与所述原料箱相通,所述送料管的另一端与所述注塑器相通,所述机体一侧固定安装有控制器。
16.优选地,所述变模温机构还包括冷却水箱、蒸气箱、冷却管、蒸气管,所述机体内固定安装有所述冷却水箱,所述机体内固定安装有所述蒸气箱,所述机体内固定安装有多个所述阻隔件,一侧的所述阻隔件与所述冷却水箱相通,另一侧的所述阻隔件与所述蒸气箱相通,一侧的所述阻隔件上固定安装有多个所述冷却管,所述冷却管与一侧的所述阻隔件相通,所述冷却管贯穿所述机体的壁面,所述冷却管分别贯穿所述上模具与所述下模具,另一侧的所述阻隔件上固定安装有多个所述蒸气管,所述蒸气管与另一侧的所述阻隔件相通,所述蒸气管贯穿所述机体的壁面,所述蒸气管分别贯穿所述上模具与所述下模具。
17.优选地,所述机体上固定安装有滑轨,所述滑轨位于两侧的所述阻隔件之间,所述滑轨上滑动配合有联动齿条,所述联动齿条的两端均固定安装有阻隔板,两侧的所述阻隔板均延伸至两侧的所述阻隔件的内部,所述阻隔板与所述阻隔件滑动配合,所述阻隔板与所述阻隔件之间密封连接。
18.优选地,所述机体上固定安装有轴杆,所述轴杆上转动配合有摆动件,所述摆动件的一端为扇形结构,所述摆动件的一端弧面设置有齿,所述摆动件的一端与所述联动齿条底部相啮合,所述摆动件的另一端为伸缩杆结构,所述摆动件的另一端上设置有凸起块,所述机体上固定安装有固定架,所述固定架上转动配合有往复轮,所述往复轮上开设有环形槽,所述摆动件的凸起块与所述往复轮的环形槽滑动配合。
19.优选地,所述固定架上固定安装有限制架,所述限制架设置方向与所述往复轮的轴线方向平行,所述限制架套设在所述摆动件的凸起块上,所述机体内固定安装有电机,所述电机的输出轴与所述往复轮的转动轴上张紧有皮带。
20.优选地,所述摆动件上固定安装有轮盘,所述轮盘的旋转轴线与所述轴杆的旋转轴线位于同一条轴线上,所述轮盘上转动配合有活塞杆,所述活塞杆贯穿所述机体的壁面,所述机体上固定安装有所述活塞筒,所述活塞筒内的活塞与所述活塞杆转动配合,所述活塞筒上固定安装有多个辅助管,所述辅助管在所述活塞筒内的活塞移动至下方时与所述活塞筒相通,所述辅助管与所述冷却管的送入端和所述蒸气管的送入端分别相通。
21.与现有技术相比,本发明具有以下有益效果:本发明采用pet树脂作为彩妆包材的基材,与pvc等树脂相比,pet树脂中一般不含邻苯二甲酯类增塑剂,避免了增塑剂在与含油性原料的化妆品长期接触过程中,从塑料包材中迁移到化妆品,使得邻苯二甲酯类增塑剂对人体系统造成不良影响;向pet树脂中添加改性丁苯橡胶、改性玻璃纤维、结晶成核剂、结晶促进剂,改性丁苯橡胶和改性玻璃纤维的加入,有效克服了pet材料韧性差、冲击强度低的问题;结晶成核剂与结晶促进剂的加入,能够促进pet树脂的结晶,改善pet树脂结晶速度慢的问题,缩短彩妆包材的成型周期;另外,结晶成核剂与结晶促进剂中的官能团(如-oh)能够与pet树脂的酯键形成氢键,能够有效克服非结晶性pet树脂与强碱、有机溶剂等相互作用而影响性能的问题,提高了pet材料的耐化学性;本发明中的改性丁苯橡胶,是在光引发剂的诱导下,紫外光照射下,使α-硫代甘油分子中的巯基和双键发生点击反应,在丁苯橡胶的分子链上引入羟基,在混合熔融过程中,丁苯橡胶的分子链上引入的羟基与pet分子上的酯键形成氢键,能够提高丁苯橡胶弹性体
粒子在连续相pet树脂基体中的分散性和两相间的相容性,克服了因两相不相容造成的相与相的界面处粘结力弱,在受到外力作用时,相界面处容易发生相分离而降低材料强度的问题;本发明中的改性玻璃纤维,是用硅烷偶联剂kh-550对玻璃纤维进行改性,改性过程中硅烷偶联剂kh-550与玻璃纤维表面的羟基产生了化学键合,从而改善了玻璃纤维与pet树脂的界面结合,提高材料的力学性能;本发明中,通过注塑成型制备耐化学性注塑级超韧pet彩妆包材时,采用动态变模温注塑工艺注塑成型,模具预先加热至高温,可以避免聚合物熔体在充模过程中过早冷却,改善聚合物熔体在模具的型腔表面的流动状态,提高聚合物熔体的充模能力和熔接性能,达到改善塑件熔接痕的目的;聚合物熔体注射完成后,通过快速冷却,缩短冷却时间,缩短塑件的成型周期;本发明中的动态变模温注塑装置,通过上模具与下模具先合模,上模具与下模具合模后的内部空腔注入聚合物熔体以对聚合物熔体进行注塑成型处理,同时,两侧的阻隔件依次间歇开合,使冷却水循环与蒸汽加热循环依次间歇运行,以使上模具与下模具反复进行升温、保持高温、降温、保持低温的循环过程,并且活塞筒在蒸汽加热循环运行时,将冷却水循环的送入端与蒸汽加热循环的送入端相通,通过蒸气将冷却水循环中残留在上模具与下模具位置的冷却水气压挤出,而后冷却水循环进行工作时活塞筒闭合,解决了在模具动态变模温时,加热升温与冷却降温无法良好地相互配合转换,易出现升温同时还在降温的情况,提高了生产的质量,并保证了蒸气在进行升温时不会存在残留的冷却水,保证模具的温度可以进行快速变化,进一步提升了生产的质量。
附图说明
22.图1为本发明中耐化学性注塑级超韧pet彩妆包材的制备工艺流程图;图2为本发明中实施例1-5与对比例1-3中制得的pet彩妆包材的冲击性能测试测试结果柱形图;图3为本发明中动态变模温注塑装置的机体内部结构示意图;图4为本发明中动态变模温注塑装置的注塑机构结构示意图;图5为本发明中动态变模温注塑装置的变模温机构结构示意图;图6为本发明中动态变模温注塑装置的往复轮处结构示意图;图7为本发明中动态变模温注塑装置的整体装置结构示意图;图8为本发明中动态变模温注塑装置的往复轮结构示意图。
23.图中:1、机体;2、注塑机构;21、工作台;22、支柱;23、顶板;24、液压缸;25、注塑器;26、上模具;27、缓冲弹簧;28、下模具;29、原料箱;210、送料管;211、控制器;3、变模温机构;31、冷却水箱;32、蒸气箱;33、阻隔件;34、冷却管;35、蒸气管;36、滑轨;37、联动齿条;38、阻隔板;39、轴杆;310、摆动件;311、固定架;312、往复轮;313、限制架;314、电机;315、皮带;316、轮盘;317、活塞杆;318、活塞筒;319、辅助管。
具体实施方式
24.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.实施例1耐化学性注塑级超韧pet彩妆包材的动态变模温注塑成型方法,包括以下步骤:步骤一、制备改性丁苯橡胶:将丁苯橡胶加入到四氢呋喃中,搅拌溶解后,加入α-硫代甘油和光引发剂dmpa,在氮气氛围和波长为350nm的紫外光照射下反应2.5h,反应完成后,加入无水乙醇产生沉淀,沉淀物在50℃干燥12h,得到改性丁苯橡胶;其中,丁苯橡胶、四氢呋喃、α-硫代甘油和光引发剂dmpa、无水乙醇的质量比为20:400:40:0.01:500;步骤二、制备改性玻璃纤维:将玻璃纤维加入1wt%硅烷偶联剂kh-550水溶液中,玻璃纤维与硅烷偶联剂kh-550水溶液的质量比为1:100,70℃温度下300r/min搅拌5h、过滤、50℃干燥后,100℃加热60min,得到改性玻璃纤维;步骤三、将150℃干燥6h得到的干燥处理后的pet树脂、改性丁苯橡胶、改性玻璃纤维、纳米蒙脱土、聚乙二醇2000于265℃混合熔融,得到聚合物熔体;其中,干燥处理后的pet树脂、改性丁苯橡胶、改性玻璃纤维、纳米蒙脱土、聚乙二醇2000的质量比为80:20:8:1:5;步骤四、将模具加热到220℃,向模具内注射聚合物熔体;保持模具的温度为220℃,至聚合物熔体注射完成;聚合物熔体注射完成后,降低模具的温度至120℃,冷却模具中的聚合物熔体;保持模具的温度为120℃,至模具中的聚合物熔体冷却至固化成型,得到耐化学性注塑级超韧pet彩妆包材。
26.实施例2耐化学性注塑级超韧pet彩妆包材的动态变模温注塑成型方法,包括以下步骤:步骤一、制备改性丁苯橡胶:将丁苯橡胶加入到四氢呋喃中,搅拌溶解后,加入α-硫代甘油和光引发剂dmpa,在氮气氛围和波长为365nm的紫外光照射下反应2h,反应完成后,加入无水乙醇产生沉淀,沉淀物在55℃干燥10h,得到改性丁苯橡胶;其中,丁苯橡胶、四氢呋喃、α-硫代甘油和光引发剂dmpa、无水乙醇的质量比为40:600:60:0.03:800;步骤二、制备改性玻璃纤维:将玻璃纤维加入1.5wt%硅烷偶联剂kh-550水溶液中,玻璃纤维与硅烷偶联剂kh-550水溶液的质量比为1:75,75℃温度下400r/min搅拌4h、过滤、55℃干燥后,110℃加热45min,得到改性玻璃纤维;步骤三、将155℃干燥5h得到的干燥处理后的pet树脂、改性丁苯橡胶、改性玻璃纤维、纳米蒙脱土、聚乙二醇2000于270℃混合熔融,得到聚合物熔体;其中,干燥处理后的pet树脂、改性丁苯橡胶、改性玻璃纤维、纳米蒙脱土、聚乙二醇2000的质量比为100:30:12:5:10;步骤四、将模具加热到235℃,向模具内注射聚合物熔体;保持模具的温度为235℃,至聚合物熔体注射完成;聚合物熔体注射完成后,降低模具的温度至130℃,冷却模具中的聚合物熔体;保持模具的温度为130℃,至模具中的聚合物熔体冷却至固化成型,得到耐化学性注塑级超韧pet彩妆包材。
27.实施例3耐化学性注塑级超韧pet彩妆包材的动态变模温注塑成型方法,包括以下步骤:步骤一、制备改性丁苯橡胶:将丁苯橡胶加入到四氢呋喃中,搅拌溶解后,加入α-硫代甘油和光引发剂bp,在氮气氛围和波长为375nm的紫外光照射下反应1.5h,反应完成后,加入无水乙醇产生沉淀,沉淀物在60℃干燥10h,得到改性丁苯橡胶;其中,丁苯橡胶、四氢呋喃、α-硫代甘油和光引发剂bp、无水乙醇的质量比为25:450:45:0.015:575;
步骤二、制备改性玻璃纤维:将玻璃纤维加入2wt%硅烷偶联剂kh-550水溶液中,玻璃纤维与硅烷偶联剂kh-550水溶液的质量比为1:50,80℃温度下500r/min搅拌3h、过滤、60℃干燥后,120℃加热30min,得到改性玻璃纤维;步骤三、将160℃干燥4h得到的干燥处理后的pet树脂、改性丁苯橡胶、改性玻璃纤维、纳米蒙脱土、聚乙二醇2000于280℃混合熔融,得到聚合物熔体;其中,干燥处理后的pet树脂、改性丁苯橡胶、改性玻璃纤维、纳米蒙脱土、聚乙二醇2000的质量比为85:22.5:9:2:6.25;步骤四、将模具加热到250℃,向模具内注射聚合物熔体;保持模具的温度为250℃,至聚合物熔体注射完成;聚合物熔体注射完成后,降低模具的温度至140℃,冷却模具中的聚合物熔体;保持模具的温度为140℃,至模具中的聚合物熔体冷却至固化成型,得到耐化学性注塑级超韧pet彩妆包材。
28.实施例4耐化学性注塑级超韧pet彩妆包材的动态变模温注塑成型方法,包括以下步骤:步骤一、制备改性丁苯橡胶:将丁苯橡胶加入到四氢呋喃中,搅拌溶解后,加入α-硫代甘油和光引发剂dmpa,在氮气氛围和波长为365nm的紫外光照射下反应2h,反应完成后,加入无水乙醇产生沉淀,沉淀物在55℃干燥10h,得到改性丁苯橡胶;其中,丁苯橡胶、四氢呋喃、α-硫代甘油和光引发剂dmpa、无水乙醇的质量比为30:500:50:0.02:650;步骤二、制备改性玻璃纤维:将玻璃纤维加入1.5wt%硅烷偶联剂kh-550水溶液中,玻璃纤维与硅烷偶联剂kh-550水溶液的质量比为1:75,75℃温度下400r/min搅拌4h、过滤、55℃干燥后,110℃加热45min,得到改性玻璃纤维;步骤三、将155℃干燥5h得到的干燥处理后的pet树脂、改性丁苯橡胶、改性玻璃纤维、纳米蒙脱土、聚乙二醇2000于270℃混合熔融,得到聚合物熔体;其中,干燥处理后的pet树脂、改性丁苯橡胶、改性玻璃纤维、纳米蒙脱土、聚乙二醇2000的质量比为90:25:10:3:7.5;步骤四、将模具加热到235℃,向模具内注射聚合物熔体;保持模具的温度为235℃,至聚合物熔体注射完成;聚合物熔体注射完成后,降低模具的温度至130℃,冷却模具中的聚合物熔体;保持模具的温度为130℃,至模具中的聚合物熔体冷却至固化成型,得到耐化学性注塑级超韧pet彩妆包材。
29.实施例5耐化学性注塑级超韧pet彩妆包材的动态变模温注塑成型方法,包括以下步骤:步骤一、制备改性丁苯橡胶:将丁苯橡胶加入到四氢呋喃中,搅拌溶解后,加入α-硫代甘油和光引发剂dmpa,在氮气氛围和波长为365nm的紫外光照射下反应2h,反应完成后,加入无水乙醇产生沉淀,沉淀物在55℃干燥10h,得到改性丁苯橡胶;其中,丁苯橡胶、四氢呋喃、α-硫代甘油和光引发剂dmpa、无水乙醇的质量比为35:550:55:0.025:725;步骤二、制备改性玻璃纤维:将玻璃纤维加入1.5wt%硅烷偶联剂kh-550水溶液中,玻璃纤维与硅烷偶联剂kh-550水溶液的质量比为1:75,75℃温度下400r/min搅拌4h、过滤、55℃干燥后,110℃加热45min,得到改性玻璃纤维;步骤三、将155℃干燥5h得到的干燥处理后的pet树脂、改性丁苯橡胶、改性玻璃纤维、纳米蒙脱土、聚乙二醇2000于270℃混合熔融,得到聚合物熔体;其中,干燥处理后的pet
树脂、改性丁苯橡胶、改性玻璃纤维、纳米蒙脱土、聚乙二醇2000的质量比为95:27.5:11:4:8.75;步骤四、将模具加热到235℃,向模具内注射聚合物熔体;保持模具的温度为235℃,至聚合物熔体注射完成;聚合物熔体注射完成后,降低模具的温度至130℃,冷却模具中的聚合物熔体;保持模具的温度为130℃,至模具中的聚合物熔体冷却至固化成型,得到耐化学性注塑级超韧pet彩妆包材。
30.对比例1耐化学性注塑级超韧pet彩妆包材的动态变模温注塑成型方法,包括以下步骤:步骤一、制备改性丁苯橡胶:将丁苯橡胶加入到四氢呋喃中,搅拌溶解后,加入α-硫代甘油和光引发剂dmpa,在氮气氛围和波长为350nm的紫外光照射下反应2.5h,反应完成后,加入无水乙醇产生沉淀,沉淀物在50℃干燥12h,得到改性丁苯橡胶;其中,丁苯橡胶、四氢呋喃、α-硫代甘油和光引发剂dmpa、无水乙醇的质量比为20:400:40:0.01:500;步骤二、将150℃干燥6h得到的干燥处理后的pet树脂、改性丁苯橡胶、玻璃纤维、纳米蒙脱土、聚乙二醇2000于265℃混合熔融,得到聚合物熔体;其中,干燥处理后的pet树脂、改性丁苯橡胶、玻璃纤维、纳米蒙脱土、聚乙二醇2000的质量比为80:20:8:1:5;步骤三、将模具加热到220℃,向模具内注射聚合物熔体;保持模具的温度为220℃,至聚合物熔体注射完成;聚合物熔体注射完成后,降低模具的温度至120℃,冷却模具中的聚合物熔体;保持模具的温度为120℃,至模具中的聚合物熔体冷却至固化成型,得到耐化学性注塑级超韧pet彩妆包材。
31.对比例2耐化学性注塑级超韧pet彩妆包材的动态变模温注塑成型方法,包括以下步骤:步骤一、制备改性玻璃纤维:将玻璃纤维加入1wt%硅烷偶联剂kh-550水溶液中,玻璃纤维与硅烷偶联剂kh-550水溶液的质量比为1:100,70℃温度下300r/min搅拌5h、过滤、50℃干燥后,100℃加热60min,得到改性玻璃纤维;步骤三、将150℃干燥6h得到的干燥处理后的pet树脂、丁苯橡胶、改性玻璃纤维、纳米蒙脱土、聚乙二醇2000于265℃混合熔融,得到聚合物熔体;其中,干燥处理后的pet树脂、丁苯橡胶、改性玻璃纤维、纳米蒙脱土、聚乙二醇2000的质量比为80:20:8:1:5;步骤四、将模具加热到220℃,向模具内注射聚合物熔体;保持模具的温度为220℃,至聚合物熔体注射完成;聚合物熔体注射完成后,降低模具的温度至120℃,冷却模具中的聚合物熔体;保持模具的温度为120℃,至模具中的聚合物熔体冷却至固化成型,得到耐化学性注塑级超韧pet彩妆包材。
32.对比例3耐化学性注塑级超韧pet彩妆包材的动态变模温注塑成型方法,包括以下步骤:步骤一、制备改性丁苯橡胶:将丁苯橡胶加入到四氢呋喃中,搅拌溶解后,加入α-硫代甘油和光引发剂dmpa,在氮气氛围和波长为350nm的紫外光照射下反应2.5h,反应完成后,加入无水乙醇产生沉淀,沉淀物在50℃干燥12h,得到改性丁苯橡胶;其中,丁苯橡胶、四氢呋喃、α-硫代甘油和光引发剂dmpa、无水乙醇的质量比为20:400:40:0.01:500;步骤二、制备改性玻璃纤维:将玻璃纤维加入1wt%硅烷偶联剂kh-550水溶液中,玻璃纤维与硅烷偶联剂kh-550水溶液的质量比为1:100,70℃温度下300r/min搅拌5h、过滤、
50℃干燥后,100℃加热60min,得到改性玻璃纤维;步骤三、将150℃干燥6h得到的干燥处理后的pet树脂、改性丁苯橡胶、改性玻璃纤维于265℃混合熔融,得到聚合物熔体;其中,干燥处理后的pet树脂、改性丁苯橡胶、改性玻璃纤维的质量比为80:20:8;步骤四、将模具加热到220℃,向模具内注射聚合物熔体;保持模具的温度为220℃,至聚合物熔体注射完成;聚合物熔体注射完成后,降低模具的温度至120℃,冷却模具中的聚合物熔体;保持模具的温度为120℃,至模具中的聚合物熔体冷却至固化成型,得到耐化学性注塑级超韧pet彩妆包材。
33.上述实施例与对比例中,丁苯橡胶由福建省福橡化工有限责任公司提供,粉状,牌号为sbr1502;玻璃纤维由石家庄利尚矿产品加工有限公司提供,粉状,货号为80;pet树脂是由江苏三房巷集团有限公司提供的聚酯切片pet resin,牌号:cz-318;纳米蒙脱土由浙江丰虹新材料股份有限公司提供,型号为dk-1;聚乙二醇2000由江苏省海安石油化工厂提供,型号为peg-2000,乳白色固状物。
34.试验例对实施例1-5和对比例1-3制得的pet彩妆包材进行性能测试:(1)耐化学性能测试:分别用10%的氢氧化钠水溶液(氢氧化钠的质量百分含量为10%)、12%的氨水溶液(氨气的质量百分含量为12%)、丙酮、乙酸乙酯、苯、四氯化碳、三氯甲烷浸渍pet彩妆包材,浸渍温度为50℃,浸渍时间为12h,浸渍完成后观察记录pet彩妆包材的变化情况,其中实施例1-5和对比例1-3制得的pet彩妆包材的大小、形状相同,浸渍时的固液比为1:10,测试结果如表1所示:表1“—”表示表面无变化,“+”表示表面白化变形,“++”表示表面白化龟裂。
35.由表1可知,本发明制得的pet彩妆包材具有良好的耐化学性,能够有效避免强碱、多种有机溶剂对pet材料性能的影响。对比例3中,因为没有加入结晶成核剂纳米蒙脱土和结晶促进剂聚乙二醇2000,pet树脂为非结晶性结构,耐强碱、有机溶剂的性能明显下降;
(2)抗冲击性能测试:测试方法参考gb/t1843-2008塑料悬臂梁冲击强度的测定,将实施例1-5和对比例1-3中各原料经混合熔融得到聚合物熔体分别根据标准要求注塑加工成缺口底部半径为0.25mm的a型试样,固定试样,释放摆锤,记录被试样吸收的冲击能量,测试结果如表2所示:表2由表2可知,本发明制得的pet彩妆包材抗冲击强度高,韧性好。对比例1与实施例1相比,由于没有对玻璃纤维进行改性,玻璃纤维与pet树脂的界面结合能力下降,对pet材料的增韧作用下降;对比例2与实施例1相比,由于没有对丁苯橡胶进行改性,丁苯橡胶弹性体粒子在连续相pet树脂基体中的分散性和两相间的相容性变差,对pet材料的增韧作用下降。
36.实施例6本实施例提供了一种动态变模温注塑装置。
37.如图3所示,一种动态变模温注塑装置,包括机体1、设置在机体1上的注塑机构2、设置在机体1上的变模温机构3,注塑机构2包括上模具26、下模具28,上模具26与下模具28合模并向合模后的内部空腔注入聚合物熔体以对聚合物熔体进行注塑成型处理;变模温机构3包括阻隔件33、活塞筒318,上模具26与下模具28均设置有冷却水循环与蒸汽加热循环,冷却水循环与蒸汽加热循环的送入端上均设置有阻隔件33,两侧的阻隔件33依次间歇开合,使上模具26与下模具28反复进行升温、保持高温、降温、保持低温的循环过程,活塞筒318设置在机体1上,活塞筒318将冷却水循环的送入端与蒸汽加热循环的送入端相通,使蒸汽加热循环进行工作时活塞筒318导通,冷却水循环进行工作时活塞筒318闭合。
38.在使用时:上模具26与下模具28先合模,上模具26与下模具28合模后的内部空腔注入聚合物熔体以对聚合物熔体进行注塑成型处理,同时,两侧的阻隔件33依次间歇开合,使冷却水循环与蒸汽加热循环依次间歇进行运行,以使上模具26与下模具28反复进行升温、保持高温、降温、保持低温的循环过程,并且活塞筒318在蒸汽加热循环运行时,将冷却水循环的送入端与蒸汽加热循环的送入端相通,使蒸气将冷却水循环中残留在上模具26与下模具28位置的冷却水推出,而后冷却水循环进行工作时活塞筒318闭合,解决了在模具动态变模温时,加热升温与冷却降温无法良好地相互配合转换,易出现升温同时还在降温的情况,提高了生产的质量,并保证了蒸气进行升温时不会存在残留的冷却水,保证模具的温度可以进行快速变化,进一步提升了生产的质量。
39.进一步地,如图3-4所示,注塑机构2还包括工作台21、支柱22、顶板23、液压缸24、注塑器25,机体1上固定安装有工作台21,工作台21上固定安装有支柱22,支柱22顶端固定安装有顶板23,顶板23上固定安装有液压缸24,液压缸24贯穿顶板23,液压缸24的伸杆位于顶板23的下方,支柱22上滑动配合有注塑器25,注塑器25与液压缸24的伸杆固定安装。
40.进一步地,如图3-4所示,注塑器25底面固定安装有上模具26,上模具26与注塑器25相通,工作台21上固定安装有缓冲弹簧27,缓冲弹簧27顶端固定安装有下模具28,下模具28与上模具26相对,机体1内固定安装有原料箱29,原料箱29与注塑器25之间设置有送料管210,送料管210贯穿机体1的壁面,送料管210的一端与原料箱29相通,送料管210的另一端与注塑器25相通,机体1一侧固定安装有控制器211。
41.进一步,原料箱29内设置有泵机、储料仓,聚合物熔体放置于储料仓中,泵机与送料管210相通,利用泵机将聚合物熔体抽送进送料管210内。
42.优选地,送料管210为塑料软管材质,在注塑器25上下移动时,送料管210可以进行弯曲。
43.其中,人工操控控制器211启动运行,原料箱29将聚合物熔体经过送料管210送到注塑器25中,启动液压缸24,顶板23上的液压缸24带动注塑器25在支柱22上移动,注塑器25带动上模具26移动,使上模具26与工作台21上的下模具28进行合模,并且缓冲弹簧27对合模进行缓冲,而后注塑器25向上模具26与下模具28合模后的内部进行注塑。
44.进一步地,如图3、图5所示,变模温机构3还包括冷却水箱31、蒸气箱32、冷却管34、蒸气管35,机体1内固定安装有冷却水箱31,机体1内固定安装有蒸气箱32,机体1内固定安装有多个阻隔件33,一侧的阻隔件33与冷却水箱31相通,另一侧的阻隔件33与蒸气箱32相通,一侧的阻隔件33上固定安装有多个冷却管34,冷却管34与一侧的阻隔件33相通,冷却管34贯穿机体1的壁面,冷却管34分别贯穿上模具26与下模具28,另一侧的阻隔件33上固定安装有多个蒸气管35,蒸气管35与另一侧的阻隔件33相通,蒸气管35贯穿机体1的壁面,蒸气管35分别贯穿上模具26与下模具28。
45.优选地,冷却水箱31与蒸气箱32均与外部管路相连通,即冷却水循环中,冷却水从外部流进冷却水箱31中,而后冷却水对上模具26与下模具28冷却后再流向外部,同理蒸汽加热循环中,蒸气从外部流进蒸气管35中,而后蒸气对上模具26与下模具28加热后再流向外部。
46.优选地,冷却管34与蒸气管35均为塑料软管材质,在上模具26向上或向下移动时,冷却管34与蒸气管35均可以弯曲。
47.进一步地,如图5所示,机体1上固定安装有滑轨36,滑轨36位于两侧的阻隔件33之间,滑轨36上滑动配合有联动齿条37,联动齿条37的两端均固定安装有阻隔板38,两侧的阻隔板38均延伸至两侧的阻隔件33的内部,阻隔板38与阻隔件33滑动配合,阻隔板38与阻隔件33之间密封连接。
48.进一步地,如图5所示,机体1上固定安装有轴杆39,轴杆39上转动配合有摆动件310,摆动件310的一端为扇形结构,摆动件310的一端弧面设置有齿,摆动件310的一端与联动齿条37底部相啮合,摆动件310的另一端为伸缩杆结构,摆动件310的另一端上设置有凸起块,机体1上固定安装有固定架311,固定架311上转动配合有往复轮312,往复轮312上开设有环形槽,摆动件310的凸起块与往复轮312的环形槽滑动配合。
49.进一步,往复轮312的环形槽的两端位于往复轮312两端的异侧,环形槽由两个开口相对的u型槽,且分别位于往复轮312两端的异侧,使得环形槽在往复轮312外侧形成一个闭环的凹槽(如图6和图8所示);即随着往复轮312的转动,摆动件310的凸起块相对于往复轮312进行往复平移,同时摆动件310的凸起块在往复轮312的两端时,摆动件310的凸起块
相对于往复轮312的相对位置存在滞留时间,即摆动件310的凸起块在移动至往复轮312的两端时,不会立马进行往复移动。
50.进一步地,如图5-6所示,固定架311上固定安装有限制架313,限制架313设置方向与往复轮312的轴线方向平行,限制架313套设在摆动件310的凸起块上,机体1内固定安装有电机314,电机314的输出轴与往复轮312的转动轴上张紧有皮带315。
51.进一步地,如图5-6所示,摆动件310上固定安装有轮盘316,轮盘316的旋转轴线与轴杆39的旋转轴线位于同一条轴线上,轮盘316上转动配合有活塞杆317,活塞杆317贯穿机体1的壁面,机体1上固定安装有活塞筒318,活塞筒318内的活塞与活塞杆317转动配合,活塞筒318上固定安装有多个辅助管319,辅助管319在活塞筒318内的活塞移动至下方时与活塞筒318相通,辅助管319与冷却管34的送入端和蒸气管35的送入端分别相通。
52.进一步,活塞杆317与轮盘316的连接处位于轮盘316的上方时,活塞筒318内的活塞位于活塞筒318的上端(即活塞筒318处于关闭状态),活塞杆317与轮盘316的连接处位于轮盘316的下方时,活塞筒318内的活塞位于活塞筒318的下端(即活塞筒318处于打开状态),并且在蒸汽加热循环运行时,活塞筒318处于打开状态。
53.其中,启动电机314,电机314带动皮带315转动,皮带315带动固定架311上的往复轮312转动,往复轮312上的环形槽与限制架313的限制使摆动件310的凸起块往复移动,以使摆动件310在轴杆39上往复摆动,摆动件310的往复摆动带动联动齿条37在滑轨36上往复移动,联动齿条37带动阻隔板38往复移动,使阻隔板38驱动两侧的阻隔件33依次张开和闭合,并受往复轮312的环形槽的两端结构的限制,使得阻隔件33依次间歇开合,以将冷却水箱31与冷却管34的冷却水循环以及蒸气箱32与蒸气管35的蒸汽加热循环形成依次间歇运行状态,即上模具26与下模具28形成反复进行升温、保持高温、降温、保持低温的循环过程,同时,摆动件310带动轮盘316往复间歇转动,轮盘316带动活塞杆317往复上下间歇移动,活塞杆317带动活塞筒318内的活塞往复上下间歇移动,使得活塞筒318形成间歇打开和关闭的状态,以在蒸汽加热循环运行时,将冷却管34与蒸气管35相通,使蒸气同时流入冷却管34中,以将冷却管34中残留的冷却水推出,避免残留的冷却水阻碍蒸气对上模具26与下模具28的快速升温,确保了装置的稳定运行。
54.工作原理:上模具26与下模具28先合模,上模具26与下模具28合模后的内部空腔注入聚合物熔体以对聚合物熔体进行注塑成型处理,同时,两侧的阻隔件33依次间歇开合,使冷却水循环与蒸汽加热循环依次间歇进行运行,以使上模具26与下模具28反复进行升温、保持高温、降温、保持低温的循环过程,并且活塞筒318在蒸汽加热循环运行时,将冷却水循环的送入端与蒸汽加热循环的送入端相通,通过蒸气将冷却水循环中残留在上模具26与下模具28位置的冷却水推出,而后冷却水循环进行工作时活塞筒318闭合;其中,人工操控控制器211启动运行,原料箱29将聚合物熔体经过送料管210送到注塑器25中,启动液压缸24,顶板23上的液压缸24带动注塑器25在支柱22上移动,注塑器25带动上模具26移动,使上模具26与工作台21上的下模具28进行合模,并且缓冲弹簧27对合模进行缓冲,而后注塑器25向上模具26与下模具28合模后的内部空腔进行注塑;同时,启动电机314,电机314带动皮带315转动,皮带315带动固定架311上的往复轮312转动,往复轮312上的环形槽与限制架313的限制使得摆动件310上的凸起块往复移动,以使摆动件310在轴杆39上往复摆动,摆动件310的往复摆动带动联动齿条37在滑轨36上往复移动,联动齿条37带动阻隔板38往复移
动,使阻隔板38驱动两侧的阻隔件33依次开合,并受往复轮312的环形槽的两端结构的限制,使得阻隔件33依次间歇开合,以将冷却水箱31与冷却管34的冷却水循环以及蒸气箱32与蒸气管35的蒸汽加热循环形成依次间歇运行状态,即上模具26与下模具28形成反复进行升温、保持高温、降温、保持低温的循环过程,同时,摆动件310带动轮盘316往复间歇转动,轮盘316带动活塞杆317往复上下间歇移动,活塞杆317带动活塞筒318内的活塞往复上下间歇移动,使得活塞筒318形成间歇打开和关闭状态,以在蒸汽加热循环运行时,将冷却管34与蒸气管35相通,使蒸气同时流入冷却管34中,以将冷却管34中残留的冷却水推出。
55.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1