一种氯甲烷生产过程中副产盐酸的减排方法及减排装置与流程
1.本发明属于甲烷氯化物生产的技术领域,具体的涉及一种氯甲烷生产过程中副产盐酸的减排方法及减排装置。
背景技术:
2.氯甲烷(ch3cl)为无色、易液化的气体,沸点为-23.7℃,微溶于水,易溶于氯仿、乙醚、乙醇和丙酮。氯甲烷是生产有机硅单体甲基氯硅烷的主要原料。氯甲烷可进一步氯化制备二氯甲烷、三氯甲烷和四氯甲烷,还可以制造四甲基铅、甲基纤维素、杀虫剂以及用作溶剂和制冷剂等。
3.氯甲烷的生产一般采用甲醇氢氯化法,该方法以甲醇为原料,zncl2溶液为催化剂,将hcl与ch3oh的混合气体与催化剂zncl2液膜接触,进行甲醇氢氯化合成氯甲烷。具体反应如下:主反应:ch3oh+hcl
→
ch3cl+h2o。
4.副反应:2ch3oh
→
ch3och3+h2o;ch3och3+hcl
→
ch3oh+ch3cl;ch3och3+2hcl
→
2ch3cl+h2o。
5.由于副产二甲醚的沸点为-23℃,与氯甲烷的沸点-23.7℃十分接近,因此在后续精馏工序中很难将两者分离。为了尽可能减少生成二甲醚的副反应,一般原料氯化氢与甲醇按照摩尔比1.3-1.5:1,即在现有技术的常规认知中氯甲烷的收率是随着氯化氢与甲醇摩尔比的增大而增加的。如此在氯甲烷的合成反应生产过程中,不可避免地有大量未反应的过量氯化氢产生,进而产生大量的副产物盐酸。
6.目前氯甲烷生产所带来的副产盐酸的量以数十万吨计,反应产生的副产盐酸的浓度在20~25%,且因溶解有氯甲烷、甲醇和二甲醚等有机物导致副产盐酸销售困难。如此数量庞大的副产盐酸的处理成为制约行业发展的难题。
7.为了解决副产盐酸量大难销售的问题,现有技术一般都是考虑对已经产生的过量氯化氢进行精制处理和高效利用,以此缓解原工艺副产盐酸销售不畅问题,通过增加副产盐酸的附加值,获得良好的经济效益。
8.专利cn211798889公开了一种甲烷氯化物工艺副产盐酸的精制系统,包括汽提塔、再沸器、喷射泵,利用温度较低的进料代替回流,温度较低的进料为塔内上升蒸汽冷凝提供冷量,通过换热使上升蒸汽中的氯化氢冷凝,从而降低了塔顶产品中氯化氢的含量。该工艺通过调整汽提负压,降低塔顶产物中的盐酸含量,同时降低塔底采出盐酸中有机物的含量。但因所需处理的副产盐酸量大,该精制系统存在投资大、运行成本高、污染严重等问题。
9.专利cn101935020公开了甲烷氯化物副产物氯化氢的提纯方法,利用变温吸附法来提纯甲烷氯化物副产物氯化氢。该方法中吸附剂需要进行以下再生操作:将温度控制在300-500℃,压力控制在0.23-0.45mpa的加热氮气通入精脱吸附塔底部,从精脱吸附塔顶部出来的氮气再通入预吸附塔顶部,从预吸附塔底部出来的氮气经尾气冷却器冷却后送出界
区。可见该提纯方法中的再生工序所需温度高,对设备、阀门及其它配套设施材质要求较高;装置运行期间,吸附与再生温差大,设备及吸附剂因温度冷热交替、热胀冷缩导致寿命大大缩短;再生加热温度高,能耗高。
10.综上所述,目前亟需解决如何降低氯甲烷生产副产盐酸的处理成本,减轻生产企业对副产盐酸的处理压力。
技术实现要素:
11.本发明提供了一种氯甲烷生产过程中副产盐酸的减排方法,该减排方法摒弃目前只关注于如何精制已产生的过量氯化氢,通过增加其附加值来缓解副产盐酸销售不畅的传统思路,而是开辟新的思路:从源头上减少含有机物的副产盐酸的生成量,当副产盐酸的生成量大幅度降低了,自然对于副产盐酸的处理成本也随之减少,从而降低企业的生产成本,促进产业链的良性发展。
12.在本领域技术人员的认知中,对于甲醇氢氯化制备生产氯甲烷,氯甲烷的收率是随着原料氯化氢与甲醇摩尔比的增大而增加的。因此在生产氯甲烷的工艺中,为了减少副产物二甲醚,确保得到较高的产品氯甲烷收率,本领域技术人员通常都会考虑进一步增大氯化氢的进料量,加大氯化氢的过量程度,而过量的氯化氢在后续的处理工序中成为了大量的副产盐酸。
13.在考虑如何减排副产盐酸的问题时,发明人打破本领域技术人员的固有认知,考虑是否可以直接从源头上减少氯化氢,从而减少副产盐酸的处理量。但是通过前述的副反应分析可知,若贸然减少氯化氢则容易造成副产物二甲醚的产生,影响氯甲烷的收率。
14.在发明人所提出的直接从源头减少氯化氢的新思路引导下,发明人研究发现,采用本发明所述的减排方法不仅实现副产盐酸的产生量相比现有工艺降低了60%以上,而且还能够保证氯甲烷的收率在96%以上。
15.具体的技术方案如下:一种氯甲烷生产过程中副产盐酸的减排方法,包括以下步骤:原料氯化氢和甲醇按照摩尔比1.1~1.2:1经预热后进入反应单元进行甲醇氢氯化反应,得到主要含有氯甲烷、hcl、甲醇、h2o以及二甲醚的混合气;按照体积分数,混合气中氯甲烷约占70%-75%,hcl约占0.5%-2%,h2o约占15%-25%,二甲醚约占0.5%-1%。
16.在所述的进料配比条件下,产品氯甲烷的收率为96%-97%;出料混合气经激冷分离得到的副产盐酸浓度在5wt%-15wt%。
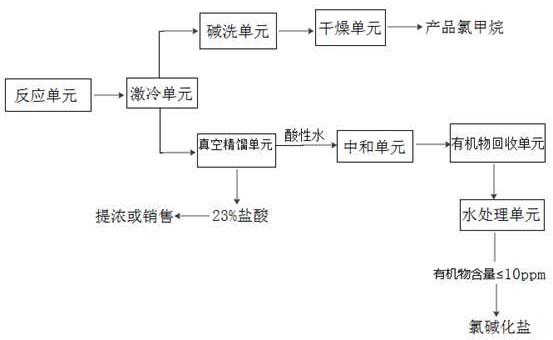
17.混合气由反应单元进入激冷分离单元;经激冷分离,混合气中的氯甲烷和二甲醚作为气相首先经过碱洗单元除去气相中所夹带的hcl,然后进入干燥单元除去气相中的h2o、二甲醚,得到产品氯甲烷。
18.激冷分离所得的气相通过碱洗和干燥,以降低产品氯甲烷中的水分和酸度。由碱洗单元出来后的气相进入干燥单元进行干燥,去除气相中h2o、二甲醚和少量夹带的碱液比如naoh溶液。
19.经激冷分离,混合气中的甲醇、h2o和hcl冷凝为液相,形成浓度为5wt%-15wt%的副产盐酸,副产盐酸进入真空精馏单元进行精馏,真空精馏单元采用真空精馏塔,精馏塔采用填料塔。真空精馏单元通过气液两相连续逆流接触,液相中的低沸点有机物转移到气相中,
从而实现将有机物从副产盐酸中分离的目的。
20.精馏的重组分为浓度在20wt%-23wt%的盐酸,将该盐酸送去进一步提浓,或是直接销售。
21.精馏的轻组分为含有机物氯甲烷和二甲醚的酸性水,将酸性水送至中和单元;所得酸性水中hcl浓度为0.1%~1%,酸性水中有机物含量为2000-5500ppm。
22.酸性水在中和单元进行中和后送至有机物回收单元,在有机物回收单元经精馏回收的有机物送至上述的碱洗单元,精馏所得的分离水进入水处理单元。有机物回收单元采用精馏塔,通过沸点不同进行分离回收有机物氯甲烷和二甲醚,氯甲烷从塔顶出来。
23.水处理单元进行生化处理,处理后的水中有机物含量小于等于10ppm,满足氯碱化盐水的要求,送至氯碱化盐。生化处理采用的是常规的微电解工艺,利用微电池原理发生电化学反应,使得有机物分解成小分子,从而除去得到有机物小于等于10ppm的水。
24.进一步的,所述的氯甲烷生产过程中副产盐酸减排方法中原料氯化氢:甲醇的摩尔比为1.1~1.15:1。在该进料配比条件下,产品氯甲烷的收率为96%-96.5%;出料混合气经激冷分离得到的副产盐酸浓度在7.5wt%-9.5wt%。
25.更进一步的,所述的氯甲烷生产过程中副产盐酸减排方法中原料氯化氢:甲醇的摩尔比为1.15:1。在该进料配比条件下,产品氯甲烷的收率为96.5%;出料混合气经激冷分离得到的副产盐酸浓度为9.5wt%。
26.经激冷分离得到的副产盐酸中的甲醇含量在0.8wt%。而现有工艺中副产盐酸一般含有2.0wt%~3.0wt%浓度的甲醇,甚至能达到5wt%。甲醇较高浓度的存在不仅会造成副产盐酸销售比较困难,同时还会造成甲醇的浪费,致使单位产品的综合单耗增加,不利于产品市场竞争力的形成。
27.进一步的,所述氯甲烷生产过程中副产盐酸的减排方法中原料甲醇先汽化再过热至190-230℃;氯化氢过热至190-230℃。如此则反应温度也为190-230℃,为催化甲醇氢氯化的最优反应温度。反应后出料混合气的温度为200℃左右,进一步的,所述氯甲烷生产过程中副产盐酸的减排方法中激冷分离单元的温度控制在60-90℃。混合气出料时的温度在200℃左右,进入温度60-90℃的激冷分离单元得到极速冷却降温,达到降温分离的目的。经激冷分离得到的液相副产盐酸浓度为5wt%-10wt%。
28.进一步的,所述氯甲烷生产过程中副产盐酸的减排方法中真空精馏单元的真空压力控制在-85kpa~-50kpa,温度控制在50℃~70℃。
29.进一步的,所述氯甲烷生产过程中副产盐酸的减排方法中碱洗单元采用浓度为5wt%-15wt%的碱液;中和单元采用浓度为5wt%-10wt%的碱液。
30.进一步的,所述氯甲烷生产过程中副产盐酸的减排方法中有机物回收单元的温度控制在20-25℃,压力控制在0.4-0.5mpa。
31.本发明还提供了一种氯甲烷生产过程中副产盐酸的减排装置,具体技术方案如下:一种氯甲烷生产过程中副产盐酸的减排装置,反应单元的出料首先进入激冷分离单元;该激冷分离单元对温度在200℃左右的出料混合气进行极速冷却降温,起到降温分离的作用。
32.激冷分离所得的气相进入与激冷分离单元连接的氯甲烷精制单元;激冷分离所得
的液相进入与激冷分离单元连接的副产盐酸处理单元。
33.所述的氯甲烷精制单元包括依次连接的碱洗单元和干燥单元。
34.所述的副产盐酸处理单元包括依次连接的真空精馏单元、中和单元、有机物回收单元和水处理单元。
35.进一步的,所述的氯甲烷生产过程中副产盐酸减排装置,具体包括以下装置:甲醇氢氯化反应器的出料口连接激冷塔;甲醇氢氯化反应器为固定床反应器,激冷塔采用填料塔,对混合气进行极速冷却降温,起到降温分离作用。
36.激冷塔的塔顶出料口通过气相管线与碱洗塔i连接;碱洗塔i的塔顶出料口连接硫酸干燥塔,硫酸干燥塔的塔顶出料氯甲烷进入氯甲烷缓冲罐。
37.激冷塔的塔底出料口通过液相管线与真空精馏塔连接;真空精馏塔的塔顶出料口连接碱洗塔ii,碱洗塔ii与有机物回收精馏塔连接;有机物回收精馏塔的塔顶出料进入激冷塔与碱洗塔i之间的气相管线,有机物回收精馏塔的塔底出料进入水处理。
38.本发明的有益效果为:本发明所述的技术方案具有以下优势:(1)采用本发明所述的减排方法不仅使得反应后的出料在经激冷分离得到的液相副产盐酸浓度降至5wt%-15wt%,副产盐酸的产生量相较于现有工艺降低了60%以上;同时还保证了氯甲烷的收率在96%以上。
39.(2)基于上述副产盐酸的产生量降低了60%以上,意味着副产盐酸的处理量由现有的数十万吨计,降至仅有几万吨。副产盐酸处理量成数量级的减少,大幅度降低了对处理设备的设计要求,比如所用到的精馏塔无论是结构设计的塔径、塔高以及填料层高度等,还是强度设计的塔壁和封头壁厚、质量载荷、风载荷等指标的设计要求均会下调,而这些自然会大大降低企业的设备投资,进而减少副产盐酸的处理成本。与此同时,副产盐酸的产生量大幅度减少也为企业减轻了副产物的处理压力。
40.(3)与现有技术相比,本发明将副产盐酸的酸度降低了至少50%,且盐酸中所含有机物,尤其甲醇的含量也减少了至少70%,使得副产盐酸的后续处理工序操作更简单、高效;低浓度的副产盐酸在经过真空精馏,有效地除掉了副产盐酸中的氯甲烷、甲醇和副产物二甲醚等有机物,提高了盐酸的品质,通过资源化利用,变废为宝。
41.(4)真空精馏后得到的含少量有机物的酸性水经过中和、有机物回收及生化水处理后得到可循环利用的水,实现了资源化利用;(5)有机物回收单元所回收的有机物返回生产系统,节约了生产成本。
42.综上,本发明从源头上减少了副产盐酸的产生量,通过真空精馏、回收有机物和生化处理,提高了副产盐酸的品质,实现了副产盐酸的资源化利用;克服了现有副产盐酸处理成本高、污染重的缺点,降低了企业生产成本,促进了行业的良性发展。
附图说明
43.图1为具体实施方式中所述的氯甲烷生产过程中副产盐酸减排方法的工艺流程图。
44.图2为具体实施方式中氯甲烷生产过程中副产盐酸的减排装置图。
45.其中,1为氯化氢过热器,2为甲醇蒸发器,3为甲醇过热器,4为甲醇氢氯化反应器,5为激冷塔,6为进料泵,7为碱洗塔i,8为碱洗塔i循环泵,9为硫酸干燥塔,10为硫酸干燥塔
循环泵,11为氯甲烷缓冲罐,12为真空精馏塔再沸器,13为真空精馏塔,14为盐酸输送泵,15为冷凝器,16为碱洗塔ii,17为碱洗塔ii循环泵,18为有机物回收精馏塔再沸器,19为有机物回收精馏塔,20为分离水输送泵。
具体实施方式
46.为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
47.本发明中所使用的真空精馏塔、激冷塔、进料泵、再沸器等均为现有设备,可市购得到,此处不再赘述。
48.实施例1所述氯甲烷生产过程中副产盐酸的减排装置,如图2所示:首先原料氯化氢气体进入氯化氢过热器1预热;原料甲醇则先经过甲醇蒸发器2汽化,再进入甲醇过热器3预热后与氯化氢一同进入甲醇氢氯化反应器4,进行甲醇氢氯化反应。
49.反应出料混合气经甲醇氢氯化反应器4的出料口出料后,进入与之连接的激冷塔5中,在激冷分离后,得到气相和浓度在5wt%-15wt%的副产盐酸。气相中含绝大部分氯甲烷和二甲醚,其中还夹带少量hcl、h2o。
50.激冷分离所得气相从激冷塔5的塔顶出料口出料后,通过气相管线进入碱洗塔i7,采用质量分数为5%-15%的naoh溶液从碱洗塔i7的上部进入,并通过碱洗塔i循环泵8与气相氯甲烷等逆向接触除去过量的hcl,然后气相从碱洗塔i7的塔顶出料口出料后,进入硫酸干燥塔9,硫酸经硫酸干燥塔循环泵10与气相逆向接触除去大部分的h2o及二甲醚等,得到产品氯甲烷可以进入氯甲烷缓冲罐11送至下游工段。
51.副产盐酸从激冷塔5的塔底出料口出料后,由进料泵6沿液相管线输送至真空精馏塔13上部入口进行精馏,其中塔釜的真空精馏塔再沸器12为精馏提供热量。
52.真空精馏塔13的塔釜出料为纯净的浓度在23wt%的盐酸,该盐酸由盐酸输送泵14送至下一工序,或进一步提浓,或直接销售。
53.真空精馏塔13的塔顶出料为含少量有机物的hcl浓度在0.1%~1%的酸性水,该酸性水从塔顶出料口经冷凝器15进入碱洗塔ii16,碱液通过碱洗塔ii循环泵17不断接触,中和夹带的少量hcl,酸性水在碱洗塔ii16中和后进入有机物回收精馏塔19的上部进料口,进行精馏回收有机物。
54.有机物回收精馏塔19的塔顶出料为所回收的有机物氯甲烷、甲醇等,进入激冷塔5与碱洗塔i7之间的气相管线。
55.有机物回收精馏塔19的塔底出料分离水则通过分离水输送泵20送至水处理进行生化处理,经生化处理后水中有机物含量小于等于10ppm,送至氯碱化盐。其中塔釜的有机物回收精馏塔再沸器18为精馏提供热量。
56.实施例2所述氯甲烷生产过程中副产盐酸的减排方法,其工艺路线如图1所示。该减排方法采用实施例1所述的副产盐酸减排装置,具体步骤如下:原料5400kg/hr氯化氢与4400kg/hr甲醇(氯化氢:甲醇摩尔比1.14:1)经预热至
230℃后进入甲醇氢氯化反应器。
57.反应后的出料混合气在90℃的激冷塔内进行激冷分离,含氯甲烷、二甲醚和少量hcl的气相进入氯甲烷精制,首先在碱洗单元的碱洗塔i中采用质量分数为15%的naoh碱液进行中和夹带的hcl,然后在干燥单元的硫酸干燥塔中除去h2o和二甲醚,得到产品氯甲烷。
58.而冷凝所得的浓度为9.5%的副产稀盐酸由进料泵送至真空精馏塔精馏。浓度为9.5%的稀盐酸在压力-80kpa,温度55℃条件下的真空精馏塔内进行精馏;塔釜出料为浓度23%的盐酸送至下游或提浓或销售;塔顶出料为浓度0.5wt%的酸性水,酸性水中有机物的含量为2500ppm,主要成分为氯甲烷、甲醇和副产物二甲醚,该酸性水送至中和单元的碱性塔ii采用质量分数为10%的naoh碱液进行中和其酸性;然后送至有机物回收单元的有机物回收精馏塔,在25℃,0.5mpa下精馏回收有机物。
59.塔顶出料的有机物返回至激冷塔的气相管线,回收部分有机物;塔釜含少量有机物的分离水,送至水处理单元进行生化处理,处理后有机物含量9ppm,送至下游再利用。
60.实施例3所述氯甲烷生产过程中副产盐酸的减排方法,采用实施例1所述的副产盐酸减排装置,包括以下步骤:原料5200kg/hr氯化氢与4400kg/hr甲醇(氯化氢:甲醇摩尔比1.1:1)经预热至190℃后进入甲醇氢氯化反应器。
61.反应后的出料混合气在60℃的激冷塔内进行激冷分离,含氯甲烷、二甲醚和少量hcl的气相进入氯甲烷精制,首先在碱洗单元的碱洗塔i中采用质量分数为5%的naoh碱液进行中和夹带的hcl,然后在干燥单元的硫酸干燥塔中除去水分和二甲醚,得到产品氯甲烷。
62.而冷凝所得的浓度为7.5%的稀盐酸由进料泵送至真空精馏塔精馏。浓度为7.5%的稀盐酸在压力-85kpa,温度50℃条件下的真空精馏塔内进行精馏;塔釜出料为浓度23%的盐酸送至下游或提浓或销售;塔顶出料为浓度0.4%的酸性水,酸性水中有机物的含量为5200ppm,主要成分为氯甲烷、甲醇和副产物二甲醚,该酸性水送至中和单元的碱性塔ii采用质量分数为5%的naoh碱液进行中和其酸性;然后送至有机物回收单元的有机物回收精馏塔,在25℃,0.5mpa下精馏回收有机物。
63.塔顶出料的有机物返回至激冷塔的气相管线,回收部分有机物;塔釜含少量有机物的分离水,送至水处理单元进行生化处理,处理后有机物含量9ppm,送至下游再利用。
64.实施例4所述氯甲烷生产过程中副产盐酸的减排方法,采用实施例1所述的副产盐酸减排装置,包括以下步骤:原料5440kg/hr氯化氢与4400kg/hr甲醇(氯化氢:甲醇摩尔比1.15:1)经预热至200℃后进入甲醇氢氯化反应器。
65.反应后的出料混合气在70℃的激冷塔内进行激冷分离,含氯甲烷、二甲醚和少量hcl的气相进入氯甲烷精制,首先在碱洗单元的碱洗塔i中采用质量分数为15%的naoh碱液进行中和夹带的hcl,然后在干燥单元的硫酸干燥塔中除去水分和二甲醚,得到产品氯甲烷。
66.而冷凝所得的浓度为9.5%的稀盐酸由进料泵送至真空精馏塔精馏。浓度为9.5%的稀盐酸在压力-80kpa,温度55℃条件下的真空精馏塔内进行精馏;塔釜出料为浓度23%的盐酸送至下游或提浓或销售;塔顶出料为浓度0.5%的酸性水,酸性水中有机物的含量为2500ppm,主要成分为氯甲烷、甲醇和副产物二甲醚,该酸性水送至中和单元的碱性塔ii采用质量分数为10%的naoh碱液进行中和其酸性;然后送至有机物回收单元的有机物回收精馏塔,在25℃,0.5mpa下精馏回收有机物。
67.塔顶出料的有机物返回至激冷塔的气相管线,回收部分有机物;塔釜含少量有机物的分离水,送至水处理单元进行生化处理,处理后有机物含量10ppm,送至下游再利用。
68.实施例5所述氯甲烷生产过程中副产盐酸的减排方法,采用实施例1所述的副产盐酸减排装置,包括以下步骤:原料55680kg/hr氯化氢与4400kg/hr甲醇(氯化氢:甲醇摩尔比1.2:1)经预热至230℃后进入甲醇氢氯化反应器。
69.反应后的出料混合气在90℃的激冷塔内进行激冷分离,含氯甲烷、二甲醚和少量hcl的气相进入氯甲烷精制,首先在碱洗单元的碱洗塔i中采用质量分数为15%的naoh碱液进行中和夹带的hcl,然后在干燥单元的硫酸干燥塔中除去水分和二甲醚,得到产品氯甲烷。
70.而冷凝所得的浓度为13.8%的稀盐酸由进料泵送至真空精馏塔精馏。浓度为13.8%的稀盐酸在压力-50kpa,温度70℃条件下的真空精馏塔内进行精馏;塔釜出料为浓度23%的盐酸送至下游或提浓或销售;塔顶出料为浓度1%的酸性水,酸性水中有机物的含量为2000ppm,主要成分为氯甲烷、甲醇和副产物二甲醚,该酸性水送至中和单元的碱性塔ii采用质量分数为10%的naoh碱液进行中和其酸性;然后送至有机物回收单元的有机物回收精馏塔,在25℃,0.5mpa下精馏回收有机物。
71.塔顶出料的有机物返回至激冷塔的气相管线,回收部分有机物;塔釜含少量有机物的分离水,送至水处理单元进行生化处理,处理后有机物含量10ppm,送至下游再利用。
72.对比例1所述氯甲烷生产过程中副产盐酸的减排方法,采用实施例1所述的副产盐酸减排装置,包括以下步骤:原料4700kg/hr氯化氢与4400kg/hr甲醇(氯化氢:甲醇摩尔比1:1)经预热至190℃后进入甲醇氢氯化反应器。
73.反应后的出料混合气在60℃的激冷塔内进行激冷分离,含氯甲烷、二甲醚和少量hcl的气相进入氯甲烷精制,首先在碱洗单元的碱洗塔i中采用质量分数为15%的naoh碱液进行中和夹带的hcl,然后在干燥单元的硫酸干燥塔中除去水分和二甲醚,得到产品氯甲烷。
74.而冷凝所得的浓度为6.3%的稀盐酸由进料泵送至真空精馏塔精馏。浓度为6.3%的稀盐酸在压力-85kpa,温度50℃条件下的真空精馏塔内进行精馏;塔釜出料为浓度23%的盐酸送至下游或提浓或销售;
塔顶出料为浓度0.3%的酸性水,酸性水中有机物的含量为6000ppm,主要成分为氯甲烷、甲醇和副产物二甲醚,该酸性水送至中和单元的碱性塔ii采用质量分数为5%的naoh碱液进行中和其酸性;然后送至有机物回收单元的有机物回收精馏塔,在25℃,0.5mpa下精馏回收有机物。
75.塔顶出料的有机物返回至激冷塔的气相管线,回收部分有机物;塔釜含少量有机物的分离水,送至水处理单元进行生化处理,处理后有机物含量10ppm,送至下游再利用。
76.对比例2所述氯甲烷生产过程中副产盐酸的减排方法,采用实施例1所述的副产盐酸减排装置,包括以下步骤:原料6600kg/hr氯化氢与4400kg/hr甲醇(氯化氢:甲醇摩尔比1.4:1)经预热至230℃后进入甲醇氢氯化反应器。
77.反应后的出料混合气在90℃的激冷塔内进行激冷分离,含氯甲烷、二甲醚和少量hcl的气相进入氯甲烷精制,首先在碱洗单元的碱洗塔i中采用质量分数为15%的naoh碱液进行中和夹带的hcl,然后在干燥单元的硫酸干燥塔中除去水分和二甲醚,得到产品氯甲烷。
78.而冷凝所得的浓度为23.5%的稀盐酸由进料泵送至真空精馏塔精馏。浓度为23.5%的稀盐酸在压力-50kpa,温度70℃条件下的真空精馏塔内进行精馏;塔釜出料为浓度25%的盐酸送至下游或提浓或销售;塔顶出料为浓度1.4%的酸性水,酸性水中有机物的含量为1800ppm,主要成分为氯甲烷、甲醇和副产物二甲醚,该酸性水送至中和单元的碱性塔ii采用质量分数为10%的naoh碱液进行中和其酸性;然后送至有机物回收单元的有机物回收精馏塔,在25℃,0.5mpa下精馏回收有机物。
79.塔顶出料的有机物返回至激冷塔的气相管线,回收部分有机物;塔釜含少量有机物的分离水,送至水处理单元进行生化处理,处理后有机物含量10ppm,送至下游再利用。
80.对比例3所述氯甲烷生产过程中副产盐酸的减排方法,采用实施例1所述的副产盐酸减排装置,包括以下步骤:原料7100kg/hr氯化氢与4400kg/hr甲醇(氯化氢:甲醇摩尔比1.5:1)经预热至190℃后进入甲醇氢氯化反应器。
81.反应后的出料混合气在60℃的激冷塔内进行激冷分离,含氯甲烷、二甲醚和少量hcl的气相进入氯甲烷精制,首先在碱洗单元的碱洗塔i中采用质量分数为15%的naoh碱液进行中和夹带的hcl,然后在干燥单元的硫酸干燥塔中除去水分和二甲醚,得到产品氯甲烷。
82.而冷凝所得的浓度为21%的稀盐酸由进料泵送至真空精馏塔精馏。浓度为21%的稀盐酸在压力-80kpa,温度55℃条件下的真空精馏塔内进行精馏;塔釜出料为浓度23%的盐酸送至下游或提浓或销售;塔顶出料为浓度5.5%的酸性水,酸性水中有机物的含量为1700ppm,主要成分为氯甲烷、甲醇和副产物二甲醚,该酸性水送至中和单元的碱性塔ii采用质量分数为10%的naoh碱液进行中和其酸性;然后送至有机物回收单元的有机物回收精馏塔,在25℃,0.5mpa下精
馏回收有机物。
83.塔顶出料的有机物返回至激冷塔的气相管线,回收部分有机物;塔釜含少量有机物的分离水,送至水处理单元进行生化处理,处理后有机物含量10ppm,送至下游再利用。
84.通过对比例3与实施例2相比,对比例3比实施例2中的hcl进料量增加了36%,对比例3副产盐酸中的有机物含量为实施例2盐酸有机物含量的88%,但副产盐酸的浓度却增大了11.5%。
85.下面对实施例3-5以及对比例1-2各自所得产品氯甲烷的收率、副产盐酸浓度以及副产盐酸中甲醇含量分别进行测定,结果如表1所示。
86.1、氯甲烷收率:由氯甲烷产量核算甲醇转换量,与投料的比值。
87.2、副产盐酸中甲醇含量:取样后用红外光谱仪检测得出甲醇的含量。
88.3、副产盐酸浓度:取样酸碱滴定。
89.表1 测定结果通过表1中不同hcl/ch3oh数据分析可知,当hcl/ch3oh比例在1.1-1.2之间,产品氯甲烷有较好的收率。此外不仅氯甲烷收率高,而且副产盐酸中的甲醇含量也少,反映出副产物二甲醚的生成减少了。
90.盐酸中甲醇的含量低、副产盐酸的浓度低,得到了收率较高的产品氯甲烷,降低了副产盐酸的产生量。
91.当hcl/ch3oh比例低于1.1:1时,产品氯甲烷的收率较低,副产盐酸中甲醇的含量较高,有机物含量高增大了后续处理的成本。
92.当hcl/ch3oh比例高于1.2:1时,产品氯甲烷的收率与1.2:1比例时持平,盐酸中甲醇含量虽稍许降低,但得到的副产盐酸浓度却大幅度升高,未实现盐酸的减排的目的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1