厌氧消化系统及厌氧发酵气体制备方法
本发明涉及厌氧消化,尤其涉及到一种厌氧消化系统及厌氧发酵气体制备方法。
背景技术:
1、沼气是通过厌氧发酵得到的一种清洁能源。未经处理的沼气可以直接使用,如燃烧。然而,二氧化碳作为沼气中的主要杂质,严重降低了其实用价值。可以采用各种化学和物理方法去除沼气中的二氧化碳,从而提高甲烷比率。这些方法包括高压水洗、变压吸附和膜分离。虽然使用这些方法从沼气中分离出了二氧化碳,但提纯后沼气的数量明显减少。
2、利用生物甲烷化技术(hbm)对沼气进行提纯处理,可以解决这一问题。hbm是指在原料沼气中加入氢气后,食氢产甲烷菌(hm)将混合气体中的二氧化碳转化为甲烷的过程。使用该技术提纯的沼气所获得的总能量明显高于从原料沼气中获得的总能量。同时,hbm的操作和能源成本相对较低,不需要昂贵的化学品。hbm是将多余能量转化为天然气并避免能量损失的最有效方法之一。hbm可分为原位和异位沼气提纯技术两类,不同提出技术的反应器和注气方式不同。在原位沼气提纯的情况下,直接向厌氧消化反应器中注入一定量的氢气,使沼气在反应器中同时厌氧消化和提纯。通过hm的参与,厌氧消化中的氢气和多余的二氧化碳转化为甲烷。相反,异位沼气提纯需要一个单独的气体厌氧消化器。该方法将厌氧消化产生的沼气与外源氢气结合,注入到提纯反应器中,在提纯反应器中富集hm,进行提纯反应。通过异位提纯,提纯过程独立于厌氧消化运行,确保厌氧消化反应器内的环境不受外部加氢的影响。
3、因此,ad(厌氧消化)的稳定性不会受到影响,潜在的生物学机制问题也被最小化。此外,由于其生物化学和稳定性较简单,仅依赖于二氧化碳、氢气以及hm的活性和必需营养素,因此整个提纯过程在反应器内得到更好的控制。异位提纯的效果取决于气体厌氧消化器的设计。因此,在大多数情况下,沼气必须提纯,以提高其质量。
4、在现有的气体厌氧消化器中,氢在水介质中的低溶解度和氢的气液传质限制阻碍了其生物利用度,从而限制了氢气将二氧化碳还原为甲烷的效率。由于这些气液传递的限制,只有少数改造方法可以实现高注入量、高转化率和高甲烷含量。在上流式厌氧污泥毯式反应器(uasb)中加入填料;在滴流过滤床(tfb)中由上至下喷射,有效地增加了氢气与液体的接触面积;连续搅拌槽式反应器(cstr)可以与各种输送和分配装置(如气泡塔、管或持续泵)集成;使用膜生物反应器;这些方法都能提高气液传质以提高沼气提纯的效率,但其存在建造成本高,容积利用率低以及无法精确调控转化率和气体含量等缺陷,如用于大规模沼气提纯,更是存在占地面积大的问题。
技术实现思路
1、本发明的主要目的在于提供一种厌氧消化系统及厌氧发酵气体制备方法,旨在解决目前厌氧消化系统的建造成本高、容积利用率低、发酵气体制备复杂以及无法精确调控转化率和气体含量的技术问题。
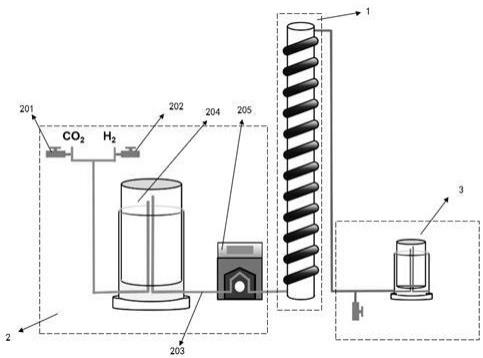
2、为实现上述目的,本发明提供一种厌氧消化系统,包括:
3、厌氧消化器,配置为螺旋管道,所述螺旋管道的底部设有气体入口,所述螺旋管道的顶部设有气体出口,所述螺旋管道内填充hm厌氧活性污泥;
4、气体输入组件,配置为连接所述气体入口,用于向所述厌氧消化器输入厌氧消化的原料气体;
5、气体输出组件,配置为连接所述气体出口,用于输出所述厌氧消化器产生的厌氧发酵气体;
6、其中,所述气体输入组件包括第一原料气体输入控制阀和第二原料气体输入控制阀,所述第一原料气体输入控制阀和所述第二原料气体输入控制阀根据接收到的控制信号调节控制阀开合状态,以控制第一原料气体和第二原料气体的输入速率和消化比例。
7、可选的,所述气体输入组件,包括:输入管道,所述输入管道的输出端连接所述厌氧消化器的气体入口,所述输入管道的输入端分别连接设置有第一原料气体输入控制阀的第一气体原料输入管道和设置有第二原料气体输入控制阀的第二气体原料输入管道。
8、可选的,所述气体输入组件还包括:原料气柜和原料气体泵,所述原料气柜的输入端作为所述输入管道的输入端,所述原料气柜的输出端连接所述原料气体泵的输入端,所述原料气体泵的输出端作为所述输入管道的输出端。
9、可选的,所述厌氧消化系统还包括厌氧消化控制器,所述厌氧消化控制器被配置为向所述第一原料气体输入控制阀与所述第二原料气体输入控制阀传输消化控制信号,所述第一原料气体输入控制阀与所述第二原料气体输入控制阀根据所述消化控制信号执行厌氧消化的消化控制过程。
10、可选的,所述厌氧消化系统还包括产气成分识别装置,所述产气成分识别装置被配置为识别经气体输出组件输出的厌氧消化器产生的厌氧发酵气体中的产气成分,并传输至所述厌氧消化控制器;其中,所述产气成分包括第一原料气体、第二原料气体与厌氧发酵气体分别的含量占比;其中,第一原料气体为二氧化碳,第二原料气体为氢气,厌氧发酵气体为甲烷。
11、可选的,所述消化控制过程包括:富集消化切换过程,所述消化控制信号包括厌氧消化控制器在接收到用户输入的富集阶段向消化阶段转换的指令时生成的第一控制信号集;
12、其中,所述第一控制信号集被配置为控制所述第一原料气体输入控制阀和所述第二原料气体输入控制阀不断调节开合状态,以使第一原料气体与第二原料气体的输入速率逐渐增大的同时,使第一原料气体与第二原料气体输入厌氧消化器的消化比例保持理论比例,直至厌氧发酵气体的含量占比开始下降。
13、可选的,所述消化控制过程包括:最佳消化比例确定过程,所述消化控制信号包括厌氧消化控制器在监测到富集消化切换过程中所述厌氧发酵气体的含量占比开始下降时生成的第二控制信号集;
14、其中,所述第二控制信号集被配置为控制所述第一原料气体输入控制阀和所述第二原料气体输入控制阀不断调节开合状态,以使第一原料气体与第二原料气体的输入速率逐渐增大的同时,使第一原料气体与第二原料气体输入厌氧消化器的消化比例也逐渐增大,直至厌氧发酵气体的含量占比达到最大值。
15、可选的,所述消化控制过程包括:最佳输入速率确定过程,所述消化控制信号包括厌氧消化控制器在监测到最佳消化比例确定过程中所述厌氧发酵气体的含量占比达到最大值时生成的第三控制信号集;
16、其中,所述第三控制信号集被配置为控制所述第一原料气体输入控制阀和所述第二原料气体输入控制阀不断调节开合状态,以使第一原料气体与第二原料气体的输入速率逐渐增大的同时,使第一原料气体与第二原料气体输入厌氧消化器的消化比例保持在最佳消化比例确定过程中厌氧发酵气体的含量占比达到最大值时的最佳消化比例,直至厌氧发酵气体的含量占比达到最大值。
17、可选的,所述消化控制过程包括:最佳产气状态控制过程,所述消化控制信号包括第四控制信号集;
18、其中,所述第四控制信号集被配置为控制所述第一原料气体输入控制阀和所述第二原料气体输入控制阀保持在最佳输入速率确定过程中厌氧发酵气体的含量占比达到最大值时的状态,以使第一原料气体与第二原料气体的输入速率保持最佳输入速率,第一原料气体与第二原料气体的消化比例保持最佳消化比例。
19、此外,为了实现上述目的,本发明还提供了一种厌氧发酵气体制备方法,用于如上所述的厌氧消化系统,所述方法,包括:
20、s1:在厌氧消化器的螺旋管道内填充hm厌氧活性污泥;
21、s2:厌氧消化控制器向第一原料气体输入控制阀和第二原料气体输入控制阀传输在接收到用户输入的富集阶段向消化阶段转换的指令时生成的第一控制信号集;其中,所述第一控制信号集被配置为控制所述第一原料气体输入控制阀和所述第二原料气体输入控制阀不断调节开合状态,以使第一原料气体与第二原料气体的输入速率逐渐增大的同时,使第一原料气体与第二原料气体输入厌氧消化器的消化比例保持理论比例,直至厌氧发酵气体的含量占比开始下降;
22、s3:厌氧消化控制器向第一原料气体输入控制阀和第二原料气体输入控制阀传输厌氧消化控制器在监测到富集消化切换过程中所述厌氧发酵气体的含量占比开始下降时生成的第二控制信号集;其中,所述第二控制信号集被配置为控制所述第一原料气体输入控制阀和所述第二原料气体输入控制阀不断调节开合状态,以使第一原料气体与第二原料气体的输入速率逐渐增大的同时,使第一原料气体与第二原料气体输入厌氧消化器的消化比例也逐渐增大,直至厌氧发酵气体的含量占比达到最大值;
23、s4:厌氧消化控制器在监测到最佳消化比例确定过程中所述厌氧发酵气体的含量占比达到最大值时生成的第三控制信号集;其中,所述第三控制信号集被配置为控制所述第一原料气体输入控制阀和所述第二原料气体输入控制阀不断调节开合状态,以使第一原料气体与第二原料气体的输入速率逐渐增大的同时,使第一原料气体与第二原料气体输入厌氧消化器的消化比例保持在最佳消化比例确定过程中厌氧发酵气体的含量占比达到最大值时的最佳消化比例,直至厌氧发酵气体的含量占比达到最大值;
24、s5:厌氧消化控制器向第一原料气体输入控制阀和第二原料气体输入控制阀传输第四控制信号集;其中,所述第四控制信号集被配置为控制所述第一原料气体输入控制阀和所述第二原料气体输入控制阀保持在最佳输入速率确定过程中厌氧发酵气体的含量占比达到最大值时的状态,以使第一原料气体与第二原料气体的输入速率保持最佳输入速率,第一原料气体与第二原料气体的消化比例保持最佳消化比例。
25、本发明的有益效果在于:提出了一种厌氧消化系统及厌氧发酵气体制备方法,该系统包括:厌氧消化器,配置为底部设有气体入口、顶部设有气体出口并填充有hm厌氧活性污泥的螺旋管道;气体输入组件,配置为连接气体入口,用于向厌氧消化器输入厌氧消化的原料气体;气体输出组件,配置为连接气体出口,用于输出厌氧消化器产生的厌氧发酵气体。本发明通过将厌氧消化器设置为螺旋管道,增加原料气体的气泡在hm厌氧活性污泥中的路径长度和停留接触时间,提升了厌氧消化效率以及容积利用率,同时,能够通过控制第一原料气体和第二原料气体的输入速率和消化比例,最终确定厌氧消化系统的最佳生产状态,使厌氧消化系统输出较高含量占比的厌氧发酵气体,提升系统效能,简化了系统复杂度,降低了建造成本。
- 还没有人留言评论。精彩留言会获得点赞!