一种橡胶猎靴材料及注射成型工艺的制作方法
本发明属于靴子生产工艺,具体涉及一种橡胶猎靴材料及注射成型工艺。
背景技术:
1、猎靴是一种结实的又厚又重的皮靴,常高达膝部,而从脚背至顶的靴面均以条带系紧。猎靴诞生于19世纪,专为猎人设计,凭借莫卡辛工艺赋予的超高实用性能,受到了猎人们的一致欢迎,后来逐渐走向大众,被户外爱好者所推崇。在历史上,狩猎靴也日趋细分甚至细分出了bird shooter boots(猎鸟靴)、sheep hunter(猎羊靴)等。30年代时,这种狩猎靴深受女性们的喜爱,热爱旅行的人和日常户外运动时经常会穿上hunter boots狩猎靴。
2、猎鸭靴是l.l.bean的经典代表性单品,最原始的自然是l.l.bean boots。除了最经典的bean boots款式,还有短帮、中帮等等。而且,短帮穿起来更日常休闲一点。
3、总的来说,猎靴以其独特的设计理念和精湛的制作工艺成为了户外活动中不可或缺的一部分。无论是对于专业的狩猎者还是户外探险爱好者,猎靴都是他们装备中的重要一环。同时,随着人们对复古文化的追求,猎靴也逐渐成为了一种时尚的象征;因此,现在的猎靴设计风格多种多样,它们共通的一部分是鞋底基本都是橡胶材质制成,只是根据用途不同鞋帮的包裹面积有所差异。
4、现有技术中猎靴的鞋底材料基本都是通过一种橡胶材料注射成型的,为保证猎靴鞋底在恶劣环境性的结构强度,一般都采用高耐磨性、高强度、高耐温的复合橡胶材料制成,这种材料虽然性能较为强悍,但整体硬度较大,容易开裂,穿着也十分不舒适;其次,鞋底的各个部位在人行走的过程中起到的作用并不相同,例如鞋底后跟部分一般提供支撑的作用,前掌部分提供用于在不断弯折中提供行进相对作用力,而鞋底的内芯部分则用于与脚掌相贴合,提供舒适的脚掌支撑作用,进而完全采用相同的材料去制作这鞋底的这三部分是不合理的,这也就导致了鞋底穿着的不舒适以及适应性较差,不能满足不同场合的需求。
技术实现思路
1、本发明的目的是提供一种橡胶猎靴材料及注射成型工艺,能够根据猎靴鞋底不同区域的功能需求采用不同的三种材料对鞋底进行制作,在提供高耐磨、高强度以及高耐温型的条件下,尽可能的改善穿着舒适度,使其在任意场景下使用都能发挥各部分的特性,满足用户需求。
2、本发明采取的技术方案具体如下:
3、一种橡胶猎靴材料,包括用于制备猎靴大底与猎靴鞋面的第一橡胶材料、用于制备猎靴后跟的第二橡胶材料以及制备猎靴鞋芯与猎靴鞋面的聚醚嵌段酰胺材料;
4、其中;
5、所述第一橡胶材料由以下重量份数的组分制成:
6、天然橡胶 70-80份;
7、烷聚丁苯橡胶 20-40份;
8、顺丁橡胶 25-35份;
9、氧化锌 5-18份;
10、硬脂酸 1.5-4份;
11、甘油 1-1.5份;
12、促进剂 1-3份;
13、偶联剂 0.5-1份;
14、交联剂 1-2份;
15、交联助剂 1.5-3份;
16、所述第二橡胶材料由以下重量份数的组分制成:
17、聚氨酯橡胶 40-50份;
18、丁腈橡胶 25-35份;
19、硅橡胶 20-30份;
20、所述氧化锌 3-15份;
21、所述硬脂酸 1.2-3.5份;
22、所述甘油 1-1.5份;
23、所述促进剂 1-3份;
24、所述偶联剂 0.5-1份;
25、所述交联剂 1-2份;
26、所述交联助剂 1.5-3份;
27、所述聚醚嵌段酰胺材料由以下重量份数的组分制成:
28、聚醚嵌段酰胺 50-70份;
29、所述硅橡胶 5-15份;
30、强化纤维填料 3-8份;
31、所述偶联剂 0.1-0.5份;
32、添加剂 0.5-3份。
33、作为一种优选方案,所述硅橡胶为甲基乙烯基硅橡胶、甲基乙烯基苯基硅橡胶pvmq、腈硅橡胶、氟硅橡胶中的一种或多种;
34、所述促进剂为噻唑类促进剂、秋兰姆类促进剂、黄原酸盐类促进剂中的一种或多种;
35、所述偶联剂为a172(乙烯基三(β-甲氧乙氧基)硅烷)、a151(乙烯基三乙氧基硅烷)中的一种或多种。
36、作为一种优选方案,所述交联剂为硫磺、n,n-亚甲基双丙烯酰胺、过氧化物中的一种;
37、所述交联助剂为三丙烯酸三羟甲基丙烷酯(tmpta)、二乙基苯二胺(depda)、三羟甲基丙烷三甲基丙烯酸酯(tmptma)、二叔丁基过氧化物(dtbp)中的一种或多种。
38、作为一种优选方案,所述聚醚嵌段酰胺为以长碳链聚酰胺为硬段材料和以聚醚为软段材料形成的嵌段共聚物;
39、所述硬段材料为pa11、pa12、pa6中的一种或多种,其中pa11是从可再生资源蓖麻油中提取的;
40、所述软段材料为聚乙二醇、聚四氢呋喃、聚丙二醇中的一种或多种;
41、所述强化纤维填料为碳纤维、玻璃纤维、芳纶纤维中的一种或多种。
42、作为一种优选方案,所述添加剂为催化剂、和/或抗氧剂、和/或发泡剂、和/或阻燃剂;
43、所述催化剂为四醇盐类、钛酸异丙酯中的一种或多种;
44、所述抗氧剂为酚类抗氧剂、胺类抗氧剂中的一种或多种;
45、所述发泡剂为偶氮化合物、碳酸盐、异氰酸酯、酰肼类中的一种或多种;
46、所述阻燃剂为卤素阻燃剂、磷系阻燃剂、无机阻燃剂、氮系阻燃剂、膨胀型阻燃剂中的一种或多种。
47、作为一种优选方案,所述猎靴后跟贴合于所述猎靴大底的脚跟位置处,且形成有深v型的延伸拼接路径,所述猎靴鞋芯填充于所述猎靴大底内部与脚掌相贴合位置处。
48、作为一种优选方案,所述猎靴鞋芯由纵横垂直交错的横向支撑条与纵向支撑条组成,并形成有异型的空槽,且所述横向支撑条与所述纵向支撑条底部一体成型有缓冲底,所述横向支撑条与所述纵向支撑条均为蛇形状,所述缓冲底为立体波峰状。
49、一种橡胶猎靴材料注射成型工艺,用于制备上述的橡胶猎靴新型材料,所述第一橡胶材料的制备工艺包括以下步骤:
50、步骤一、将天然橡胶、烷聚丁苯橡胶、顺丁橡胶、促进剂、偶联剂加入到密炼机中混匀,在250-350 r/min、120-130℃下塑炼10-30min;
51、步骤二、再加入氧化锌、硬脂酸、甘油,200-300r/min、80-100℃下混炼3-15min;
52、步骤三、再加入交联剂、交联助剂,在300-400r/min、70-95℃下混炼10-20min,薄通出片,得到混炼胶;
53、步骤四、出料后转入造粒机,控制模头温度为140-150℃,造粒,得到第一橡胶材料的粒料a;
54、所述第二橡胶材料的制备工艺与所述第一橡胶材料的制备工艺条件相同,区别仅在于将步骤一中添加的原料中的天然橡胶、烷聚丁苯橡胶、顺丁橡胶更换为聚氨酯橡胶、丁腈橡胶、硅橡胶,其余材料、条件不变,得到第二橡胶材料的粒料b。
55、作为一种优选方案,所述聚醚嵌段酰胺材料的制备工艺包括以下步骤:
56、步骤一、将聚醚嵌段酰胺、硅橡胶、偶联剂和催化剂,投入密炼机混炼,温度升高至115-125℃之后,每隔2-3℃翻料一次,在10min内升高温度至125-135℃,然后加入抗氧化剂、发泡剂以及阻燃剂,继续混炼3-5min,温度每升高1-2℃翻料一次,在温度升高至135-145℃之后,紧接着加入强化纤维填料,继续混炼10-20 min,温度每升高1-2℃翻斗一次,当温度升高至145-155℃,出料;
57、步骤二、上述出料后的物料转移至125-135℃的辊轮开炼机,辊距4-10mm,物料以三角包的形式混炼3-8次,之后物料再经过1mm辊距混炼,薄通6次出片,停放12小时后二次返炼、薄通6次,出片后转入造粒机,控制模头温度为135-145℃,造粒,得到聚醚嵌段酰胺材料的粒料c;
58、其中,二次返炼中开炼过程全程通冷却水,保持辊温60℃以下。
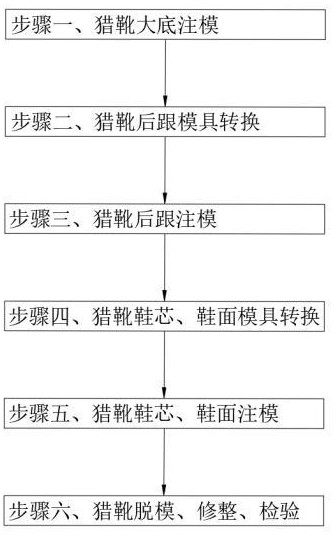
59、作为一种优选方案,所述注射成型工艺包括以下步骤:
60、步骤一、将上述粒料a投入到大底注射单元机内,射枪三段温度分别设置为110±5℃,115±5℃,120±5℃,射枪的注射压力为8-15mpa,将粒料a注射入模压为10-30mpa,温度为120-200℃的模具大底单元内,加热硫化300-500s,此时大底注射单元机对应的转盘成型工位的模具下楦合模,与左右边模、底模形成封闭的模具腔;
61、步骤二、大底注射单元机后退,转盘旋转,旋转过程中,模具完成翻楦和下楦合模动作,并将模具随之调整至处于后跟注射单元机对应的位置,此时后跟模放在楦头另一端,与左右边模、底模形成封闭的模具腔;
62、步骤三、将上述粒料b投入到后跟注射单元机内,射枪三段温度分别设置为100±5℃,115±5℃,110±5℃,射枪的注射压力为8-15mpa,将粒料a注射入模压为30-50mpa,温度为120-200℃的模具后跟单元内,加热硫化300-500s;
63、步骤四、后跟注射单元机后退,转盘旋转,旋转过程中,模具完成翻楦、换楦以及下楦合模动作,并将模具随之调整至处于鞋芯与鞋面注射单元机对应的位置,此时将模具鞋芯、鞋面单元放在楦头顶部,与左右边模、底模形成封闭的模具腔;
64、步骤五、将上述粒料c投入到注射机内,射枪三段温度分别设置为95±5℃,105±5℃,100±5℃,射枪的注射压力为6-12mpa,将粒料注射入模压为10-20mpa,温度为160-190℃的模具鞋芯、鞋面单元内,加热硫化350-600s;
65、步骤六、鞋芯、鞋面注射单元机后退,转盘旋转,将模具旋转到成品出鞋位置,通过冷却系统快速冷却至20-25℃,并依次进行开模、升楦、翻楦和取鞋,最后进行毛边修剪、质量检验。
66、本发明取得的技术效果为:
67、本发明通过设置第一橡胶材料来制作猎靴大底,利用天然橡胶来提供较高的韧性,同时利用烷聚丁苯橡胶与顺丁橡胶来改善它的耐磨性,并在交联剂与交联助剂的作用下,使得该材料在保证耐磨性的同时,提高其结构强度,使其韧性以及结构强度得到进一步提升,从而在保证鞋底的基础性能的同时,使得鞋底前掌部分的延展性以及抗拉扯性得到提升,这样在用于穿着行进的过程中鞋底弯曲更加容易,不易开裂;
68、本发明通过设置第二橡胶材料来制作猎靴后跟,利用聚氨酯橡胶来提供优异的支撑性能,能够承受重载和强冲击,并丁腈橡胶、硅橡胶来改善它的柔韧性,并在交联剂与交联助剂的作用下,使其分子之间交联更加紧密,从而综合其支撑性能以及韧性,能够在后跟位置提供良好的支撑性能;
69、本发明通过设置聚醚嵌段酰胺材料来制作猎靴鞋芯,利用聚醚嵌段酰胺的高弹性能以及柔性记忆功能,使其能够完美的贴合在用户的脚掌,使得用户穿着更加舒适,同时利用硅橡胶与强化纤维填料提高其结构强度,使其在用于剧烈运动过程中能够提供有效的支撑,不会发生塌陷;
70、本发明通过设置纵横交错蛇形结构的横向支撑条与纵向支撑条,并形成异形空槽,可利用蜂窝的结构特点,在提供稳定支撑的同时,能够在用户剧烈运动时对运动冲击力进行有效的缓冲,同时配合立体波峰状的缓冲底能够进行有效的吸能,从而保证在剧烈运动时脚掌的舒适性,用户在户外活动中不会因较高强度的运动而造成脚部的损伤,安全性能更高。
- 还没有人留言评论。精彩留言会获得点赞!