一种立体吸塑包覆型TPU装饰膜及其制备方法和应用与流程
本发明涉及装饰膜及其生产和应用,具体涉及一种立体吸塑包覆型tpu装饰膜及其制备方法和应用。
背景技术:
1、聚氨酯发泡鞋底凭借其质地轻盈、出色的耐磨性和弹性而备受青睐。为了增强其外观吸引力以及对鞋底进行保护,鞋底生产时通常会以喷漆的方式在鞋底上施加面漆。但在实际应用中发现,聚氨酯发泡鞋底与面漆之间难以形成稳定且牢固的涂层,导致容易掉漆影响外观,这成了鞋材厂商亟待解决的问题之一。另外,由于喷漆工艺操作复杂,导致喷漆的不良率居高不下,且批次间产品的差异性明显。
2、于是,本技术提出了一种采用tpu膜片对鞋底进行包覆的方式,以解决鞋底喷漆工艺存在的掉漆问题。tpu具有较强的可设计性和优异的综合性能,被广泛应用于纺织工业、鞋材、运动器材、医疗卫生和薄膜涂料等领域。tpu的合成原料丰富,配方多变,按软段多元醇可以分为聚酯型和聚醚型,按二异氰酸酯的类型可分为芳香族和脂肪族。目前,芳香族tpu在市场上的需求较为旺盛,但其耐黄变性能较差限制了其在户外或长时间暴露在光线下的应用。而脂肪族tpu凭借优异的弹性和耐黄变性能,在涂料、薄膜和运动器材等产品上的应用逐渐增多。但在tpu合成方面,脂肪族二异氰酸酯和二醇的反应活性较低,有时可能难以完全反应,导致产品的批次稳定性较差。为此,如何提供一种抗污耐脏、耐磨的装饰膜片显得尤为重要。
技术实现思路
1、本发明的目的是为了解决上述现有技术的不足而提供了一种立体吸塑包覆型tpu装饰膜及其制备方法,该tpu装饰膜具有高弹性、抗污耐脏和耐磨的特点,同时对鞋底具有良好的保护作用,能够替代传统喷漆工艺,解决喷漆工艺中的掉漆和不良率高的问题。
2、本发明的目的通过下述技术方案予以实现:一种立体吸塑包覆型tpu装饰膜的制备方法,包括如下步骤:
3、(1)将tpu热熔胶粒通过流延工艺制成tpu膜;
4、(2)在步骤(1)所得tpu膜的表面涂覆高回弹pu涂料,干燥固化后形成高回弹pu层,再对其进行修边,即得到所述tpu装饰膜。
5、进一步的,所述tpu热熔胶粒为聚醚型脂肪族tpu热熔胶粒,所述tpu膜可根据需要设定为任意颜色或纹路。其中,tpu膜的颜色可以由在tpu热熔胶粒进料前加入色母粒实现,也可以采用对应颜色的tpu热熔胶粒实现。tpu膜的纹路设计剋通过调整流延机参数或者使用具有特殊纹理的模具来限制浆料流动来实现。此为本领域常用技术手段,此处不再赘述。
6、进一步的,所述聚醚型脂肪族tpu热熔胶粒的制备包括如下步骤:
7、a1、将聚四氢呋喃醚二醇置于烘箱中真空脱水1-2h,冷却至室温备用;
8、a2、将步骤a1所得脱水后的聚四氢呋喃醚二醇置于反应器中加热至熔融,通入氮气,再加入4,4-二环己基甲烷二异氰酸酯搅拌均匀,滴入有机锡催化剂,升高温度至80-85℃进行预聚反应,结束后进行脱泡,得到预聚体;
9、a3、然后向加热状态下的预聚体中加入1,4-丁二醇混合均匀进行搅拌反应,转至挤出机进行加工成型,得到所述聚醚型脂肪族tpu热熔胶粒。
10、在上述聚醚型脂肪族tpu热熔胶粒的反应体系中,所述聚四氢呋喃醚二醇、4,4-二环己基甲烷二异氰酸酯与1,4-丁二醇的摩尔比为0.5-0.6:1:0.5,所述有机锡催化剂的用量为0.1-0.3wt%,
11、进一步的,在步骤(2)中,所述高回弹pu涂料的制备包括如下步骤:
12、s1、将聚醚二醇和聚醚三醇置于烘箱中真空脱水1-2h,冷却至室温备用;
13、s2、将步骤s1所得聚醚二醇和聚醚三醇置于反应器中,升高温度至48-52℃,向其中滴加催化剂,搅拌均匀后继续升温至75-80℃,加入异佛尔酮二异氰酸酯,搅拌反应至体系中-nco含量达到理论值;
14、s3、降低温度至45℃以下,调节体系粘度后向其中加入扩链剂和环氧树脂,再次升温至48-50℃反应3-4h,再用封端剂进行封端反应1-2h,加入三乙胺进行中和反应,然后加入去离子水高速乳化得到乳液状产物,旋蒸去除丙酮,即得到所述高回弹pu涂料。
15、进一步的,在步骤s2中,聚醚二醇和聚醚三醇的总质量与异佛尔酮二异氰酸酯的质量比为1.2-1.6,聚醚二醇和聚醚三醇的质量比为1.3-1.8:1。
16、进一步的,在步骤s2中,所述催化剂为有机铋催化剂,优选为mc-710(niax),所述催化剂的用量为0.1-0.5%。
17、进一步的,在步骤s3中,所述扩链剂为二羟基丙酸或二羟甲基丁酸,所述扩链剂的用量为体系总质量的1.4-1.8%;所述环氧树脂为双酚a环氧树脂丙烯酸酯或双酚a环氧树脂,所述环氧树脂的用量为体系总质量的3-4%;所述封端剂为季戊四醇三丙烯酸酯、甲基丙烯酸羟乙酯或丙烯酸羟乙酯中的任意一种,所述封端剂的用量为体系总质量的0.4-0.6%。
18、进一步的,在步骤s3中,所述耐磨涂料的固含量为40-50%。
19、在本发明的高回弹pu涂料制备中,通过控制聚醚二醇和聚醚三醇的比例来调节pu聚合物的交联方式,进而精准调控该pu膜层的综合力学性能,并且保证其优异的耐水解性能。再者,通过环氧树脂的加入,利用其优异的粘接性能和热稳定性,能够有助于提高该高回弹pu层与tpu膜之间的附着力,以及赋予该高回弹pu层良好的耐热性。
20、进一步的,步骤(2)的具体操作为:向高回弹pu涂料中加入引发剂,搅拌均匀后将涂料涂覆在tpu膜表面,干燥后将其置于紫外灯下固化成型,即得到高回弹pu层。
21、进一步的,所述引发剂为pi-2959、pi-184、pi-651或tpo中的至少一种,引发剂的用量为2-4wt%。
22、进一步的,紫外灯的波长为300-400nm(优选365nm),光强为700-1000mj/cm2。
23、本发明还提供了将上述制备的tpu装饰膜应用于鞋底制备的方法,包括如下制备步骤:将所述tpu装饰膜固定在模具上,抽真空使所述tpu装饰膜紧贴在模具内,再放入发泡鞋底进行模压,然后取出包覆成型后的产品进行二次修边,即得到tpu装饰膜包覆后的鞋底。
24、进一步的,所述发泡鞋底为tpu超临界、eva超临界或尼龙超临界材料制成的。
25、进一步的,所述模压包括加热模压,加热模压的温度为150-160℃,时间为400-500s。
26、进一步的,所述模压还包括冷却模压,冷却模压的温度为30-32℃,时间为400-500s。
27、本发明的有益效果在于:
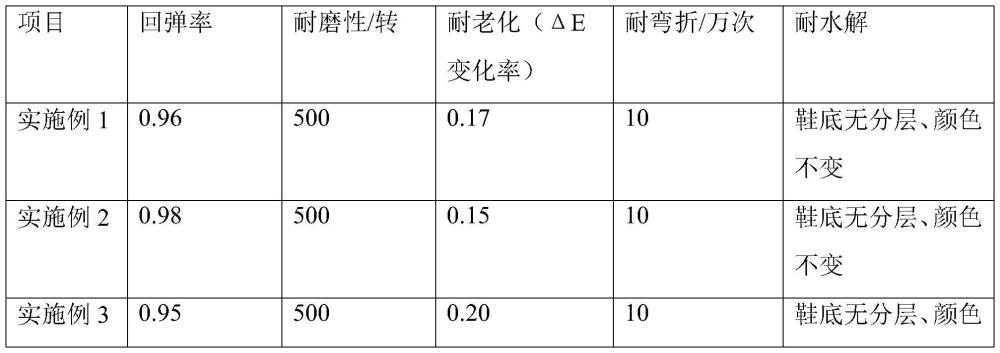
28、(1)本发明公开了一种立体吸塑包覆型tpu装饰膜的制备方法,得到综合力学性能好、耐磨性强、耐水解和耐紫外老化性能优良的tpu装饰膜。其中,通过高回弹pu涂料制备中选用聚醚二醇和聚醚三醇为软段原料,并引入环氧树脂,能够显著提高该tpu装饰膜的力学性能、耐热稳定性和耐水解性能。
29、(2)本发明通过将tpu装饰膜用于鞋底的包覆加工,相比于传统鞋底喷漆工艺,该方法具有环保低耗、生产良率高、工艺简单的特点,同时克服了喷漆工艺中的掉漆和不良率高的问题。由此制备的鞋底回弹性较高,具有良好的减震回弹效果,并且在耐磨性、耐紫外和耐水性方面均对鞋底具有较好的保护作用。
- 还没有人留言评论。精彩留言会获得点赞!