一种用于柔性电路板的双面胶带及加工方法与流程
1.本发明涉及模切领域,具体涉及一种用于柔性电路板的双面胶带及加工方法。
背景技术:
2.对于目前自化动程度的应用正在加快进行,在模切行业中,对于卷材供货的方式同步需求也在呈现上升趋势,双面胶在现在手机\笔记本\数码中主要起固定“柔性电路板”,简称“fpc”的作用。
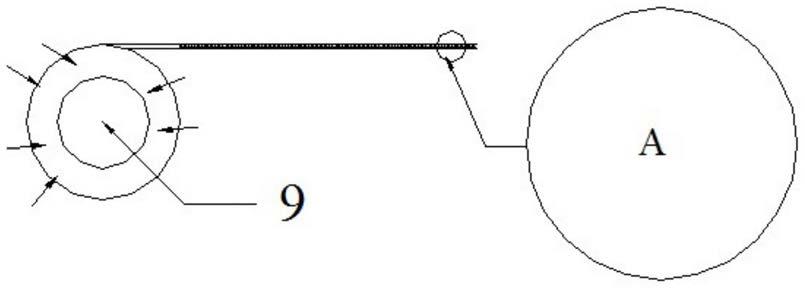
3.图1为现有的双面胶带模切过程示意图,中间为卷芯9,侧边无数字标号的箭头为作用力,图2为图1中a处的放大图,即应用于图1中的一种常见的双面胶带结构,依次包括成品料带1、双面胶5、手柄膜4和辅助料带2。可看到,在模切产品供货为卷材的状态下,因卷芯是圆形,产品覆盖在卷芯上,每一卷都会有一个相对力,当卷数增加时对内卷芯的产品相对力会随至而增加,进一步的导致成品与料带更加“牢固”的粘连,在进一步的粘连之后,客户在使用时,需要将产品从料带上撕离下来,导致内卷位置出现不良,比例大约5%。
4.现有工艺直接将辅助料带的离型面面向成品料带的离型面,成品夹在辅助料带和成品料带之间,随着卷芯直径大小的变化产生相应大小的作用力,导致成品出现异常情况,常见的异常情况包括:使用者在使用成品时,自动机无法取料;成品因挤压出现溢胶。
技术实现要素:
5.本发明的目的就是为了解决上述问题而提供一种用于柔性电路板的双面胶带及加工方法,避免卷芯对成品产生作用力。
6.本发明的目的通过以下技术方案实现:
7.一种用于柔性电路板的双面胶带,该双面胶带包括成品料带、成品和辅助料带,所述成品料带和辅助料带将成品夹于中间,所述双面胶带还包括增高条,所述增高条邻近成品设置,一端与辅助料带固定连接,另一端与成品料带可分离连接,所述增高条的厚度大于成品的厚度。
8.进一步地,所述增高条包括固定端和自由端,固定端与辅助料带连接的端面设有粘着层,该粘着层将增高条固定在辅助料带上,由于粘着层是与辅助料带的离型面一端连接,该离型面是涂抹有硅油的,因此粘着层与该涂抹有硅油的离型面的粘着力大小需为60-130g,而将该粘着层独立进行钢板测试时,该粘着层的粘着力可大于800g,保证在卷的过程中,增高条不会偏移,在使用者使用过后,辅助料带和增高条一并作为工业废品处理。进一步优选地,所述增高条采用多种合成材料制成,确保在加工双面胶带时,该增高条不会被挤压变形,且又不会因为重力使双面胶带变形。
9.进一步地,所述粘着层的宽度为增高条宽度的1/4-1倍,当粘着层宽度为增高条宽度的1/4时,粘着层分布在固定端与辅助料带连接的端面的两侧边,保证增高条与辅助料带严密贴合,不易被外物拉扯而被撕开;粘着层宽度为增高条宽度的1倍时,正好全部将固定端与辅助料带连接的端面完全覆盖;粘着层宽度大于增高条宽度的1/4倍,小于增高条宽度
的1倍时,分布方式可参照1/4倍时的分布方式。
10.进一步地,所述增高条成对设置在辅助料带的侧边,与辅助料带的侧面对齐。增高条成对设置在辅助料带的侧边可保证成品与辅助料带之间的空隙高度保持一致,两者之间不接触,减少因为重力部分辅助料带往下与成品接触的情况,且增高条的侧面与辅助料带相对齐,避免出现将辅助料带与增高条相剥离的情况。
11.进一步地,所述成品包括手柄膜和双面胶,双面胶将手柄膜固定在成品料带上,手柄膜的宽度小于辅助料带的宽度。
12.进一步地,所述增高条的宽度为2.0-3.0mm,手柄膜与增高条之间的间距为1.0-5.0mm。该宽度可根据双面胶带的具体要求进行设置和限定。
13.进一步地,所述增高条横截面为长方形,易加工。
14.进一步地,所述手柄膜包括贴合部和提拉部,贴合部与双面胶相贴合,提拉部设于贴合部的侧边,提拉部上设有提拉口。进一步优选地,所述提拉口呈圆形、c字形、十字型或米字型。
15.进一步地,所述成品多个为一组,沿成品料带的宽度方向排列。
16.一种用于柔性电路板的双面胶带的加工方法,该加工方法具体为:将增高条粘着至辅助料带的侧边,将成品固定在成品料带上,再将成品料带和辅助料带连接。
17.进一步地,所述辅助料带包括离型面和不离型面,离型面采用硅油进行涂抹,将增高条固定在辅助料带上时,离型面与增高条设有粘着层的固定端正面相对,成品料带包括离型面和不离型面,离型面采用硅油进行涂抹,将成品设于成品料带的离型面上,将成品料带和辅助料带连接时,成品朝向增高条。
18.本发明在辅助料带的两侧边上添加了增高条,该增高条另一端支撑在成品料带上,形成一个空间,该空间内用于容纳成品,增高条的厚度高于成品的厚度,保证成品不与辅助料带相接触,只与成品料带接触,即成品和辅助料带之间悬空,从而使卷芯的相对作用力作用在增高条上,由于卷芯直径的变化而产生的相对作用力不作用在成品上,进一步可实现成品不受挤压,避免成品因收卷而出现溢胶或其他的情况。为了更好地使增高条更好地支撑住辅助料带和成品料带,对增高条的材质、增高条上的粘着层做了一定的限定。与现有技术相比,本发明可有效避免自动机无法取料或胶带出现溢胶的情况,并且结构简单、易于推广。
附图说明
19.图1为对现有的双面胶带的进行模切的结构示意图;
20.图2为图1中a处的放大图;
21.图3为对本发明的双面胶带的进行模切的结构示意图;
22.图4为图3中b处的放大图;
23.图5为一种用于柔性电路板的双面胶带的俯视图;
24.图6为手柄膜的结构示意图。
25.图中:1-成品料带;2-辅助料带;3-增高条;4-手柄膜;5-双面胶;6-贴合部;7-提拉部;8-提拉口;9-卷芯。
具体实施方式
26.下面结合附图和具体实施例对本发明进行详细说明。
27.实施例
28.如图3所示,为对本发明的双面胶带的进行模切的结构示意图,中间为卷芯9,侧边无数字标号的箭头为作用力。
29.如图4所示,为图3中b处的放大图,即本发明一种用于柔性电路板的双面胶带,该双面胶带包括成品料带1、成品和辅助料带2,成品料带1和辅助料带2将成品夹于中间,成品包括手柄膜4和双面胶5,双面胶5将手柄膜4固定在成品料带1上,该双面胶带还包括增高条3,增高条3采用多种合成材料制成,成对设置在辅助料带2的侧边,与辅助料带2的侧面对齐,不与成品接触,增高条3包括固定端和自由端,固定端与辅助料带2连接的端面设有粘着层,该粘着层将增高条3固定在辅助料带2上,自由端不设粘着层,自由端与成品料带1可分离连接,增高条3的厚度大于成品的厚度。其中,增高条3上粘着层与涂抹有硅油的辅助料带的离型面之间的粘着力大小为60-130g,该粘着层独立进行钢板测试时,该粘着层的粘着力可大于800g,粘着层的宽度为增高条宽度的1/4-1倍。
30.增高条3的宽度为2.0-3.0mm,手柄膜4手柄膜4的宽度小于辅助料带2的宽度,与增高条3之间的间距为1.0-5.0mm。
31.如图5所示,成品八个为一组,沿成品料带1的宽度方向排列。
32.如图6所示,手柄膜4包括贴合部6和提拉部7,贴合部6与双面胶5相贴合,提拉部7设于贴合部6的侧边,提拉部7上设有提拉口8。
33.一种用于柔性电路板的双面胶带的加工方法,具体为:将增高条3粘着至辅助料带2的侧边,将成品固定在成品料带1上,再将成品料带1和辅助料带2连接。其中,辅助料带2包括离型面和不离型面,离型面采用硅油进行涂抹,将增高条3固定在辅助料带上时,离型面与增高条3设有粘着层的固定端正面相对,成品料带1包括离型面和不离型面,离型面采用硅油进行涂抹,将成品设于成品料带1的离型面上,将成品料带1和辅助料带2连接时,成品朝向增高条3。
34.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1